1.本实用新型属于车体百叶窗加工制造技术领域,具体涉及一种定制进排气百叶窗的装置。
背景技术:
2.百叶窗一般有两种制造方法,一个是制作模具进行冲压加工成型,另一个是采用拼焊的方法。制作模具进行冲压成型的工艺方法,制作模具周期较长,无法满足科研无人车较短的研制周期和更新速度,而且成本较高,另外,因冲压模具的工艺限制,百叶角度及百叶间距的不合适导致通风效果不理想,影响发动机的散热;
3.采用拼焊的工艺方法,由于无人车对重量有非常苛刻的要求,所以百叶一般选用0.8-2mm厚铝合金材料,薄板铝合金焊接后的百叶窗弯曲变形较大,且工序较多。
技术实现要素:
4.本实用新型的目的是提供一种定制进排气百叶窗的装置,方便现场制造一体百叶窗,实现了一定尺寸范围内制造不同规格的百叶窗,提高效率,降低成本。
5.本实用新型的技术方案是,一种定制进排气百叶窗的装置包括机架1、横向垫板条2、纵向可移动垫板3、剁刀6、剁刀架7和剁刀安装板9;
6.剁刀架7由两个滑杆和2个横杆构成框架结构,剁刀安装板9的两端分别滑动套装在两个滑杆上,多个剁刀6依次插入并固定在剁刀安装板9上,剁刀架7的下侧两端与机架1转动连接,纵向可移动垫板3上设置有多个横向安装槽,多个横行安装槽沿纵向可移动垫板3的纵向依次排列,机架1为框架结构,纵向可移动垫板3位于框架结构内,纵向可移动垫板3的两端分别与框架结构的两个横梁滑动连接,多个横向垫板条2排列在框架结构内,横向垫板条2的两端焊接固定在框架结构的纵梁上,横向垫板条2的中部位于纵向可移动垫板3上的安装槽内,
7.纵向可移动垫板3的上表面上设置有多个压板连接孔,压板4用于固定待加工的百叶窗板,压板4通过螺栓固定在不同的压板连接孔上。
8.所述装置还包括剁刀安装板定位销8,剁刀架7的2个滑杆上设置有一排剁刀定位孔,加工时,移动剁刀安装板9通过剁刀安装板定位销8与剁刀架7固定连接。
9.所述横向垫板条2的一个侧面为斜面。
10.本实用新型的有益效果是,本实用新型方便定制进排气百叶窗,通过调整垫板的位置,可以满足在一定尺寸范围内加工出不同规格的百叶窗;结构简单,操作简单,维护方便,不仅效率高,成本低,避免了焊接百叶窗的变形问题,也避免了冲压百叶窗模具成本高、周期长、通风效果不理想的技术问题。
附图说明
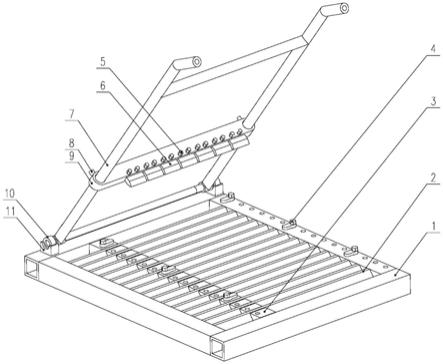
11.图1为本实用新型一种定制进排气百叶窗的装置的结构示意图;
12.图2为采用本实用新型定制的百叶窗板;
13.图3为本实用新型中剁刀架的结构示意图;
14.图4本实用新型中横向垫板条和纵向可移动垫板的装配结构示意图。
具体实施方式
15.下面结合说明书附图对本实用新型的技术方案作进一步详细描述。
16.如图1所示,本实用新型一种定制进排气百叶窗的装置,方便现场制作不同尺寸规格百叶窗的装置,该装置包括机架1、横向垫板条2、纵向可移动垫板3、压板组件4、剁刀夹紧螺栓5、剁刀6、剁刀架7、剁刀安装板定位销8、剁刀安装板9、轴承10、轴承座11等构成。
17.剁刀架7由两个滑杆和2个横杆构成框架结构,剁刀安装板9的两端分别滑动套装在两个滑杆上。多个剁刀6沿剁刀安装板9的长度方向依次插入并固定在剁刀安装板9上。机架1上设置有两个轴承座11,剁刀架7的下侧两端分别通过轴承10支撑在轴承座11上。横向垫板条2的一个侧面为斜面,该斜面构成百叶叶片的倾斜角。纵向可移动垫板3上设置有多个横行安装槽,多个横行安装槽沿纵向可移动垫板3的纵向依次排列。机架1为框架结构,纵向可移动垫板3位于框架结构内,其两端分别与框架结构的两个横梁滑动连接。多个横向垫板条2排列在框架结构内,横向垫板条2的两侧焊接固定在框架结构的纵梁上,且多个横向垫板条2的中部分别位于多个横行安装槽内。
18.如图2和图3所示,纵向可移动垫板3的上表面上设置有多个压板连接孔,压板4用于固定待加工的百叶窗板,压板4通过螺栓固定在不同的压板连接孔上,适应不同尺寸的百叶窗板加工。剁刀架7的2个滑杆上设置有一排剁刀定位孔,这些剁刀定位孔的间距与相邻2个纵向可移动垫板3上的压板定位孔间距是一致的。通过调整剁刀安装板定位销8与不同剁刀定位孔配合,实现对百叶窗不同条百叶的加工。加工时,每完成一条百叶的折弯,需要拔出剁刀安装板定位销8,沿着剁刀架7移动剁刀安装板9到相邻的剁刀定位孔位置,并插入剁刀安装板定位销8,固定移动剁刀安装板9,进行下一条百叶的折弯,如此循环,最终完成百叶窗的定制。
19.纵向可移动垫板3的
20.本实用新型的工作原理:该实用新型装置制作百叶窗前,需要按该装置横向垫板条2的距离切割百叶窗板,并将百叶板平放在剁刀架1上,并调整位置,保证折弯线与横向垫板条2的倒角位置对齐,然后通过压板组件4将百叶窗板压紧固定牢固;
21.该实用新型装置通过移动纵向可移动垫板3,来定制不同宽度的百叶窗,并根据百叶窗的宽度选取剁刀6的数量和位置。
技术特征:
1.一种定制进排气百叶窗的装置,其特征是:该装置包括机架(1)、横向垫板条(2)、纵向可移动垫板(3)、剁刀(6)、剁刀架(7)和剁刀安装板(9);剁刀架(7)由两个滑杆和2个横杆构成框架结构,剁刀安装板(9)的两端分别滑动套装在两个滑杆上,多个剁刀(6)依次插入并固定在剁刀安装板(9)上,剁刀架(7)的下侧两端与机架(1)转动连接,纵向可移动垫板(3)上设置有多个横向安装槽,多个横行安装槽沿纵向可移动垫板(3)的纵向依次排列,机架(1)为框架结构,纵向可移动垫板(3)位于框架结构内,纵向可移动垫板(3)的两端分别与框架结构的两个横梁滑动连接,多个横向垫板条(2)排列在框架结构内,横向垫板条(2)的两端焊接固定在框架结构的纵梁上,横向垫板条(2)的中部位于纵向可移动垫板(3)上的安装槽内。2.按照权利要求1所述一种定制进排气百叶窗的装置,其特征在于:纵向可移动垫板(3)的上表面上设置有多个压板连接孔,压板(4)用于固定待加工的百叶窗板,压板(4)通过螺栓固定在不同的压板连接孔上。3.按照权利要求1所述一种定制进排气百叶窗的装置,其特征在于:所述装置还包括剁刀安装板定位销(8),剁刀架(7)的2个滑杆上设置有一排剁刀定位孔,加工时,移动剁刀安装板(9)通过剁刀安装板定位销(8)与剁刀架(7)固定连接。4.按照权利要求1所述一种定制进排气百叶窗的装置,其特征在于:所述横向垫板条(2)的一个侧面为斜面。
技术总结
本发明涉及一种定制进排气百叶窗的装置,该装置包括机架(1)、横向垫板条(2)、纵向可移动垫板(3)、剁刀(6)、剁刀架(7)和剁刀安装板(9);剁刀架(7)由两个滑杆和2个横杆构成,剁刀安装板(9)的两端分别滑动套装在两个滑杆上,多个剁刀(6)依次插入并固定在剁刀安装板(9)上,剁刀架(7)两端支撑在机架(1)上,纵向可移动垫板(3)上设置有多个横向安装槽,机架(1)为框架结构,纵向可移动垫板(3)的两端分别与两个横梁滑动连接,横向垫板条(2)的两端焊接固定在框架结构的纵梁上,横向垫板条的中部位于纵向可移动垫板(3)上的安装槽内。方便现场制造,实现了制造不同规格的百叶窗,提高效率,降低成本。低成本。低成本。
技术研发人员:张扬 刘丹 孙玉龙 胡杨 张永旺 李红 王宁娜
受保护的技术使用者:内蒙古第一机械集团股份有限公司
技术研发日:2021.07.15
技术公布日:2022/2/11