1.本发明属于机械制造领域,涉及饭盒的生产设备,尤其是一种圆饭盒铰链片铆接机。
背景技术:
2.圆饭盒生产加工中有旋铆饭盒铰链片一序,传统的生产方法是操作工人手动旋铆铰链片,工人劳动强度较大,生产该序时间较长,而且饭盒旋铆位置不一致,松紧度不同,严重影响产品质量。
技术实现要素:
3.本发明的目的在于克服现有技术的不足,提供一种圆饭盒铰链片铆接机,该装置采用自动化生产设备代替传统手工制作,使用方便可靠、定位准确,缩短加工时间,大大提高了加工效率,降低了工人的劳动强度,同时自动铆接准确性高,增加了产品的一致性,提高了产品的质量。
4.本发明解决其技术问题是通过以下技术方案实现的:本发明一种圆饭盒铰链片铆接机,由圆饭盒铰链片定位装置、圆饭盒传送定位装置和旋铆装置组成;圆饭盒铰链片定位装置包括旋转气缸、固定板、连接轴、支撑支架、胎具固定转盘、铆胎、转盘支撑架和紧固螺钉,固定板、支撑支架和转盘支撑架固装在铆接座板上,固定板固装旋转气缸,连接轴连接旋转气缸和胎具固定转盘,铆胎固装在胎具固定转盘的上部;圆饭盒传送定位装置包括传送气缸、导轨、滑块、铆接座板、垫板、台面底板、定位块,导轨、垫板和定位块固装在台面底板上,滑块套在导轨上,可沿着导轨左右滑动,铆接座板和滑块用紧固螺钉固装,传送气缸伸缩杆与铆接座板固装;旋铆装置包括立柱、支撑板、斜锲固定块、斜锲、压块、滑块、旋铆位气缸和冲头,立柱固装在台面底板上,支撑板和立柱固装,斜锲固定块固装在支撑板上,斜锲固装在斜锲固定块上,斜锲固定块与滑块t型槽连接,冲头一端固装在压块上,另一端与滑块t型槽连接。
5.本发明的优点和有益效果为:本发明采用自动生产设备代替传统手工制作,使用方便可靠、定位准确,缩短加工时间,大大提高了生产效率,降低了工人的劳动强度,同时自动铆接准确性高,增加了产品的一致性,提高了产品的质量。
附图说明
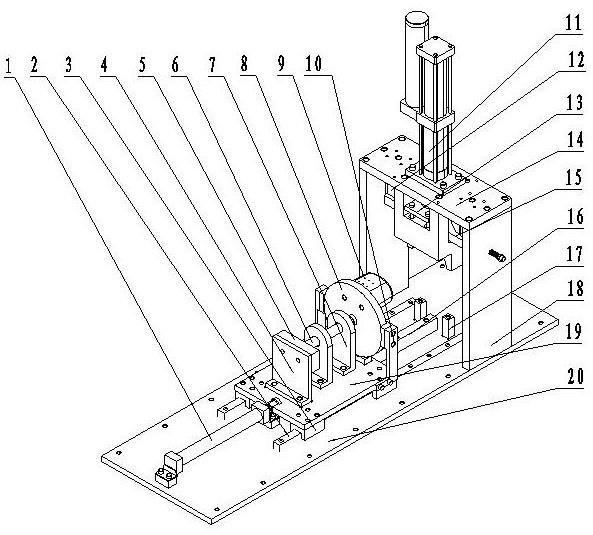
6.图1为本发明的装配示意图。
7.图2为本发明旋铆装置主视结构示意图。
具体实施方式
8.下面通过具体实施例对本发明作进一步详述,以下实施例只是描述性的,不是限
定性的,不能以此限定本发明的保护范围。
9.本发明先将圆饭盒的铰链片和铆钉装在饭盒的待铆接位置上,由饭盒传送定位装置将待铆接的饭盒传送到铆接位置,在饭盒旋铆装置的作用下,将圆饭盒的铰链片铆接好。
10.本发明一种圆饭盒铰链片铆接机,由圆饭盒铰链片定位装置、圆饭盒传送定位装置和旋铆装置组成;圆饭盒铰链片定位装置包括旋转气缸5、固定板4、连接轴6、支撑支架7、胎具固定转盘8、铆胎9、转盘支撑架10和紧固螺钉,固定板4、支撑支架7和转盘支撑架10固装在铆接座板19上,固定板4固装旋转气缸5,连接轴6连接旋转气缸5和胎具固定转盘8,铆胎9固装在胎具固定转盘8的上部;圆饭盒传送定位装置包括传送气缸1、导轨2、滑块3、铆接座板19、垫板16、台面底板20、定位块17,导轨2、垫板16和定位块17固装在台面底板20上,滑块3套在导轨2上,可沿着导轨2左右滑动,铆接座板19和滑块3用紧固螺钉固装,传送气缸1伸缩杆与铆接座板19固装,使得气缸能带动铆接座板往复运动,当传送气缸带动铆接座板19滑到定位块17处,此处为旋铆铰链片的工作位置,也是传送气缸的最大行程;旋铆装置包括立柱18、支撑板14、斜锲固定块12、斜锲21、压块13、滑块15、旋铆位气缸11和冲头22,立柱18固装在台面底板20上,支撑板14和立柱18固装,斜锲固定块12固装在支撑板14上,斜锲21固装在斜锲固定块12上,斜锲固定块12与滑块15t型槽连接,冲头22一端固装在压块13上,另一端与滑块15t型槽连接。
11.在使用此设备时,首先启动旋转气缸,旋转气缸带动连接轴转动,连接轴带动胎具固定转盘转动,使铆胎位于胎具固定转盘下方,将装好铰链片和铆钉的圆饭盒套在铆胎上,再次启动旋转气缸,转动胎具固定转盘,圆饭盒随着铆胎转到胎具固定转盘上方,然后,铆接机的传送气缸带动铆接座板沿着导轨滑动,当铆接座板滑到定位块处时,开启铰链片铆接机的旋铆位气缸正压,使旋铆位气缸带动压块向下运动,冲头向下运动,压住铆钉、饭盒、铰链片,压块带动斜锲向下运动,由于t型槽斜面的作用,使滑块向内运动,滑块向内运动带动冲头向下运动,将铆钉铆紧,完成旋铆工作,开启铰链片铆接机的旋铆位气缸负压使气液增压缸向上运动,压块和斜锲向上运动,滑块向外运动,冲头向上离开饭盒,然后,传送气缸带动铆接座板复位,取下饭盒,完成旋铆圆饭盒铰链片一序。
技术特征:
1.一种圆饭盒铰链片铆接机,其特征在于:由圆饭盒铰链片定位装置、圆饭盒传送定位装置和旋铆装置组成;圆饭盒铰链片定位装置包括旋转气缸、固定板、连接轴、支撑支架、胎具固定转盘、铆胎、转盘支撑架和紧固螺钉,圆饭盒传送定位装置包括传送气缸、导轨、滑块、铆接座板、垫板、台面底板、定位块,旋铆装置包括立柱、支撑板、斜锲固定块、斜锲、压块、滑块、旋铆位气缸和冲头,固定板、支撑支架和转盘支撑架固装在铆接座板上,固定板固装旋转气缸,连接轴连接旋转气缸和胎具固定转盘,铆胎固装在胎具固定转盘的上部,导轨、垫板和定位块固装在台面底板上,滑块套在导轨上,可沿着导轨左右滑动,铆接座板和滑块用紧固螺钉固装,传送气缸伸缩杆与铆接座板固装,立柱固装在台面底板上,支撑板和立柱固装,斜锲固定块固装在支撑板上,斜锲固装在斜锲固定块上,斜锲固定块与滑块t型槽连接,冲头一端固装在压块上,另一端与滑块t型槽连接。
技术总结
本发明公开了一种圆饭盒铰链片铆接机,由圆饭盒铰链片定位装置、圆饭盒传送定位装置和旋铆装置组成;圆饭盒铰链片定位装置包括旋转气缸、固定板、连接轴、支撑支架、胎具固定转盘、铆胎、转盘支撑架,固定板固装旋转气缸,连接轴连接旋转气缸和胎具固定转盘,铆胎固装在胎具固定转盘的上部;圆饭盒传送定位装置包括传送气缸、导轨、滑块、铆接座板、垫板、台面底板、定位块,滑块套在导轨上,可沿着导轨左右滑动,铆接座板和滑块用紧固螺钉固装,传送气缸伸缩杆与铆接座板固装;旋铆装置包括立柱、支撑板、斜锲固定块、斜锲、压块、滑块、旋铆位气缸和冲头,斜锲固装在斜锲固定块上,斜锲固定块与滑块T型槽连接,冲头与滑块T型槽连接。冲头与滑块T型槽连接。冲头与滑块T型槽连接。
技术研发人员:吴鹏
受保护的技术使用者:际华三五二二装具饰品有限公司
技术研发日:2020.08.06
技术公布日:2022/2/18