1.本实用新型涉及汽车排气系统制造技术领域,特别是涉及一种进气管扩口隆脊模具。
背景技术:
2.汽车排气系统一般由排气管、消声器、催化转换器以及排气系统安装固定部件等组成,消声器用于消耗气流能量,减少气流的压力波动幅度,可起到减小噪声的作用。汽车消声器结构向着横置中间进气两侧端盖排气的趋势发展,汽车消声器进气管是设在消声器壳体内的起到消音效果的关键件,汽车消声器的进气管需要与汽车消声器的内组件紧固连接,隆脊工艺应运而生,隆脊是指用特殊涨型模具实现隔板类零件与芯管类零件定位装配永久固定,在芯管与隔板翻遍位置隆起两处凸棱,使芯管与隔板涨紧并固定位置,适合隔板与芯管的装配。
3.在现有技术中,消声器进气管需要进行扩喇叭口和隆脊作业,目前一般将扩喇叭口和隆脊分开加工,需要两套不同的模具,过程繁琐复杂,耗费时间长,能耗高,工作生产效率低
技术实现要素:
4.本实用新型的一个目的是解决至少上述问题和/或缺陷,并提供至少后面将说明的优点。
5.为了解决现有技术的不足,本实用新型提供一种进气管扩口隆脊模具,包括:
6.外模杆,其内套设有内杆,所述内杆的两端分别穿出外模杆的两端,所述内杆的前端与锥杆一连接,其后端与用于驱动内杆在外模杆内轴向运动的驱动机构连接,所述锥杆一前端与同轴的锥杆二连接;
7.所述锥杆一外部环设有可涨开、收缩的扩口模,锥杆二外部环设有可涨开、收缩的隆脊模;在所述锥杆一与锥杆二连接处的外部环设有连接套,所述连接套的前端通过凹凸配合与隆脊模的后端活动连接,其后端通过凹凸配合与扩口模的前端活动连接;
8.所述扩口模包括多个表面具有扩口成型部的涨瓣一,多个所述涨瓣一通过环绕在其外壁上的弹性单元围拢紧贴在所述锥杆一外壁上,任一所述涨瓣一的后端通过凹凸配合与所述外模杆前端活动连接。
9.进一步地,所述外模杆外壁中部设有用于固定的固定环。
10.进一步地,所述锥杆一的外径自其后端向前端逐渐缩小,所述锥杆二的外径自其后端向前端逐渐缩小。
11.进一步地,所述连接套内圈圈径等于所述锥杆二的最大外径。
12.进一步地,所述涨瓣一的前端设有沿轴向方向延伸且为横置t形的第一延伸部,所述连接套后端对应位置上开有与所述第一延伸部外形相匹配的第一滑槽。
13.进一步地,所述涨瓣一的后端向上凸设凸起部,在所述涨瓣一相围构成圆筒的状
态下,所述凸起部相互对接形成环状凸台;所述凸起部的后端设有沿轴向方向延伸且为横置t形的第三延伸部,所述外模杆的前端对应位置上开有与所述第三延伸部外形相匹配的第三滑槽;
14.所述弹性单元包括弹力圈一与弹力圈二,所述扩口成型部前端的涨瓣一表面向下凹陷有凹槽一,多个涨瓣一的凹槽一组合形成环状凹槽一,所述弹力圈一环设在所述环状凹槽一内;所述凸起部开有凹槽二,多个涨瓣一的凹槽二组成成环状凹槽二,所述弹力圈二环设在所述环状凹槽二内。
15.进一步地,所述隆脊模包括多个表面设有一对凸脊的涨瓣二,多个所述涨瓣通过环绕所述涨瓣二外壁的弹性圈围拢紧贴在所述锥杆二外壁上,所述涨瓣二相围构成圆筒的状态下,所述凸脊相互对接成所述环状凸脊;所述涨瓣二的后端设有沿轴向方向延伸且为横置t形的第二延伸部,所述连接套前端对应位置上开有与所述第二延伸部外形相匹配的第二滑槽。
16.进一步地,所述凸脊间形成凹槽三,所述弹性圈环设在所述凹槽三内。
17.本实用新型至少包括以下有益效果:本实用新型将消声器进气管的隆脊、扩口集为一体,提高了加工生产效率,模具结构简单,使用方便,便于维护管理;驱动机构驱动内杆在外模杆内做轴向运动,内杆带动锥杆一与锥杆二移动,在锥杆一与锥杆二各自锥形面的作用下使得扩口模、隆脊模同步涨开,涨开的扩口模其涨瓣的扩口成型部使得进气管被扩口,涨开的隆脊模使得进气管与隔板接触面的旁边产生两排鼓包隆脊,实现隆脊固定操作,从而实现对进气管的隆脊、扩口操作,操作简便,且一次性完成隆脊、扩口两种加工操作,有效地提高加工效率,降低生产成本。
附图说明
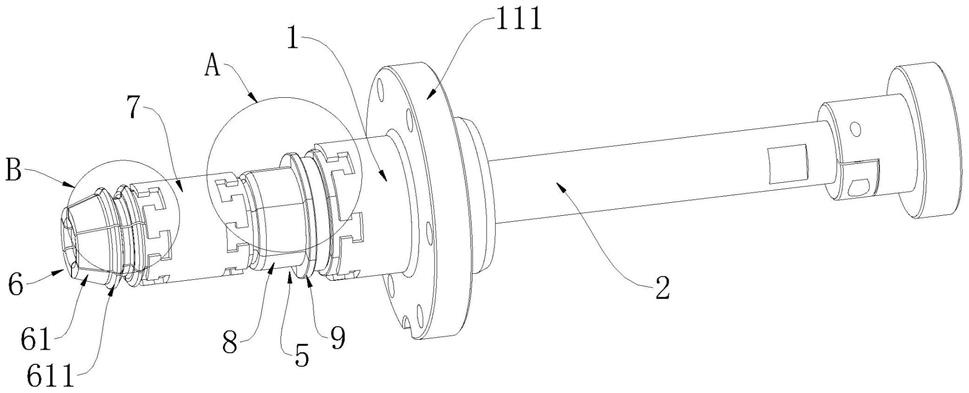
18.图1是本实用新型的进气管扩口隆脊模具结构示意图。
19.图2是本实用新型的图1中a的局部放大结构示意图。
20.图3是本实用新型的图1中b的局部放大结构示意图。
21.图4是本实用新型的模具处于工作状态下的结构示意图。
22.图5是本实用新型的模具处于未工作状态的截面结构示意图。
23.图6是本实用新型的模具处于工作状态的截面结构示意图。
24.附图标记:1-外模杆,111-定位环,11-第三滑槽,2-内杆,3-锥杆一,4-锥杆二,5-扩口模,6-隆脊模,61-涨瓣二,611-凸脊,612-第二延伸部,613-凹槽三,62-平垫圈,7-连接套,72-第一滑槽,712-第二滑槽,8-涨瓣一,81-扩口成型部,82-第一延伸部,83-凹槽一,9-凸起部,91-第三延伸部,92-凹槽二,100-进气管。
具体实施方式
25.下面结合附图对本实用新型做进一步的详细说明,以令本领域技术人员参照说明书文字能够据以实施。
26.应当理解,本文所使用的诸如“具有”、“包含”以及“包括”术语并不配出一个或多个其它元件或其组合的存在或添加。
27.图1~6示出了本实用新型的一种进气管扩口隆脊模具,包括:
28.外模杆1,其内套设有内杆2,所述内杆2的两端分别穿出外模杆1的两端,所述内杆2的前端与锥杆一3连接,其后端与用于驱动内杆2在外模杆1内轴向运动的驱动机构连接,所述锥杆一3前端与同轴的锥杆二4连接;
29.所述锥杆一3外部环设有可涨开、收缩的扩口模5,锥杆二4外部环设有可涨开、收缩的隆脊模6;在所述锥杆一3与锥杆二4连接处的外部环设有连接套7,所述连接套7的前端通过凹凸配合与隆脊模6的后端活动连接,其后端通过凹凸配合与扩口模5的前端活动连接;
30.所述扩口模5包括多个表面具有扩口成型部81的涨瓣一8,多个所述涨瓣一8通过环绕在其外壁上的弹性单元围拢紧贴在所述锥杆一3外壁上,任一所述涨瓣一3的后端通过凹凸配合与所述外模杆1前端活动连接。
31.具体地,所述锥杆一3的外径自其后端向前端逐渐缩小,所述锥杆二4的外径自其后端向前端逐渐缩小,扩口模5的涨瓣一聚拢围成的形状为相应于锥杆一3外形状的锥孔,隆脊模6内表面形状为相应于锥杆二4外形状的锥孔,锥杆一3与锥杆二4焊接在一起,也可以是锥杆一3与锥杆二4为一体式结构,内杆2与锥杆3可以是焊接在一起,也可以是内杆2与锥杆一3、锥杆二4为一体式结构;驱动机构可以是气缸,也可以是液压缸,气缸或是液压缸属于现有技术产品,内杆2的后端头与驱动机构的活塞杆连接;将消声器进气管的隆脊、扩口集为一体,提高了加工生产效率,模具结构简单,使用方便,便于维护管理;驱动机构驱动内杆2在外模杆1内做轴向运动,内杆2带动锥杆一3与锥杆二4移动,在锥杆一3与锥杆二4各自锥形面的作用下使得扩口模5、隆脊模6同步涨开,涨开的扩口模5其涨瓣8的扩口成型部81使得进气管被扩口,涨开的隆脊模6使得进气管与隔板接触面的旁边产生两排鼓包隆脊,实现隆脊固定操作,从而实现对进气管的隆脊、扩口操作,操作简便,且一次性完成隆脊、扩口两种加工操作,有效地提高加工效率,降低生产成本。
32.优选地,所述外模杆1外壁中部设有用于固定的固定环111,固定环111的设置利于固定住外模杆1,便于内杆2在外模杆1内顺畅移动且避免内杆2的轴向运动发生偏位。
33.优选地,所述连接套7内圈圈径等于所述锥杆二4的最大外径,锥杆二4可对连接套7起到支撑作用,锥杆二4在移动或是静止状态下均可以对连接套7起到固定支撑的效果,避免连接套7在扩口模5、隆脊模6运动时发生移动。
34.优选地,所述涨瓣一8的前端设有沿轴向方向延伸且为横置t形的第一延伸部82,所述连接套7后端对应位置上开有与所述第一延伸部82外形相匹配的第一滑槽72。采用这种方案,第一延伸部82呈横置t形的设置,使得第一延伸部82与第一滑槽72配合实现对涨瓣一8更好的定位导向,同时通过第一延伸部82与第一滑槽72的结构配合利于将连接套7从消声器中拉出,加工完成后便于整体移出模具。
35.优选地,所述涨瓣一8的后端向上凸设凸起部9,在所述涨瓣一8相围构成圆筒的状态下,所述凸起部9相互对接形成环状凸台;所述凸起部9的后端设有沿轴向方向延伸且为横置t形的第三延伸部91,所述外模杆1的前端对应位置上开有与所述第三延伸部91外形相匹配的第三滑槽11;第三延伸部91呈横置t形的设置,使得第三延伸部91与第三滑槽11配合实现对涨瓣一8更优的定位导向,同时通过第第三延伸部91与第三滑槽11的结构配合利于将扩口模5从消声器中拉出,加工完成后便于整体移出模具;
36.同时,凸起部9凸出于扩口模5表面的设置,凸起部9的前端壁面抵挡住进气管管口
端,有利于对进气管进行定位,由此判断隆脊位置与扩口位置准确,保证隆脊与扩口操作的精准度;涨瓣一8两端均通过第一限位部82、第三限位部91分别被容纳在连接套的第一滑槽72内、外模杆1的第三滑槽11内,由此保证涨瓣一8在锥杆一3的径向上发生移动,避免涨瓣一8在反复涨开、缩回的工作过程中出现轴向位移的情况,保证扩口操作更为精准。
37.所述弹性单元包括弹力圈一(未示出)与弹力圈二(未示出),所述扩口成型部81前端的涨瓣一8表面向下凹陷有凹槽一83,多个涨瓣一8的凹槽一83组合形成环状凹槽一,所述弹力圈一环设在所述环状凹槽一内;所述凸起部9开有凹槽二92,多个涨瓣一9的凹槽二92组成成环状凹槽二,所述弹力圈二环设在所述环状凹槽二内。弹力圈一与弹力圈二为o型胶圈,o型胶圈属于现有技术产品;弹力圈一与弹力圈二配合使得涨瓣一8紧贴围拢在锥杆一3外壁上,避免涨瓣一8松脱,同时锥杆一3向后端回退时,扩口模5在弹力圈一与弹力圈二的弹力作用下收缩聚拢。
38.优选地,所述隆脊模6包括多个表面设有一对凸脊611的涨瓣二61,多个所述涨瓣二61通过环绕所述涨瓣二61外壁的弹性圈(未示出)围拢紧贴在所述锥杆二4外壁上;所述涨瓣二61相围构成圆筒的状态下,所述凸脊611相互对接成所述环状凸脊,所述凸脊611间形成凹槽三613,所述弹性圈环设在所述凹槽三613内;所述涨瓣二61的后端设有沿轴向方向延伸且为横置t形的第二延伸部612,所述连接套7前端对应位置上开有与所述第二延伸部612外形相匹配的第二滑槽712。弹性圈为o型胶圈,o型胶圈属于现有技术产品,弹性圈使得涨瓣二61紧贴围拢在锥杆二4外壁上,避免涨瓣二61松脱,锥杆二4随着锥杆一3同步向前移动时,在锥杆二4锥形面的作用下,涨瓣二61在径向上滑动,隆脊模6涨开,涨瓣二61表面的凸脊611将进气管镜像扩大,形成凸环,与隔板涨紧,实现隆脊固定操作;锥杆二4向后端回退时,隆脊模6在弹性圈的弹力作用下收缩聚拢。
39.采用本实用新型进行加工生产时,将本实用新型的外模杆1通过固定环111固定在设备上,将待加工的进气管100套在隆脊模6、连接态7与扩口模5外部,进气管100后端的端口抵靠在凸起部9的前端侧壁面上,将模具带同进气管100插入到消声器壳体中,驱动机构推动内杆2在外模杆1内向前移动,内杆2驱动锥杆一3与锥杆二4同时向前移动,锥杆一3的圆锥面推动涨瓣一8在外模杆1的径向上移动,使得扩口模5涨开,涨瓣一8的扩口成型部81将进气管100扩大,形成喇叭口状,实现扩口操作,同时锥杆二4的圆锥面推动涨瓣二61在外模杆1的径向上移动使得隆脊模6涨开,涨瓣二61的凸脊611将进气管100镜像扩大,形成凸环,与隔板涨紧,完成隆脊固定操作,到位后驱动机构带动内杆2后退,锥杆一3与锥杆二4同时向后移动,涨瓣一8在弹力圈一与弹力圈二的弹力作用下径向退回缩紧围拢在锥杆一3上,涨瓣二61在弹性圈的作用下径向退回缩紧围拢在锥杆二4上,使得涨瓣一8与涨瓣二61不再紧贴在进气管100内壁上,从而将进气管100从模具上拔出,顺利的移出整体模具,一次性完成对进气管100的隆脊、扩口加工。
40.尽管本实用新型的实施方案已公开如上,但其并不仅仅限于说明书和实施方式中所列运用,它完全可以被适用于各种适合本实用新型的领域,对于熟悉本领域的人员而言,可容易地实现另外的修改,因此在不背离权利要求及等同范围所限定的一般概念下,本实用新型并不限于特定的细节和这里示出与描述的图例显然,本领域的技术人员可以对本发明进行各种改动和变型而不脱离本发明的精神和范围。