1.本实用新型属于双枪式自动氩弧电焊机技术领域,涉及一种压滤机焊件用双枪自动焊接工装。
背景技术:
2.电焊机,是一种利用正负两极在瞬间短路时、产生的高温电弧来熔化电焊条上的焊料和被焊材料,使被接触物相结合的焊接设备;自动电焊机,是一种对于较长的直线焊缝和规则的曲线焊缝自动送进焊丝进行自动焊接的电焊机;自动氩弧焊机,是以氩弧焊机作为焊接电源的一种自动电焊机;双枪式自动氩弧电焊机,是具有一机双焊功能,即一台电焊机能同时自动焊接相间双焊件两段直线焊缝的功能的自动氩弧电焊机;通常由焊接电源(氩弧焊机)、引弧及稳弧装置、双枪移动机构、双枪焊接工装、送丝装置、供气系统,水冷系统、plc程控系统等部分组成。
3.双枪焊接工装,主要由双焊工装台、焊件定位装置、电焊防护罩、卸件气缸组成;双枪焊接工装和移动式双焊枪机构配套使用,使双二保熔焊枪能同时自动焊接压滤机拉板轨道架的相间双焊件两段直线焊缝;该双枪焊接工装属半自动焊接工装,能自动卸件,不能自动进件,需要人工手动预先将拉板轨道架的焊件ⅱ双支架安装耳垂直点焊在焊件ⅰ角钢支架设计位置,再放到焊件定位装置上;适用于小批量压滤机焊件的焊接;详见专利《压滤机焊件用双枪焊接工装及气体保护双枪自动电焊设备》(202110781107.4)。
4.现有的压滤机焊件用双枪焊接工装,存在以下缺陷:(1)不能自动将焊件ⅱ双支架安装耳推送焊接位置,需要人工手动预先将拉板轨道架的焊件ⅱ双支架安装耳垂直点焊在焊件ⅰ角钢支架设计位置,再放到焊件定位装置上;不适应大批量压滤机焊件的焊接;(2)双枪焊接工装与双二保熔焊枪机构配套使用,不适应压滤机不锈钢焊件的焊接;本技术人景津环保股份有限公司是全球最的的压滤机制造商,为了满足市场对大量压滤机的需求,压滤机焊件用双枪焊接工装改型升级迫在眉睫。
技术实现要素:
5.本实用新型的目的是克服现有的压滤机焊件用双枪焊接工装的缺陷,解决双枪焊接工装不能自动装卸焊件、不能全自动焊接,不适应不锈钢焊件的技术问题,提供一种压滤机焊件用双枪自动焊接工装及双枪式自动氩弧电焊机;双枪式自动氩弧电焊机——指具有本实用新型压滤机焊件用双枪自动焊接工装的双枪式自动氩弧电焊机,因专利名称字数有限而简称。
6.本实用新型解决现有技术问题所采用的创新技术方案是:一种压滤机焊件用双枪自动焊接工装(以下简称:双枪自动焊接工装),即自动装卸压滤机焊件并双枪自动焊接两段直线焊缝的工装,总体技术方案的要点是,即创新的总体构造与现有技术相比、其具有突出的实质性特点在于:将现有的压滤机焊件用双枪半自动焊接工装改进为双枪自动焊接工装,包括双焊组合平台及其焊件ⅰ定位处、焊件ⅱ推送装置、卸件气缸、脚踏开关;焊件ⅱ推
送装置可将焊件ⅱ支架挂耳自动推送到位,并节省了焊件ⅰ角钢支架和焊件ⅱ支架挂耳手动预先点焊接;同时,双枪自动焊接工装与氩弧双枪移动机构配套使用,使双氩弧焊枪能同时自动焊接拉板轨道架的相间双不锈钢焊件两段直线焊缝;从而,解决了现有双枪半自动焊接工装不能自动装卸焊件、不能全自动焊接,不适应不锈钢焊件的技术问题。
7.具体设计方案是:(1)所述的双焊组合平台,包括桌式大平台、工装平台、走枪平台、焊件ⅰ定位处;桌式大平台具有四条支蹆,支蹆高度为1米;工装平台规格与双枪自动焊接工装相应,走枪平台规格与双枪移动机构相应,工装平台与走枪平台的高度小于焊件ⅰ角钢支架单边宽度,双平台之间具有焊件ⅰ定位处间隙;(2)所述的焊件ⅱ推送装置,包括焊件ⅱ推送平台、焊件ⅱ储存架、焊件ⅱ推送气缸、焊件ⅱ推送板;焊件ⅱ推送平台规格与焊件ⅱ推送板相适应;焊件ⅱ储存架,包括焊件ⅱ储存槽、焊件ⅱ储存槽座、槽架加强筋;焊件ⅱ储存槽,为长方体储存槽,两端无端板,一面开槽口,储存槽断面大于焊件ⅱ支架挂耳;储存槽支架,为双焊件ⅱ储存槽支架,具有双长方形储存槽支架孔,储存槽支架孔大于焊件ⅱ支架挂耳;槽架加强筋,为三角形加强筋;焊件ⅱ推送气缸,为tcm40*125s型气缸,具有三个活塞杆;焊件ⅱ推送板,具有双推送板焊件ⅱ豁口,其豁口宽度大于焊件ⅱ支架挂耳长度;(3)所述的卸件气缸,为sda25x50型气缸,具有单活塞杆;(4)所述的脚踏开关,包括推件脚踏开关、复位脚踏开关。
8.主要零部件的连接关系是:(1)双焊组合平台的组焊:走枪平台焊接在桌式大平台左前方,工装平台位于走枪平台右边焊接在桌式大平台上,工装平台与走枪平台平行相间成焊件ⅰ定位处,形成双焊组合平台;(2)焊件ⅱ推送装置的组装:双焊件ⅱ储存槽(槽口朝左)分别垂直焊接在储存槽支架两端,三个槽架加强筋分别焊接在双焊件ⅱ储存槽与储存槽支架交角处,形成焊件ⅱ储存架,焊件ⅱ储存架焊接在工装平台左边;焊件ⅱ推送平台紧靠焊件ⅱ储存架安装在工装平台上,焊件ⅱ推送板放在焊件ⅱ推送平台,焊件ⅱ推送气缸配装在工装平台上、其三个活塞杆连接焊件ⅱ推送板,能将焊件ⅱ推送板推进储存槽支架内(双焊件ⅱ支架挂耳与焊件ⅰ角钢支架等高接触);(3)卸件气缸的安装:卸件气缸的活塞杆对准焊件ⅰ定位处,(即对准焊件ⅰ角钢支架)、安装在桌式大平台上,即卸件气缸安装在焊件ⅰ定位处的一条直线上,保证卸件气缸的活塞杆能推出焊件;(4)脚踏开关的安装:推件脚踏开关和复位脚踏开关安置在桌式大平台旁边的地面上;各开关联接plc程控系统。
9.双枪自动焊接工装使用说明:(1)双枪自动焊接工装与氩弧双枪移动机构配套使用,氩弧双枪移动机构安装在桌式大平台1上,调整双氩弧焊枪对准焊件ⅰ定位处;(2)焊前准备:将多块焊件ⅱ支架挂耳放在焊件ⅱ储存槽中,将焊件ⅰ角钢支架的一边放进焊件ⅰ定位处;(3)推送焊件ⅱ:当焊件ⅰ角钢支架安放到位时,踩下推件脚踏开关,启动焊件ⅱ推送气缸,将双焊件ⅱ支架挂耳推送到与焊件ⅰ角钢支架等高接触,推送过程焊件ⅱ支架挂耳位于推送板焊件ⅱ豁口中防止跑偏;(4)自动双焊:启动双枪移动机构,同时自动焊接相间双焊件两段焊缝,焊完自动停机;(5)自动卸件:焊完停机后,卸件气缸活塞杆将焊好的拉板轨道架顶出焊件ⅰ定位处。
10.本实用新型还提供一种双枪式自动氩弧电焊机,使用本实用新型提供的压滤机焊件用双枪自动焊接工装;该自动氩弧电焊机,主要由焊接电源(氩弧焊机)、引弧及稳弧装置、双枪移动机构、双枪焊接工装、送丝装置、供气系统,水冷系统、plc程控系统等部分组成;具有一机双焊功能,即一台电焊设备同时自动焊接相间双焊件两段直线焊缝的功能。
11.本实用新型提供的压滤机焊件用双枪自动焊接工装及双枪式自动氩弧电焊机,显著的进步是具有结构紧凑、一机双焊、自动装卸焊件、plc程控的优点;其有益效果是,通过将压滤机焊件用双枪半自动焊接工装改进为双枪全自动焊接工装,提高了设备的自动化水平;创新的双枪自动焊接工装与氩弧双枪移动机构配套使用,使双氩弧焊枪能同时自动焊接拉板轨道架的相间双不锈钢焊件两段直线焊缝,提高了生产效率;产品改型升级,拓能增效。
附图说明
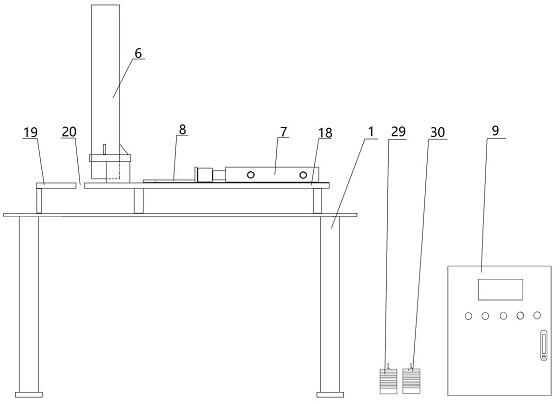
12.图1为本实用新型压滤机焊件用双枪自动焊接工装主视示意图。
13.图2为本实用新型压滤机焊件用双枪自动焊接工装俯视示意图。
14.图3为本实用新型压滤机焊件用双枪自动焊接工装的焊件ⅱ推送平台示意图。
15.图4为本实用新型压滤机焊件用双枪自动焊接工装的焊件ⅱ储存架示意图。
16.图5为本实用新型压滤机焊件用双枪自动焊接工装的焊件ⅱ储存槽示意图。
17.图6为本实用新型压滤机焊件用双枪自动焊接工装的焊件ⅱ储存槽支架示意图。
18.图7为本实用新型压滤机焊件用双枪自动焊接工装的焊件ⅱ推送板示意图。
19.图8为本实用新型压滤机焊件用双枪自动焊接工装与双焊件相对位置示意图。
20.图9为本实用新型压滤机焊件用双枪自动焊接工装的压滤机焊件(焊件ⅰ角钢、焊件ⅱ挂耳)示意图。
21.图10为本实用新型压滤机焊件用双枪自动焊接工装与相应双枪移动机构装配主视示意图。
22.图11为本实用新型压滤机焊件用双枪自动焊接工装与相应双枪移动机构装配俯视示意图。
23.附图标记:1-桌式大平台,2-双枪移动机构,3-焊件ⅱ推送平台,5-卸件气缸,6-焊件ⅱ储存架,7-焊件ⅱ推送气缸,8-焊件ⅱ推送板,9-plc程控系统,10-氩弧焊枪,11-双枪机构座,18-工装平台,19-走枪平台,20-焊件ⅰ定位处,21-焊件ⅱ储存槽,22-焊件ⅱ储存槽支架(简称:储存槽支架),23-槽架加强筋,24-推送板焊件ⅱ豁口,25-焊件ⅰ角钢支架,26-焊件ⅱ支架挂耳,27-轨道架焊缝,28-储存槽支架孔(焊件ⅱ落孔),29-推件脚踏开关,30-复位脚踏开关。
具体实施方式
24.下面结合本实用新型压滤机焊件用双枪自动焊接工装及双枪式自动氩弧电焊机实施例中的附图,对本实用新型实施例中的技术方案进行描述,所描述的实施例仅是本实用新型优选的一部分实施例,而不是全部的实施例。基于本实用新型的实施例,本领域技术人员做出的没有创造性的所有其他实施例,如自动装卸焊件方式相同、结构相似的双枪自动焊接工装,都属于本实用新型的保护范围。
25.实施例1
26.一种压滤机焊件用双枪自动焊接工装(简称:双枪自动焊接工装),即自动装卸压滤机焊件并双枪自动焊接两段直线焊缝的工装,创新的总体实施方案的要点是:将现有的压滤机焊件用双枪半自动焊接工装改进为双枪自动焊接工装,包括双焊组合平台及其焊件
ⅰ
定位处20、焊件ⅱ推送装置、卸件气缸5、双重开关;焊件ⅱ推送装置可将焊件ⅱ支架挂耳26自动推送到位,并节省了焊件ⅰ角钢支架25和焊件ⅱ支架挂耳26手动预先点焊接;同时,双枪自动焊接工装与氩弧双枪移动机构配套使用,使双氩弧焊枪10能同时自动焊接拉板轨道架的相间双不锈钢焊件两段直线焊缝;具体实施方案详细说明如下。
27.所述的双焊组合平台,包括桌式大平台1、工装平台18、走枪平台19;桌式大平台1具有四条支蹆,支蹆高度为1米;工装平台18规格与双枪自动焊接工装相应,走枪平台19规格与双枪移动机构2相应,工装平台18与走枪平台19的高度小于焊件ⅰ角钢支架25单边宽度,双平台之间具有焊件ⅰ定位处20间隙。走枪平台19焊接在桌式大平台1左前方,工装平台18位于走枪平台19右边焊接在桌式大平台1上,工装平台18与走枪平台19平行相间成焊件ⅰ定位处20,形成双焊组合平台;用于安装双枪自动焊接工装和双枪移动机构2。
28.所述的焊件ⅱ推送装置,包括焊件ⅱ推送平台3、焊件ⅱ储存架6、焊件ⅱ推送气缸7、焊件ⅱ推送板8;焊件ⅱ推送平台3规格与焊件ⅱ推送板8相适应;焊件ⅱ储存架6,包括焊件ⅱ储存槽21、储存槽支架22、槽架加强筋23;焊件ⅱ储存槽21,为长方体储存槽,两端无端板,一面开槽口,储存槽断面大于焊件ⅱ支架挂耳26;储存槽支架22,为双焊件ⅱ储存槽支架,具有双长方形储存槽支架孔28,储存槽支架孔28大于焊件ⅱ支架挂耳26;槽架加强筋23,为三角形加强筋;焊件ⅱ推送气缸7,为tcm40*125s型气缸,具有三个活塞杆;焊件ⅱ推送板8,具有双推送板焊件ⅱ豁口24,其豁口宽度大于焊件ⅱ支架挂耳26长度。双焊件ⅱ储存槽21(槽口朝左)分别垂直焊接在储存槽支架22两端,三个槽架加强筋23分别焊接在双焊件ⅱ储存槽21与储存槽支架22交角处,形成焊件ⅱ储存架6,焊件ⅱ储存架6焊接在工装平台18左边;焊件ⅱ推送平台3紧靠焊件ⅱ储存架6安装在工装平台18上,焊件ⅱ推送板8放在焊件ⅱ推送平台3上,焊件ⅱ推送气缸7配装在工装平台18上、其三个活塞杆连接焊件ⅱ推送板8,能将焊件ⅱ推送板8推进储存槽支架22内;用于将双焊件ⅱ支架挂耳26推送焊接位置,使双焊件ⅱ支架挂耳26与焊件ⅰ角钢支架25等高接触。
29.所述的卸件气缸5,为sda25x50型气缸,具有单活塞杆;卸件气缸5的活塞杆对准焊件ⅰ定位处20,(即对准焊件ⅰ角钢支架25)、安装在桌式大平台1上,即卸件气缸5安装在焊件ⅰ定位处20的一条直线上,保证卸件气缸5的活塞杆能推出焊件;用于焊完停机后,气缸活塞杆将焊好的拉板轨道架顶出焊件ⅰ定位处20。
30.所述的脚踏开关,包括推件脚踏开关29、复位脚踏开关30;推件脚踏开关29和复位脚踏开关30安置在桌式大平台1旁边的地面上;各开关联接plc程控系统9;推件脚踏开关29用于启动焊件ⅱ推送气缸7,复位脚踏开关30用于使焊件ⅱ推送装置复位。
31.本实用新型提供的压滤机焊件用双枪自动焊接工装,具有结构紧凑、一机双焊、自动装卸焊件、plc程控的优点;双枪自动焊接工装与氩弧双枪移动机构2配套使用,解决了现有双枪半自动焊接工装不能自动装卸焊件、不能全自动焊接,不适应不锈钢焊件的技术问题;提高了产品的自动化水平和生产效率;产品改型升级,拓能增效。
32.实施例2
33.一种双枪式自动氩弧电焊机(简称:双枪氩弧电焊机),使用本实用新型提供的压滤机焊件用双枪自动焊接工装(简称:双枪自动焊接工装);该自动氩弧电焊机,主要由焊接电源(氩弧焊机)、引弧及稳弧装置、双枪移动机构2、双枪焊接工装、送丝装置、供气系统,水冷系统、plc程控系统9等部分组成;具有一机双焊功能,即一台电焊设备同时自动焊接相间
双焊件两段直线焊缝的功能。本实用新型与现有技术共有的技术部分,按照我国自动氩弧电焊机现行标准制造。
34.所述的双枪移动机构9,包括伺服电机、螺纹驱动轴、双枪移动螺母、螺纹轴端座、螺母滑动轨、t型固定板、双枪机构座11、氩弧焊枪10;双枪移动机构9与双枪自动焊接工装配套使用,双枪移动机构9安装在桌式大平台1上,调整双氩弧焊枪10对准焊件ⅰ定位处20;用于同时自动焊接相间双焊件两段直线焊缝(轨道架焊缝27)。
35.所述的双枪焊接工装,包括双焊组合平台、焊件ⅱ推送装置、卸件气缸5、脚踏开关;所述的双焊组合平台,包括桌式大平台1、工装平台18、走枪平台19、焊件ⅰ定位处20;所述的焊件ⅱ推送装置,包括焊件ⅱ推送平台3、焊件ⅱ储存架6、焊件ⅱ推送气缸7、焊件ⅱ推送板8;所述的脚踏开关,包括推件脚踏开关29、复位脚踏开关30;用于将双焊件ⅱ支架挂耳26推送焊接位置。
36.双枪氩弧电焊机的总装调试:(1)双焊组合平台的组焊:走枪平台19焊接在桌式大平台1左前方,工装平台18位于走枪平台19右边焊接在桌式大平台1上,工装平台18与走枪平台19平行相间焊件ⅰ定位处20,形成双焊组合平台;(2)双枪移动机构2的安装:氩弧双枪移动机构20安装在走枪平台19上,调整双氩弧焊枪10对准焊件ⅰ定位处20;(3)双枪自动焊接工装的安装:双枪自动焊接工装安装在双焊组合平台与双枪移动机构2对应位置,焊件ⅱ推送气缸7能将焊件ⅱ推送板8推进储存槽支架22内,卸件气缸5的活塞杆对准焊件ⅰ定位处20,详见实施例1;(4)其它部分的安装:焊接电源、引弧及稳弧装置、送丝装置、供气系统,水冷系统、plc程控系统按常规分别放在双焊组合平台附近相应位置上,并联通双氩弧焊枪。
37.双枪氩弧电焊机的自动焊接过程:(1)焊前准备:将多块焊件ⅱ支架挂耳26放在焊件ⅱ储存槽21中,将焊件ⅰ角钢支架25的一边放进焊件ⅰ定位处20并接触到光电监测开关4;(2)推送焊件ⅱ:当焊件ⅰ角钢支架25安放到位时,踩下推件脚踏开关29,启动焊件ⅱ推送气缸7,将双焊件ⅱ支架挂耳26推送到与焊件ⅰ角钢支架25等高接触,推送过程焊件ⅱ支架挂耳26位于推送板焊件ⅱ豁口24中防止跑偏;(3)自动双焊:启动双枪移动机构2,同时自动焊接相间双焊件两段焊缝(轨道架焊缝27),焊完自动停机;(4)自动卸件:焊完停机后,卸件气缸5活塞杆将焊好的拉板轨道架顶出焊件ⅰ定位处20。
38.本实用新型提供的双枪式自动氩弧电焊机,其有益效果是,通过将压滤机焊件用双枪半自动焊接工装改进为双枪全自动焊接工装,提高了设备的自动化水平;创新的双枪自动焊接工装与氩弧双枪移动机构2配套使用,使双氩弧焊枪10能同时自动焊接拉板轨道架的相间双不锈钢焊件两段直线焊缝,提高了生产效率;也可用于类似的双直缝焊件的焊接;产品改型升级,拓能增效。