1.本实用新型涉车焊接工装夹具技术领域,尤其涉及一种电池框的工装夹具。
背景技术:
2.随着汽车行业的发展,譬如新能源汽车、电动三轮车等汽车,使得汽车电池技术得到了飞速的发展,汽车电池通常是通过汽车电池框固定在车身上,因此汽车电池框需要有足够的刚度和强度。
3.对于汽车电池而言,电池框的体积较大,焊接时需要对电池框架不同的位置进行焊接,因此需要特定的电池框工装夹具对电池框进行固定,现有的工装夹具大多非常复杂,不能快速的实现装夹,操作起来也极为不便,并且每次焊接只能先对电池框的一侧进行焊接,焊接完毕需要进行冷却后再调换位置进行下一面的焊接,该焊接方式效率极低,需要多次装夹,浪费时间和人力;而采用四周同时焊接的方式则固定效果不好导致出现焊缝或漏焊的情况,导致电池框的质量下降。
技术实现要素:
4.为了解决背景技术中提到的现有的工装装夹电池框焊接时需要多次装夹、焊接效率低以及采用四周同时焊接的方式则固定效果不好导致出现焊缝或漏焊的情况技术问题,本实用新型提供了一种电池框的工装夹具。
5.为了实现上述目的,本实用新型采用的技术方案为:
6.一种电池框的工装夹具,包括固定底座和工装总成,所述工装总成通过螺栓连接固定在固定底座上,所述工装总成设置成长方体框架,所述工装总成的上端设置有两块限位板,其中一块限位板的前侧设置有顶紧机构,所述工装总成的两侧上对称的依次倾斜设置有三个夹紧机构,所述夹紧机构的夹紧头上设置有v形的缺口,所述工装总成的两侧分别设置有三组和夹紧机构一一对应的定位机构,每一组所述的定位机构包括三个从上到下依次设置的挡片。
7.其中一块所述限位板上紧贴设置有第一直角钢板并被所述顶紧机构顶紧,第二直角钢板、第三直角钢板分别设置在固定板上并紧贴第一直角钢板以及工装总成的侧面设置,所述的夹紧机构将钢棍抵紧在所述挡片上并使得钢棍分别紧贴第二直角钢板和第三直角钢板设置,另外一个所述的夹紧机构将第四直角钢板和第五直角钢板分别顶紧在第一直角钢板和第二直角钢板,以及第一直角钢板和第三直角钢板的接触面上。
8.可选的,所述的工装总成设置有两组。
9.可选的,每一组所述的定位机构的三个挡片,其位于中间的挡片设置有一个缺口。
10.可选的,每一组所述的定位机构的三个挡片,其位于最下方的挡片设置有一个定位孔,所述定位孔和位于中间的挡板的缺口对接,所述定位孔的直径略大于钢棍的直径。
11.可选的,所述工装总成顶面还设置有和限位板平行的第一固定板,所述第一固定板的两侧设置有至少两个u形的定位块,所述第一固定板上设置有矩形管。
12.可选的,所述工装总成的端面上设置有能够压紧第一固定板的第一压紧机构,所述第一压紧机构为推拉式夹钳。
13.可选的,所述工装总成顶面还设置有和限位板平行的第二固定板,所述第二固定板的剖面为正梯形状,所述第二固定板上紧贴设置有第六直角钢板。
14.所述工装总成的端面上设置有能够压紧第二固定板的第二压紧机构,所述第二压紧机构为推拉式夹钳。
15.可选的,所述第二压紧机构的压接面上设置有v形的缺口。
16.本实用新型具有如下优点和有益效果:
17.本实用新型设计的工装夹具,工装总成设置成长方体框架,工装总成的上端设置有两块限位板,其中一块限位板紧贴设置有第一直角钢板并被顶紧机构夹紧,然后将第二直角钢板、第三直角钢板分别设置在限位板上并紧贴第一直角钢板以及工装总成的侧面设置。
18.夹紧机构的v形的缺口的设计、以及工装总成的两侧分别设置有三组和夹紧机构一一对应的定位机构,每一组定位机构包括三个从上到下依次设置的挡片,然后通过夹紧机构的v形缺口将钢棍抵紧在挡片上并使得钢棍分别紧贴第二直角钢板和第三直角钢板设置,通过夹紧机构将第四直角钢板和第五直角钢板分别顶紧在第一直角钢板、第二直角钢板和第三直角钢板的接触面上,夹具结构简单、相互配合能够从整体上对电池框进行固定,无需多次装夹调整位置焊接。焊接完成后钢棍和挡片的位置相互限定,通过钢棍固定框架,减少了夹具的设置,进一步加强整体电池框框架的牢固性。
19.该夹具可以一次性对整个电池框的框架进行稳定可靠的夹持,可以通过机器人同时进行多面的焊接,无需在焊接完某一面后进行冷却再调换位置、重先装夹进行下一面的焊接,无需多次装夹,提高了焊接效率,进一步保证了电池框的焊接质量。
附图说明
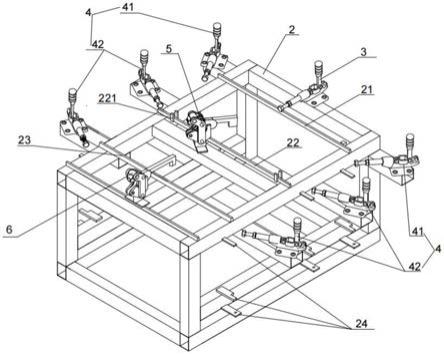
20.图1为本实用新型实施例提供的一种电池框的工装夹具的三维结构图;
21.图2为本实用新型的电池框的组成结构图;
22.图3为图1中的工装总成的示意图;
23.图标:1-固定底座,2-工装总成,21-限位板,22-第一固定板,221-定位块,23-第二固定板,24-挡片,3-顶紧机构,4-夹紧机构,41-第一夹钳,42-第二夹钳,5-第一压紧机构,6-第二压紧机构,7-电池框,71-第一直角钢板,72-第三直角钢板,73-第二直角钢板,74-第四直角钢板,75-第五直角钢板,76-第六直角钢板,77-矩形管,78-钢棍。
具体实施方式
24.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。
25.因此,以下对在附图中提供的本实用新型的实施例的详细描述并非旨在限制要求保护的本实用新型的范围,而是仅仅表示本实用新型的选定实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都
属于本实用新型保护的范围。
26.实施例
27.如图1~图3所示,一种电池框的工装夹具,包括固定底座1和工装总成2,工装总成2通过螺栓连接固定在固定底座1上,工装总成2设置成长方体框架,相应的夹具则设置在长方体框架上。
28.如图2所示,是本实用新型第一次装夹的电池框7的结构示意图,电池框7由第一直角钢板71、第二直角钢板73、第三直角钢板72、第四直角钢板74、第五直角钢板75、第六直角钢板76、矩形管77以及钢棍78拼接组成,然后进行焊接固定成为一体,焊接完成后的电池框7只需调转位置,焊接侧边即可。
29.工装总成2的上端设置有两块限位板21,限位板21的高度比第一直角钢板71略高,使得第一直角钢板71的两个直角面可以紧贴在限位板21上设置,其中一块限位板21的正前侧设置有顶紧机构3,顶紧机构3选用推拉式夹钳。工装总成2的两侧上对称的依次倾斜设置有三个夹紧机构4,按照夹紧的工件不同分别为第一夹钳41和第二夹钳42,第一夹钳41对第四直角钢板74和第五直角钢板75进行夹紧,第二夹钳42对钢棍78进行夹紧。夹紧机构4的夹紧头上设置有v形的缺口,工装总成2的两侧还分别设置有三组和夹紧机构4一一对应的定位机构,每一组定位机构包括三个从上到下在一条轴线上依次设置的挡片24。
30.在实际的固定过程中,当其中一块限位板21上紧贴设置有第一直角钢板71并被顶紧机构3夹紧;然后,将第二直角钢板73、第三直角钢板72分别设置在两块限位板21上并紧贴第一直角钢板71以及工装总成2的侧面设置;最后,其中的第二夹钳42将钢棍78抵紧在每一组的三个挡片24上的同时使得钢棍78分别紧贴第二直角钢板73和第三直角钢板72设置,从而可以将钢棍78焊接在第二直角钢板73和第三直角钢板72上。第一夹钳41则将第四直角钢板74、第五直角钢板75分别顶紧在第一直角钢板71和第二直角钢板73,以及第一直角钢板71和第三直角钢板72的接触面上,从而可以将第四直角钢板74和第五直角钢板75焊接固定。
31.本实用新型的夹具结构简单、固定稳定可靠。先是通过顶紧机构3对第一直角钢板71进行夹紧;然后通过第二夹钳42对钢棍78的夹紧进而限定第二直角钢板73、第三直角钢板72和第一直角钢板71的位移;最后通过第一夹钳41将第四直角钢板74夹紧在第一直角钢板71和第二直角钢板73的接触面上;通过第一夹钳41将第五直角钢板75夹紧在第一直角钢板71和第三直角钢板72的接触面上。三者层层递进,基本上对电池框7的整体进行了一次固定,焊接完成后,只需要掉转电池框7,再焊接侧边即可,从而无需对电池框7进行多次装夹固定。当将钢棍78焊接在第二直角钢板73、第三直角钢板72上后,钢棍78和挡片24的位置相互限定,进一步加强了固定性,通过钢棍78固定框架,减少了夹具的设置,进一步加强整体电池框7框架的牢固性。该夹具几乎可以一次性对整个电池框7的框架进行夹持,可以通过焊接机器人同时进行多面的焊接,无需在焊接完某一面后进行冷却再调换位置、重先装夹进行下一面的焊接,无需多次装夹,提高了焊接效率,进一步保证了电池框7的焊接质量。
32.本实用新型的工装总成2设置有两组,从而可以一次性加工多个电池框7。
33.进一步的,每一组定位机构的三个挡片24,其位于中间的挡片24设置有一个缺口,中间挡片24的缺口可以进一步限位钢棍78的位置,使得其在固定的时候减少发生移动的情况,使得第二夹钳42可以将其夹紧并紧贴第二直角钢板73和第三直角钢板72设置,保证固
定的稳定性。
34.进一步的,每一组定位机构的三个挡片24,其位于最下方的挡片24设置有一个定位孔,定位孔和位于中间的挡板的缺口对接,且定位孔的直径略大于钢棍78的直径。定位孔的设计可以让钢棍78套入其中,进一步加强钢棍78的稳定性,在第二夹钳42还没有夹紧的情况下,可以快速稳定的将钢棍78放置在三个挡片24上,不用人去辅助扶持,而且在后期第二夹钳42将钢棍78夹紧固定后,因为定位孔的设计,钢棍78无法滑移,从而保证了夹持的稳定性,保证了焊接的质量。
35.进一步的,工装总成2顶面还设置有和限位板21平行的第一固定板22,第一固定板22的两侧设置有至少两个u形的定位块221,第一固定板22上设置有矩形管77,为了加强电池框7的强度,需要焊接矩形管77,设计的第一固定板22以及u形的定位块221,可以快速的对矩形管77进行定位,将其焊接在电池框7架上。而且,将矩形管77焊接在第二直角钢板72和第三直角钢板73上后,其就成为了另一个夹具,通过将矩形管77固定在第一固定板22上,从而保证整体电池框7的固定稳定性。
36.进一步的,工装总成2的端面上设置有能够压紧第一固定板22的第一压紧机构5,第一压紧机构5为推拉式的夹钳设计,通过第一压紧机构5可以让矩形管77更加牢固的进行固定,保证焊接质量。
37.进一步的,工装总成2顶面还设置有和限位板21平行的第二固定板23,第二固定板23的剖面为正梯形状,第二固定板23上紧贴设置有第六直角钢板76。设计的第二固定板23以及固定板的剖面为正梯形状的设置,可以快速的、稳定的对第六直角钢板76进行定位,将其稳定、精确的焊接在电池框7架上。
38.进一步的,工装总成2的端面上设置有能够压紧第二固定板23的第二压紧机构6,通过第二压紧机构6可以让第六直角钢板76更加牢固的进行固定,保证焊接质量。第二压紧机构6的压接面上设置有v形的缺口,v形缺口的设置可以对第六直角钢板76的直角面进行夹持,保证压紧的稳定。
39.以上仅为本实用新型的优选实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。