1.本实用新型涉及管件加工设备的技术领域,尤其是超声刀打扁装置,特别涉及其机械连接结构。
背景技术:
2.对比文件:专利申请号:201811640243.6,申请日:2018.12.29,专利权人:资兴市粤兴汽车零部件制造有限公司;本案公开了“一种管件打扁模具”,其包括上模机构和下模机构,其特征在于,所述上模机构包括上模座,所述上模座下部安装有上夹板,所述上夹板下部设有打扁凸模,所述凸模下端设有脱料机构;所述下模机构包括下模座,所述下模座上设有下模板,所述下模板上设有凹模机构和管件放置机构,所述凹模机构设置于管件放置机构的两端,所述管件放置机构与凹模机构在一条水平线上,所述凹模机构端部连接驱动机构,所述管件放置机构内放置待打扁的管件。
3.超声刀制作工序中,需要将圆形管件打扁,因为管件直径较细,现有的管件打扁装置操作精度低,误差大,稳定性弱,故仍然需要对现有技术进行进一步改进。
技术实现要素:
4.本实用新型的目的在于提供超声刀打扁装置,其采用三油缸同步工作,模具定位于打扁工序同步完成,操作精度高,产品稳定性好。克服了现有技术中存在的缺点和不足。
5.为了实现上述目的,本实用新型的技术方案为:超声刀打扁装置,包括工作平台,工作平台的两侧分别设置有左侧油缸和右侧油缸,左侧油缸和右侧油缸呈相对分布,左侧油缸的输出轴和右侧油缸的输出轴位于同一轴线上,左侧油缸和右侧油缸之间的工作平台处设有上油缸支架,上油缸支架处设置有上油缸,上模具与上油缸的输出轴连接,上模具的正下方设有与之配合的下模具,下模具设置在工作平台表面,左侧油缸和右侧油缸输出轴的端部均设有一管件打扁块,管件打扁块的端部形成截面呈三角形的打扁端,上模具处形成半圆柱形的上型腔,下模具处形成半圆柱形的下型腔。
6.本实用新型公开了一种超声刀打扁装置,其采用多油缸驱动,管件的定位、压紧、打扁工序可同步完成,加工精度高,产品稳定性好,装置采用立柱式框架结构,装配方便,维护简单。
附图说明
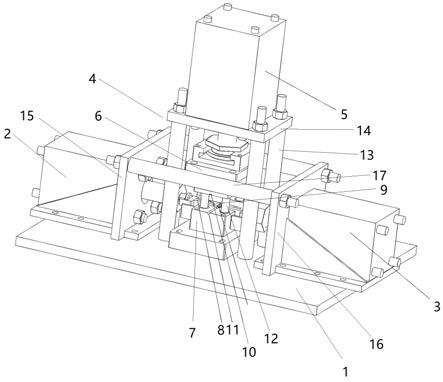
7.图1为本实用新型结构示意图。
具体实施方式
8.下面参照附图,对本实用新型进一步进行描述。
9.本实用新型公开了一种超声刀打扁装置,其区别于现有技术在于:包括工作平台1,工作平台1的两侧分别设置有左侧油缸2和右侧油缸3,左侧油缸2和右侧油缸3呈相对分
布,左侧油缸2的输出轴和右侧油缸3的输出轴位于同一轴线上,左侧油缸2和右侧油缸3之间的工作平台1处设有上油缸支架4,上油缸支架4处设置有上油缸5,上模具6与上油缸5的输出轴连接,上模具6的正下方设有与之配合的下模具7,下模具7设置在工作平台1表面,左侧油缸2和右侧油缸3输出轴的端部均设有一管件打扁块8,管件打扁块8的端部形成截面呈三角形的打扁端9,上模具6处形成半圆柱形的上型腔10,下模具7处形成半圆柱形的下型腔11。
10.在具体实施时,所述上模具6与下模具7之间通过两根对称分布的导杆12连接,上模具6在上油缸5驱动下沿导杆12上下位移。
11.在具体实施时,所述上油缸支架4由4根立柱13和一块装配基板14,4根立柱13的下端固定在工作平台1上,装配基板14成水平分布在4根立柱13的上端,上油缸支架4装配结构简单,易于维护。
12.在具体实施时,所述工作平台1的两侧分别设有左侧油缸装配基板15和右侧油缸装配基板16,左侧油缸装配基板15和右侧油缸装配基板16均垂直于工作平台1分布,左侧油缸装配基板15和右侧油缸装配基板16之间通过两根对称分布的连杆17相互连接,有助于提升缸装配基板之间的支撑强度。
13.在具体实施时,所述右侧油缸3固定在右侧油缸装配基板16处,所述左侧油缸2固定在左侧油缸装配基板15处。
14.在具体实施时,先由上油缸驱动上模具6下行,与下模具配合形成合模,将管件夹紧定位,然后,两侧的油缸同步相向推进,在管件打扁块作用下将管件局部打扁,保证了管件圆度的精度。
15.以上内容是结合具体的优选实施方式对本实用新型所作的进一步详细说明,不能认定本实用新型具体实施只局限于上述这些说明。对于本实用新型所属技术领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干简单推演或替换,都应当视为属于本实用新型的保护范围。
技术特征:
1.超声刀打扁装置,其特征在于:包括工作平台(1),工作平台(1)的两侧分别设置有左侧油缸(2)和右侧油缸(3),左侧油缸(2)和右侧油缸(3)呈相对分布,左侧油缸(2)的输出轴和右侧油缸(3)的输出轴位于同一轴线上,左侧油缸(2)和右侧油缸(3)之间的工作平台(1)处设有上油缸支架(4),上油缸支架(4)处设置有上油缸(5),上模具(6)与上油缸(5)的输出轴连接,上模具(6)的正下方设有与之配合的下模具(7),下模具(7)设置在工作平台(1)表面,左侧油缸(2)和右侧油缸(3)输出轴的端部均设有一管件打扁块(8),管件打扁块(8)的端部形成截面呈三角形的打扁端(9),上模具(6)处形成半圆柱形的上型腔(10),下模具(7)处形成半圆柱形的下型腔(11)。2.根据权利要求1所述的超声刀打扁装置,其特征在于:所述上模具(6)与下模具(7)之间通过两根对称分布的导杆(12)连接,上模具(6)在上油缸(5)驱动下沿导杆(12)上下位移。3.根据权利要求1所述的超声刀打扁装置,其特征在于:所述上油缸支架(4)由4根立柱(13)和一块装配基板(14),4根立柱(13)的下端固定在工作平台(1)上,装配基板(14)成水平分布在4根立柱(13)的上端。4.根据权利要求1所述的超声刀打扁装置,其特征在于:所述工作平台(1)的两侧分别设有左侧油缸装配基板(15)和右侧油缸装配基板(16),左侧油缸装配基板(15)和右侧油缸装配基板(16)均垂直于工作平台(1)分布,左侧油缸装配基板(15)和右侧油缸装配基板(16)之间通过两根对称分布的连杆相互连接。5.根据权利要求4所述的超声刀打扁装置,其特征在于:所述右侧油缸(3)固定在右侧油缸装配基板(16)处,所述左侧油缸(2)固定在左侧油缸装配基板(15)处。
技术总结
本实用新型公开了超声刀打扁装置,包括工作平台,工作平台的两侧分别设置有左侧油缸和右侧油缸,左侧油缸和右侧油缸呈相对分布,左侧油缸的输出轴和右侧油缸的输出轴位于同一轴线上,左侧油缸和右侧油缸之间的工作平台处设有上油缸支架,上油缸支架处设置有上油缸,上模具与上油缸的输出轴连接,上模具的正下方设有与之配合的下模具,下模具设置在工作平台表面,左侧油缸和右侧油缸输出轴的端部均设有一管件打扁块,管件打扁块的端部形成截面呈三角形的打扁端,上模具处形成半圆柱形的上型腔,下模具处形成半圆柱形的下型腔。其采用多油缸驱动,管件的定位、压紧、打扁工序可同步完成,加工精度高,产品稳定性好。产品稳定性好。产品稳定性好。
技术研发人员:孔鸿康
受保护的技术使用者:上海昕良不锈钢管业有限公司
技术研发日:2021.07.08
技术公布日:2022/2/11