1.本发明涉及一种零件加工设备及加工工艺,特别涉及一种用于钻孔的加工设备和方法。
背景技术:
2.现今的钻孔加工,基本上都是从一侧钻通孔,这样钻孔的时间的时间较长,效率低,导致钻头发热严重,使用寿命短。另外就是一侧钻孔,由于钻孔路径较长,碎屑不容易导出,冷却液也不容易冷却到钻头,这样不仅导致钻孔效果不好,也会影响钻头的寿命。
技术实现要素:
3.针对上述问题,本发明提供一种钻孔加工设备及方法,其从两侧同时对向钻孔,钻孔效率高,且钻头寿命长,钻孔效果好。
4.本发明是依靠以下方案实现的:
5.本发明提供一种钻孔加工设备,其特征在于,包括:一夹持装置,用于夹持固定待加工工件;一钻孔装置,包括一第一钻头和一第二钻头,所述第一钻头与所述第二钻头位于待加工工件两侧的同一轴线上,对待加工工件同时对向钻孔。
6.优选的,所述第一钻头的直径大于所述第二钻头的直径,两个钻头同时对向钻孔,在钻通前,所述第二钻头首先退出钻孔,第一钻头继续钻孔直至钻通。
7.优选的,还包括一第三钻头,所述第三钻头位于所述第一钻头和第二钻头的侧旁,对钻孔内表面进行二次加工。
8.优选的,所述夹持装置包括:
9.一夹持本体,所述夹持本体上设置有用于放置待夹持工件的夹持工位,所述夹持本体上还开设有一滑动槽,所述滑动槽与所述夹持工位连通;
10.一推动件,所述推动件可于所述滑动槽内滑动,所述推动件上设置有凹陷位和顶触位;
11.一夹持件,所述夹持件为一弹性件,所述夹持件位于所述滑动槽与所述夹持工位之间的连通处,所述推动件滑动时会顶抵所述夹持件使其向所述夹持工位方向移动,使待夹持工件被夹持于所述夹持件和所述夹持工位之间。
12.优选的,所述夹持件上设置有与所述推动件上的凹陷位和顶触位对应的凹陷段和顶触段,所述推动件滑动时会顶抵所述夹持件使其向所述夹持工位方向移动,使待夹持工件被夹持于所述夹持件和所述夹持工位之间。
13.优选的,所述夹持件包括一连接端和一自由端,所述自由端可在所述推动件的作用下可围绕所述连接端转动,所述自由端分为上下两部分,使得上下两部分在外力作用下具有弹性,所述顶触段位于上下两部分的这一端。
14.本发明还提供一种钻孔加工方法,包括以下步骤:
15.s1、将待加工工件牢固的夹持于夹持装置中;
16.s2、用位于同一轴线上的两个钻头对待加工工件同时对向钻孔;
17.s3、在两个钻头钻通之前,一侧钻头先退出,另一侧钻头继续钻直至钻通工件。
18.优选的,在步骤s2中,两个钻头在钻孔之前先轻钻一定位点,再开始钻孔。
19.优选的,两个钻头直径一大一小,直径小的钻头先退出钻孔,直径大的钻头继续钻孔直至钻通待加工工件。
20.优选的,还包括步骤s4:用一钻头对钻孔进行过孔二次加工程序,用于钻通上道工序未钻通的钻孔以及进一步光滑钻孔内表面,该钻头与前道工序钻孔时的较大直径的钻头直径一致。
21.采用了上述技术方案后,本发明具有,以下的有益效果:
22.本发明提供的钻孔加工设备及方法,其从工件的两侧同时对向钻孔,减少了钻孔时间,工作效率高,也减轻了钻头的发热,延长了钻头的使用寿命,易于钻孔碎屑的导出,提高钻孔的效果。在此基础上,两个钻头采用一大一小,钻孔时小钻头首先退出,大钻头继续钻直至贯穿工件,对两个钻头对中要求不太高,且大钻头可以进一步对钻空内表面进行修正,将碎屑顶出。过孔第三钻头可以将未钻通的孔钻通,还可以对钻孔进一步修正,减少钻孔内表面的毛刺等。本发明提供的夹持装置其通过开设滑动槽,设置一推动件,可以实现同时对多个工件的牢固夹持,不仅结构简单,且工作稳定,使用寿命长。
附图说明
23.通过附图中所示的本发明优选实施例的具体说明,本发明上述及其它目的、特征和优势将变得更加清晰。在全部附图中相同的附图标记指示相同的部分,且并未刻意按实际尺寸等比例缩放绘制附图,重点在于示出本发明的主旨。
24.图1为本发明优选实施例钻孔装置工作示意图;
25.图2为本发明优选实施例钻孔装置工作示意图;
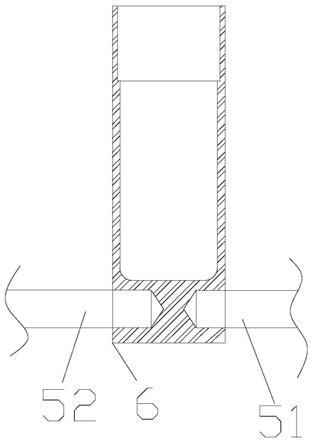
26.图3位本发明优选实施钻孔时的截面示意图;
27.图4为本发明优选实施例夹持装置工作示意图;
28.图5为本发明优选实施例夹持装置工作示意图;
29.图6为本发明优选实施例夹持装置分体图;
30.图7为本发明优选实施例夹持本体的结构图;
31.图8为本发明优选实施例夹持件结构图;
32.图9为本发明优选实施例推动件的结构图。
33.附图标记:1、夹持本体;11、夹持工位;12、滑动槽;13、销孔;2、推动件;21、凹陷位;22、顶触位;3、夹持件;31、连接端;32、自由端;33、凹陷段;34、顶触段;35、卡位段;4、销柱;5、钻孔装置;51、第一钻头;52、第二钻头;6、待加工工件。
具体实施方式
34.下面结合附图和具体实施例对本发明技术方案作进一步的详细描述,以使本领域的技术人员可以更好的理解本发明并能予以实施,但所举实施例不作为对本发明的限定。
35.本发明提供一种钻孔加工设备,用于在待加工工件6上钻出一通孔,其包括:一夹持装置,用于夹持固定待加工工件6,防止在钻孔时待加工工件6移动;一钻孔装置5,包括一
第一钻头51和一第二钻头52,所述第一钻头51与所述第二钻头52分别位于待加工工件6相对两侧的同一轴线上,所述第一钻头51和第二钻头52可分别独立钻孔。本发明所说的两个钻头位于同一轴线上,并不是说严格的在同一条直线上,为基本位于同一轴线上,可以少许的偏离同一轴线。即两个钻头会在一条直线上对工件钻孔,保证钻出的通孔基本在一条线上。现今的钻孔加工,基本上都是从一侧钻通孔,这样钻孔的时间的时间较长,效率低,另外冷却液也不容易冷却钻头,导致钻头发热严重,使用寿命短。还有就是一侧钻孔,由于钻孔路径较长,也不容易碎屑的导出,这样不仅导致钻孔效果不好,也会影响钻头的寿命。本发明提供的钻孔加工设备,可以从两侧同时钻孔,这样大大缩短了钻孔的时间,效率高,能防止钻头过热,另外也容易碎屑的导出。在钻孔时,两个钻头刚开始可以同时钻孔,在接近钻通时,一侧的钻头先退出,另一侧的钻头继续钻直至钻通伸出工件外部。这样后钻头会将前转头钻的孔再钻一遍,使得钻孔内表面光滑一些,还能将钻孔内部的碎屑带出。另外就算两个钻头没有严格在一条直线上,后钻头的在钻通之后继续向前钻,会修正前钻头的钻孔,穿透工件后的钻孔也基本会呈一条直通孔。
36.第一钻头51的直径大于所述第二钻头52的直径,钻孔时,两个钻头同时对向钻孔,在钻通前,所述第二钻头52首先退出钻孔,第一钻头51继续钻孔直至伸出到待加工工件6外部。这样先退出钻孔的钻头直径小,后钻头对钻孔的修正作用会更好,就算两个钻头没有严格在一条直线上,后钻头钻通后,也能保证钻孔的基本为一直孔。
37.在优选实施例中,钻孔加工设备还包括一第三钻头,位于所述钻孔装置5的下游,下游即为位于后续工序位置的意思,所述第三钻头可对钻孔内表面进行二次加工。如果上道工序钻孔没有钻通,此时第三钻头会将孔进一步钻通,当然也可以通过设置检测装置,将未钻通的工件筛选出来放进废料。另外就算上道工序钻通了,由于两个钻头大小不一,还有对中原因会导致钻孔内部可能存在毛刺等,第三钻头的再次过孔,可以将孔内表面毛刺钻除,使孔表面光滑。
38.夹持装置用于固定待加工的工件,包括:一夹持本体1,所述夹持本体1上设置有用于放置待夹持工件的夹持工位11,所述夹持本体1上还开设有一滑动槽12,所述滑动槽12与所述夹持工位11连通。滑动槽12可以为开在夹持本体1内部的槽,当然滑动槽12也可以贯穿夹持本体1的上表面。一推动件2,所述推动件2可于所述滑动槽12内滑动,通过人工或者其他驱动装置,比如气缸或电机等,就可以拉动推动件2。一夹持件3,所述夹持件3位于所述滑动槽12与所述夹持工位11之间的连通处,所述推动件2滑动时会顶抵所述夹持件3使其向所述夹持工位11方向移动,使待夹持工件被夹持于所述夹持件3和所述夹持工位11之间。夹持件3可以自由的位于滑动槽12与所述夹持工位11之间的连通处,连通处形状与夹持件3形状相对应,这样推动件2推顶夹持件3是,夹持件3会整体向上移动。当然,夹持件3可以一端与夹持本体1固定,另一端自由,推动件2推顶夹持件3自由的一端移动夹持工件,这样夹持件3不容易移动错位。
39.在优选实施例中,所述夹持件3上设置有凹陷段33和凸出的顶触段34,所述推动件2上设置有凹陷位21和凸出的顶触位22,夹紧时,拉动所述推动件2,使得所述顶触段34从所述凹陷位21内滑出,所述顶触位22推抵所述顶触段34使得所述夹持件3向所述夹持工位11一侧移动。即在没有夹紧工件时,夹持件3凸出的顶触段34位于推动件2的凹陷位21内;夹紧工件时,推动推动件2,推动件2滑动,凸出顶触位22推抵顶触段34,将夹持件3向夹持工位11
的方向推动,从而夹紧位于夹持工位11内的待夹持工件。进一步的,所述顶触位22在靠近所述顶触段34的一侧其上边缘呈弧形设置,使得在推动推动件2时阻力较小,顶触位22较容易推动顶触段34,减少了推动推动件2所需的推力。所述夹持件3相对顶触段34的另一端为卡位段35,所述凹陷段33位于所述卡位段35和所述顶触段34之间,在未夹紧待夹持工件时,所述顶触位22位于所述凹陷段33内,所述卡位段35和所述顶触段34分别位于所述顶触位22两侧的凹陷位21内。所述顶触位22在远离所述顶触段34的另一侧其边线呈直线,使得在卡位段35移动至此处时具有一定的限位作用。即顶触位22与所述卡位段35接触的位置,其不是弧形面,阻力很大,这样在推动件2滑动至卡位段35接触到顶触位22时,能实现限位作用。
40.在优选实施例中,所述夹持件3为一弹性件,即当推动件2顶压夹持件3时,夹持件3会形成产生弹力,夹持件3可以为具有弹性的材料使得其具有一定的弹性,或者夹持件3因其一定的形状,使其具有一定的弹性,比如弹簧形状,优选所述夹持件3呈类似发卡状,一端呈一体弧形设置,另一端分为上下两部分,使得上下两部分在外力作用下具有弹性,所述顶触段34位于上下两部分的这一端。夹持件3优选采用金属材质,上下两部分为平行的条状体,类似发卡的两个夹头,在夹持工件时,推动件2顶触下面的条状体,上面的条状体顶压待夹持工件,两个条状体在压力作用下分别产生形变,能保证具有较好的弹性力,不仅能保证夹持的更加紧固,而且在松开时,由于弹力的存在,夹持件3会更容易复位。夹持工位11的形状与待夹持工件的形状相对应,夹持件3的形状也可以设置为与待夹持工件的形状相对应,比如上部的条形体可以具有一定弧形,这样方面夹持具有一定弧面的工件。
41.在优选实施例中,所述夹持件3包括一连接端31和一自由端32,所述自由端32可在所述推动件2的作用下可围绕所述连接端31转动。即夹持件3连接端31与夹持本体1相对固定,推动件2顶触夹持件3的顶触端段,顶触段34会绕连接段向上转动,从而夹持工件。一端固定的设置,使得夹持件3不容易从滑动槽12中滑脱移位,而且后续也容易安装。进一步的,所述夹持件3上设置有一销孔13,所述夹持本体1上固定有一销柱4,所述夹持件3可围绕所述销柱4转动。销柱4和夹持本体1可以为一体或者分体设置,分体设置时,在夹持本体1上也设置相应的销孔13,将夹持件3放置在对应位置,夹持件3的销孔13与夹持本体1的销孔13连通,将销柱4插入销孔13中,实现夹持件3和夹持本体1的连接。
42.在优选实施例中,所述夹持装置包括至少两个夹持工位11和至少两个与之对应的夹持件3,使得拉动所述推动件2可以同时夹紧至少两个待夹持工件。此时推动件2上设置连续的凹陷位21和顶触位22,除了两端的两个凹陷位21,在未夹紧状态时,每个凹陷位21容纳一个夹持件3卡位段35和相邻夹持件3的顶触段34。这样通过拉动推动件2,就可以实现对多个工件同时夹紧或松开。
43.本发明还提供一种钻孔加工方法,将待加工工件6牢固的夹持于夹持装置中;用位于同一轴线上的两个钻头对待加工工件6同时对向钻孔,此处所说同一轴线并不是严格意义上的同一轴线,基本位于同一轴线即可,可以少许的偏离同一轴线。即两个钻头会在一条直线上对工件钻孔,保证钻出的通孔基本在一条线上。现今的钻孔加工,基本上都是从一侧钻通孔,这样钻孔的时间的时间较长,效率低,另外冷却液也不容易冷却钻头,导致钻头发热严重,使用寿命短。还有就是一侧钻孔,由于钻孔路径较长,也不容易碎屑的导出,这样不仅导致钻孔效果不好,也会影响钻头的寿命。本方法从两侧同时钻孔,这样大大缩短了钻孔的时间,效率高,能防止钻头过热,另外也容易碎屑的导出。在钻孔时,两个钻头刚开始可以
同时钻孔,在接近钻通时,一侧的钻头先退出,另一侧的钻头继续钻直至钻通伸出工件外部。这样后钻头会将前转头钻的孔再钻一遍,使得钻孔内表面光滑一些,还能将钻孔内部的碎屑带出。另外就算两个钻头没有严格在一条直线上,后钻头的在钻通之后继续向前钻,会修正前钻头的钻孔,穿透工件后的钻孔也基本会呈一条直通孔。
44.两个钻头在钻孔之前先轻钻一定位点,再开始钻孔,即首先钻一定位孔,然后才开始钻孔,这样可以保证钻孔时容易钻,钻头不容易打滑偏移。
45.两个钻头直径一大一小,直径小的钻头先退出钻孔,直径大的钻头继续钻孔直至钻通待加工工件6。第一钻头51的直径大于所述第二钻头52的直径,钻孔时,两个钻头同时对向钻孔,在钻通前,所述第二钻头52首先退出钻孔,第一钻头51继续钻孔直至伸出到待加工工件6外部。这样先退出钻孔的钻头直径小,后钻头对钻孔的修正作用会更好,就算两个钻头没有严格在一条直线上,后钻头钻通后,也能保证钻孔的基本为一直孔。
46.在优选实施例中,还包括用一钻头对钻孔进行过孔二次加工程序,用于钻通上道工序未钻通的钻孔以及进一步光滑钻孔内表面。钻孔后,待加工工件6会进一步被输送到过孔检测工序,如果上道工序钻孔没有钻通,此时第三钻头会将孔进一步钻通,当然也可以通过设置检测装置,将未钻通的工件筛选出来放进废料。另外就算上道工序钻通了,由于两个钻头大小不一,还有对中原因会导致钻孔内部可能存在毛刺等,第三钻头的再次过孔,可以将孔内表面毛刺钻除,使孔表面光滑。进一步的过孔检测的钻头与钻孔时较大直径的钻头直径一致,这样过孔时,第三钻头对钻孔内表面钻孔的修正效果更好。
47.本发明提供的钻孔加工设备及方法,其从工件的两侧同时对向钻孔,减少了钻孔时间,工作效率高,也减轻了钻头的发热,延长了钻头的使用寿命,易于钻孔碎屑的导出,提高钻孔的效果。在此基础上,两个钻头采用一大一小,钻孔时小钻头首先退出,大钻头继续钻直至贯穿工件,对两个钻头对中要求不太高,且大钻头可以进一步对钻空内表面进行修正,将碎屑顶出。过孔第三钻头可以将未钻通的孔钻通,还可以对钻孔进一步修正,减少钻孔内表面的毛刺等。本发明提供的夹持装置其通过开设滑动槽,设置一推动件,可以实现同时对多个工件的牢固夹持,不仅结构简单,且工作稳定,使用寿命长。
48.以上仅为本发明的优选实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。