1.本技术涉及风洞领域,尤其涉及一种低温风洞异形导流片制作方法。
背景技术:
2.自风洞问世以来,应用风洞技术进行空气动力研究和飞行器研制获得了重大进展,其作用也日趋显著。但随着试验对象(如飞行器)日益大型化,常规风洞试验面临一些严峻挑战,其中最重要的就是常规风洞无法在全尺寸雷诺数内进行试验,而高雷诺数风洞试验是实现飞行器气动力精细设计和飞行性能准确预测的前提和保证,低温风洞就是为解决这一问题诞生并发展起来的。风洞导流片结构形式主要有三种:碳钢风洞导流片设计为多块横筋板为骨架包裹内、外蒙皮的空心结构,非熔透焊接制作;低温风洞大型拐角段截面较大,风载荷较小,导流片设计为实心结构,压制成型制作;低温风洞小型拐角段截面较小,风载荷较大,导流片设计为内、外型面壳板+纵筋板的异形结构,由于运行温度非常低,需要全熔透焊接制作。
3.低温风洞异形导流片为空心结构,无法采用整体锻件制作,如何进行合理分段拼装是制作难点之一;低温风洞异形导流片空心空间狭长,如何进行全熔透焊接是制作难点之二;低温风洞异形导流片采用奥氏体不锈钢制造,奥氏体不锈钢焊接变形大,如何在焊接过程中控制变形,减小机加工工作量,保证型面尺寸是制作难度之三。
技术实现要素:
4.本技术的目的之一在于提供一种低温风洞异形导流片制作方法,旨在改善现有的低温风洞异形导流片制作难度大的问题。
5.本技术的技术方案是:
6.一种低温风洞异形导流片制作方法,包括以下步骤:
7.步骤一,异形导流片的分段预制:以垂直于所述异形导流片的第一空心轮廓端线的平面、通过并平行于所述异形导流片的第二空心轮廓端线的平面、并以所述异形导流片的纵筋为分界将所述异形导流片分为尾翼板、外型板、第一内型板、第二内型板以及纵筋板共五个分段;首先制作所述异形导流片的尾翼板,所述尾翼板为实心结构,采用梯形状的锻件制作,且将所述锻件的轮廓线相对于理论轮廓线整体扩大8~12mm进行制作;然后制作所述异形导流片的外型板、第一内型板以及第二内型板,分别将所述外型板、所述第一内型板、所述第二内型板压制成型,且所述外型板压制成型的曲率大于所述异形导流片外型面的拟合曲率,所述第一内型板、所述第二内型板压制成型的曲率均等于所述异形导流片内型面的拟合曲率;最后制作所述异形导流片的纵筋板;
8.步骤二,将所述外型板与所述纵筋板拼装焊接:沿所述外型板的外弧面的纵向间隔点焊第一防变形板,然后在所述外型板的内弧面上拼装所述纵筋板,完成所述纵筋板与所述外型板的焊接;
9.步骤三,将所述第一内型板与所述第二内型板拼装焊接:先将所述第一内型板、所
述第二内型板分别拼装在已经焊好的所述外型板、所述纵筋板上,然后在所述第一内型板、所述第二内型板的端部的内型面上各点焊一块第二防变形板,然后在两块所述第二防变形板之间沿径向间隔点焊第三防变形板,并将所述第一内型板、所述第二内型板分别与所述纵筋板、所述外型板进行打底焊;打底焊完成后,将所述第一内型板分别与所述纵筋板、所述外型板进行填充盖面焊,将所述第二内型板与所述纵筋板进行填充盖面焊;
10.步骤四,将所述尾翼板进行拼装焊接:将所述尾翼板分别与焊接完成的所述外型板、所述第一内型板、所述第二内型板、所述纵筋板进行拼装,然后在所述第二防变形板与所述尾翼板之间沿纵向间隔点焊第四防变形板,最后完成所述尾翼板的焊接;
11.步骤五,对所述异形导流片进行焊后热处理:将焊接完成的所述异形导流片进行焊后热处理,焊后热处理完成后去除所述第一防变形板、所述第二防变形板、所述第三防变形板以及所述第四防变形板;
12.步骤六,对所述异形导流片机进行加工:将所述异形导流片按照理论外型面进行机加工,并去除厚度余量。
13.作为本技术的一种技术方案,在步骤一中,所述异形导流片由依次首尾相连的外型板、尾翼板、第二内型板、纵筋板以及第一内型板围设而成,且所述纵筋板的下端面与所述外型板的内弧面相接触,所述纵筋板的上端面分别与所述第一内型板的内弧面平齐、所述第二内型板的内弧面平齐;所述第一空心轮廓端线由所述外型板、所述尾翼板、所述第二内型板以及所述纵筋板共同围设而成,所述第二空心轮廓端线由所述外型板、所述纵筋板以及所述第一内型板共同围设而成。
14.作为本技术的一种技术方案,在步骤一中,所述外型板、所述第一内型板、所述第二内型板的厚度比所述异形导流片的厚度大8mm以上。
15.作为本技术的一种技术方案,在步骤一中,所述尾翼板采用锻件制作时,加工k型坡口。
16.作为本技术的一种技术方案,在步骤一中,所述第一内型板与所述纵筋板相接触的端面加工单v型坡口,所述第二内型板与所述纵筋板相接触的端面加工单v型坡口,所述外型板上远离所述尾翼板的一端面上加工有单v型坡口。
17.作为本技术的一种技术方案,在步骤二中,所述第一防变形板为弧形环板结构,且内弧面的曲率与所述外型板压制成型的曲率相同。
18.作为本技术的一种技术方案,在步骤三中,打底焊采用钨极氩弧焊,打底前,在待焊焊缝坡口下方10~15mm处安设带孔铜管,且所述带孔铜管的两端同时冲入氩气,同时将所述异形导流片的两端封堵,且封堵处预留一个排气孔。
19.作为本技术的一种技术方案,在步骤三中,所述带孔铜管的长度与所述异形导流片的长度相同,且所述带孔铜管沿纵向间隔钻有通孔,所述通孔对准待焊焊缝坡口的底部。
20.作为本技术的一种技术方案,在步骤三中,所述第二防变形板的长度与所述异形导流片的长度相同,且所述第二防变形板垂直于所述第一内型板、所述第二内型板的内弧面;所述第三防变形板为弧形环板结构,且外弧面的曲率与所述第一内型板、所述第二内型板压制成型的曲率相同。
21.作为本技术的一种技术方案,在步骤四中,所述第四防变形板为三角形结构,且底面与所述第二防变形板点焊,斜面与所述尾翼板点焊。
22.本技术的有益效果:
23.本技术的低温风洞异形导流片制作方法,其通过将异形导流片合理分成五个分段进行预制后制作,大大降低了异形导流片的制作难度,保证了异形导流片的型面精度和质量;通过在合适位置采用带孔铜管对整体焊缝吹氩气气流,实现了狭长空间全熔透焊接,大大提高了异形导流片的焊缝质量和整体强度;通过在异形导流片上合理布置防变形板,无需制作焊接工装,大大减小了全熔透焊接变形,减少了机加工工作量,提高了制作效率,节约施工成本。
附图说明
24.为了更清楚地说明本技术实施方式的技术方案,下面将对实施方式中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本技术的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
25.图1为本技术实施例提供的异形导流片截面示意图;
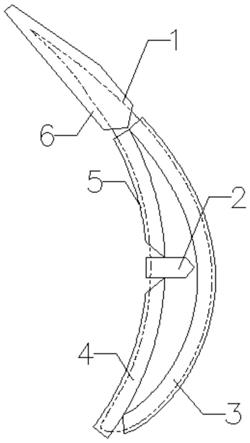
26.图2为本技术实施例提供的异形导流片分段拼装完成后的示意图;
27.图3为本技术实施例提供的异形导流片分段示意图;
28.图4为本技术实施例提供的外型板与纵筋板拼装示意图;
29.图5为本技术实施例提供的尾翼板截面示意图;
30.图6为本技术实施例提供的第一内型板、第二内型板拼装示意图以及开孔铜管安装局部放大图;
31.图7为本技术实施例提供的带孔铜管结构示意图;
32.图8为本技术实施例提供的带孔铜管第一角度结构示意图;
33.图9为本技术实施例提供的尾翼板拼装完示意图。
34.图标:1-异形导流片;2-纵筋板;3-外型板;4-第一内型板;5-第二内型板;6-尾翼板;7-第一防变形板;8-第二防变形板;9-第三防变形板;10-带孔铜管;11-第四防变形板;12-第一空心轮廓端线;13-第二空心轮廓端线;14-纵筋。
具体实施方式
35.为使本技术实施例的目的、技术方案和优点更加清楚,下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本技术一部分实施例,而不是全部的实施例。通常在此处附图中描述和展示出的本技术实施例的组件可以以各种不同的配置来布置和设计。
36.因此,以下对在附图中提供的本技术的实施例的详细描述并非旨在限制要求保护的本技术的范围,而是仅仅表示本技术的选定实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
37.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
38.在本技术的描述中,需要说明的是,术语“上”、“下”等指示的方位或位置关系为基
于附图所示的方位或位置关系,或者是该发明产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。
39.此外,在本技术中,除非另有明确的规定和限定,第一特征在第二特征之上或之下可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征之上、上方和上面包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征之下、下方和下面包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
40.此外,术语“水平”、“竖直”等术语并不表示要求部件绝对水平或悬垂,而是可以稍微倾斜。如“水平”仅仅是指其方向相对“竖直”而言更加水平,并不是表示该结构一定要完全水平,而是可以稍微倾斜。
41.在本技术的描述中,还需要说明的是,除非另有明确的规定和限定,术语“设置”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本技术中的具体含义。
42.实施例:
43.请参照图1,配合参照图2至图9,本技术提供一种低温风洞异形导流片1制作方法,包括以下步骤:
44.步骤一,异形导流片1的分段预制:如图3所示,以垂直于异形导流片1的第一空心轮廓端线12的平面、通过并平行于异形导流片1的第二空心轮廓端线13的平面、并以异形导流片1的纵筋14为分界将异形导流片1分为尾翼板6、外型板3、第一内型板4、第二内型板5以及纵筋板2共五个分段;首先制作异形导流片1的尾翼板6,尾翼板6为实心结构,采用梯形状的锻件制作并加工k型坡口,锻件形状为梯形,且将锻件的轮廓线相对于理论轮廓线整体扩大8~12mm进行制作;然后制作异形导流片1的外型板3、第一内型板4以及第二内型板5,外型板3、第一内型板4、第二内型板5的厚度比异形导流片1的厚度大8mm以上,分别将外型板3、第一内型板4、第二内型板5压制成型,且外型板3压制成型的曲率稍大于异形导流片1外型面的拟合曲率,第一内型板4、第二内型板5压制成型的曲率均等于异形导流片1内型面的拟合曲率;外型板3与尾翼板6相接触的端面不加工坡口,另外一端面加工单v型坡口,第一内型板4、第二内型板5与纵筋板2相接触的端面加工单v型坡口,第一内型板4的另外一端面不加工坡口,第二内型板5的另外一端面不加工坡口;最后制作异形导流片1的纵筋板2,纵筋板2的下端面与外型板3内弧面相接触,纵筋板2的上端面与第一内型板4的内弧面平齐、第二内型板5的内弧面平齐;
45.步骤二,将外型板3与纵筋板2拼装焊接:如图4所示,沿外型板3的外弧面的纵向间隔点焊第一防变形板7,然后在外型板3的内弧面上拼装纵筋板2,完成纵筋板2与外型板3的焊接;第一防变形板7为弧形环板结构,内弧面曲率与外型板3压制成型曲率相同;
46.步骤三,将第一内型板4与第二内型板5拼装焊接:如图5和图6所示,先将第一内型板4、第二内型板5分别拼装在已经焊好的外型板3、纵筋板2上,然后在第一内型板4、第二内
型板5的端部的内型面上各点焊一块第二防变形板8,然后在两块第二防变形板8之间沿径向间隔点焊第三防变形板9,并将第一内型板4、第二内型板5分别与纵筋板2、外型板3进行打底焊;打底焊采用钨极氩弧焊,打底前,在待焊焊缝坡口下方10~15mm处安设带孔铜管10,且带孔铜管10的两端同时冲入氩气,同时将异形导流片1的两端封堵,且封堵处预留一个排气孔;打底焊完成后,将第一内型板4分别与纵筋板2、外型板3进行填充盖面焊,将第二内型板5与纵筋板2进行填充盖面焊,第二内型板5与外型板3仅进行打底焊;第二防变形板8的长度与异形导流片1的长度相同,且第二防变形板8垂直于第一内型板4、第二内型板5的内弧面;第三防变形板9为弧形环板结构,且外弧面的曲率与第一内型板4、第二内型板5压制成型的曲率相同;带孔铜管10的长度与异形导流片1的长度相同,且带孔铜管10沿纵向间隔钻有通孔,通孔对准待焊焊缝坡口的底部;
47.步骤四,将尾翼板6进行拼装焊接:如图7所示,将尾翼板6分别与焊接完成的外型板3、第一内型板4、第二内型板5、纵筋板2进行拼装,然后在第二防变形板8与尾翼板6之间沿纵向间隔点焊第四防变形板11,最后完成尾翼板6的焊接;第四防变形板11为三角形结构,且其底面与第二防变形板8点焊,斜面与尾翼板6点焊;
48.步骤五,对异形导流片1进行焊后热处理:将焊接完成的异形导流片1(带有第一防变形板7、第二防变形板8、第三防变形板9、第四防变形板11)进行焊后热处理,焊后热处理完成后去除第一防变形板7、第二防变形板8、第三防变形板9以及第四防变形板11;
49.步骤六,对异形导流片1机进行加工:将异形导流片1按照理论外型面进行机加工,并去除厚度余量。
50.进一步地,在步骤一中,异形导流片1由依次首尾相连的外型板3、尾翼板6、第二内型板5、纵筋板2以及第一内型板4围设而成,且纵筋板2的下端面与外型板3的内弧面相接触,纵筋板2的上端面分别与第一内型板4的内弧面平齐、第二内型板5的内弧面平齐;第一空心轮廓端线12由外型板3、尾翼板6、第二内型板5以及纵筋板2共同围设而成,第二空心轮廓端线13由外型板3、纵筋板2以及第一内型板4共同围设而成。
51.需要说明的是,在步骤四中,外型板3上远离尾翼板6的一端面上加工有单v型坡口。
52.综上可知,本技术的低温风洞异形导流片1制作方法,其通过将异形导流片1合理分成五个分段,,采用不同的工艺进行预制后制作,解决了异形导流片1无法整体制作的难题,大大降低了异形导流片1的制作难度,保证了异形导流片1的型面精度和质量;通过在待焊焊缝坡口下方合适位置安设带孔铜管10对整体焊缝吹入氩气气流进行背保护,解决了狭长空间内无法实现全熔透焊接的难题,实现了狭长空间全熔透焊接,大大提高了异形导流片1的焊缝质量和整体强度;通过在异形导流片1上合理布置防变形板,无需制作焊接工装,解决了奥氏体不锈钢全熔透焊接变形难以控制的难题,大大减小了全熔透焊接变形,减少了机加工工作量,提高了制作效率,节约施工成本。
53.以上所述仅为本技术的优选实施例而已,并不用于限制本技术,对于本领域的技术人员来说,本技术可以有各种更改和变化。凡在本技术的精神和原则之内,所作的任何修改、等同替换、改进等,应包含在本技术的保护范围之内。