1.本实用新型涉及止挡组焊技术领域,尤其是涉及一种横向止挡组焊用工装。
背景技术:
2.目前,横向止挡生产时,板与内部筋板组装采用人工画线测量安装,再组装u型件进行整体焊接,整个组焊过程均为人工控制,组装精度较差且容易安装错误。采用人工测量画线的方式组装横向止挡组装精度较低,组装使板并未对称件,操作人员不能很清晰的识别出内部筋板在板上的组装位置,容易造成组装错误,造成损失。
技术实现要素:
3.针对现有技术不足,本实用新型所要解决的技术问题是提供一种横向止挡组焊用工装,以达到组装速度快和精度高的目的。
4.为了解决上述技术问题,本实用新型所采用的技术方案为:
5.该横向止挡组焊用工装,包括底座,还包括支撑台和定位座,所述支撑台和定位座均设在底座上,定位座上设有用于对止挡板定位的纵向定位板,纵向定位板的端部设有用于对内部筋板长度定位的定位块,所述支撑台上设有用于对u型件定位的u型件卡板。
6.进一步的:
7.所述支撑台和纵向定位板上均设有用于对止挡板定位的定位销。
8.所述u型件卡板上设有用于u型件放入定位的槽口。
9.所述纵向定位板的侧边处设有凸起挡边。
10.所述定位块为相对设置的一对,定位块上设有腰型孔,通过螺钉穿过腰型孔设在纵向定位板端部上。
11.所述u型件卡板上设有销孔,u型件卡板通过销孔与定位销配合设在支撑台上。
12.本实用新型与现有技术相比,具有以下优点:
13.该横向止挡组焊用工装结构设计合理,通过工装结构对组装部件快速定位,操作便捷,组装速度快和精度高,同时有效的避免了工件组装错误的现象,缩短了作业时间,节省了生产成本。
附图说明
14.下面对本说明书各幅附图所表达的内容及图中的标记作简要说明:
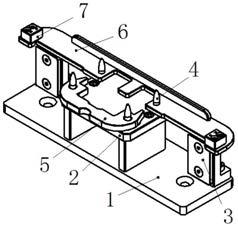
15.图1为本实用新型工装结构示意图。
16.图2为本实用新型工装应用示意图。
17.图中:
18.1.底座、2.支撑台、3.定位座、4.定位销、5.u型件卡板、6.纵向定位板、7.定位块、8.止挡板、9.u型件、10.内部筋板。
具体实施方式
19.下面对照附图,通过对实施例的描述,对本实用新型的具体实施方式作进一步详细的说明。
20.如图1和图2所示,该横向止挡组焊用工装,包括底座1、支撑台2和定位座3;底座为平板结构,支撑台和定位座均设在底座上,定位座上设有用于对止挡板8定位的纵向定位板6,纵向定位板的端部设有用于对内部筋板10长度定位的定位块7,支撑台上设有用于对u型件9定位的u型件卡板5。
21.支撑台和纵向定位板上均设有用于对止挡板定位的定位销4,通过定位销可对止挡板快速定位;纵向定位板的侧边处设有凸起挡边,定位操作简便。
22.定位座3为相对设置的一对,内部筋板纵向定位尺寸通过纵向定位板定位,横向通过定位座定位,对于不同长度的内部筋板可通过定位块根据图纸要求进行位置调整。
23.定位块7为相对设置的一对,定位块上设有腰型孔,通过螺钉穿过腰型孔设在纵向定位板端部上,调整操作简便。
24.u型件卡板5上设有用于u型件放入定位的槽口;u型件卡板上设有销孔,u型件卡板通过销孔与定位销配合设在支撑台上。
25.工作时先将止挡板放置于支撑台2上,通过四个长定位销4固定;内部筋板放置在板上,内部筋板纵向定位尺寸通过纵向定位板定位,横向通过定位座定位,对于不同长度的内部筋板可通过定位块根据图纸要求进行位置调整;使u型件卡板的销孔穿过长定位销4,将u型件放置于槽口内,点焊固定所有工件后进行焊接。
26.本实用新型横向止挡组焊用工装结构设计合理,通过工装结构对组装部件快速定位,操作便捷,组装速度快和精度高,同时有效的避免了工件组装错误的现象,缩短了作业时间,节省了生产成本。
27.上述仅为对本实用新型较佳的实施例说明,上述技术特征可以任意组合形成多个本实用新型的实施例方案。
28.上面结合附图对本实用新型进行了示例性描述,显然本实用新型具体实现并不受上述方式的限制,只要采用了本实用新型的构思和技术方案进行的各种非实质性的改进,或未经改进将本实用新型的构思和技术方案直接应用于其它场合的,均在本实用新型的保护范围之内。
技术特征:
1.一种横向止挡组焊用工装,包括底座,其特征在于:还包括支撑台和定位座,所述支撑台和定位座均设在底座上,定位座上设有用于对止挡板定位的纵向定位板,纵向定位板的端部设有用于对内部筋板长度定位的定位块,所述支撑台上设有用于对u型件定位的u型件卡板。2.如权利要求1所述横向止挡组焊用工装,其特征在于:所述支撑台和纵向定位板上均设有用于对止挡板定位的定位销。3.如权利要求1所述横向止挡组焊用工装,其特征在于:所述u型件卡板上设有用于u型件放入定位的槽口。4.如权利要求1所述横向止挡组焊用工装,其特征在于:所述纵向定位板的侧边处设有凸起挡边。5.如权利要求1所述横向止挡组焊用工装,其特征在于:所述定位块为相对设置的一对,定位块上设有腰型孔,通过螺钉穿过腰型孔设在纵向定位板端部上。6.如权利要求2所述横向止挡组焊用工装,其特征在于:所述u型件卡板上设有销孔,u型件卡板通过销孔与定位销配合设在支撑台上。
技术总结
本实用新型公开了一种横向止挡组焊用工装,包括底座,还包括支撑台和定位座,所述支撑台和定位座均设在底座上,定位座上设有用于对止挡板定位的纵向定位板,纵向定位板的端部设有用于对内部筋板长度定位的定位块,所述支撑台上设有用于对U型件定位的U型件卡板。该横向止挡组焊用工装结构设计合理,通过工装结构对组装部件快速定位,操作便捷,组装速度快和精度高,同时有效的避免了工件组装错误的现象,缩短了作业时间,节省了生产成本。节省了生产成本。节省了生产成本。
技术研发人员:李涛涛 蒋克动 孙永奇
受保护的技术使用者:芜湖力钧轨道装备有限公司
技术研发日:2021.09.15
技术公布日:2022/2/11