1.本技术涉及治具领域,尤其涉及一种压合装置及机台。
背景技术:
2.多个数量的工件的贴合,相接触的工件的表面设置有背胶,通常采用压合装置对多个所述工件施加一定的压力激活所述背胶,以使工件压合在一起。通常在压合过程中,会存在压合后的成品平面度差的问题,无法完全激活所述背胶。
技术实现要素:
3.有鉴于此,有必要提供一种能够有效激活背胶以使工件压合后平面度提高的压合装置。
4.另,还有必要提供一种应用所述压合装置的机台。
5.一种压合装置,用于压合工件,所述压合装置包括底座、第一限位组件、第一模板、固定件、第二限位组件以及第二模板。第一限位组件包括固定部以及滑动部,所述固定部固定于所述底座,所述滑动部沿第一方向可滑动地设置于所述固定部;第一模板置于所述固定部,所述第一模板随着所述固定部沿第一方向移动,所述第一模板用于承载所述工件;固定件位于所述第一模板背离所述底座的一侧,所述固定件上设置有开口,所述固定件可沿第二方向运动;第二限位组件包括与所述开口对应设置的限位柱,所述限位柱用于穿设于所述开口;第二模板弹性且可活动地连接所述固定件朝向所述第一模板的一侧,所述第二模板包括多个子模板,每一所述子模板之间相互独立设置;其中,所述第二方向与所述第一方向垂直,所述第一模板通过所述第一限位组件以及所述第二模板通过所述第二限位组件移动至相适配的位置,以压合所述工件。
6.进一步地,所述第一模板具有朝向所述第二模板设置的第一压合面,所述第二模板具有朝向所述第一模板设置的第二压合面,所述第一压合面以及所述第二压合面的材质为弹性材料。
7.进一步地,所述第一模板设置有通孔,所述通孔的一端穿设于所述第一压合面,所述通孔的另一端设置于所述第一模板除所述第一压合面之外的区域,所述另一端具有一接口,用于连接一真空装置。
8.进一步地,所述通孔的数量为多个,多个所述通孔的一端分散设置于第一压合面,多个所述通孔的另一端在所述第一模板的内部连通。
9.进一步地,所述第二限位组件还包括与所述限位柱相适配的套筒,所述套筒固定于所述固定件的表面,所述套筒围设于所述开口沿着第二方向延伸。
10.进一步地,所述压合装置还包括定位组件,所述定位组件包括第一定位部以及第二定位部,所述第一定位部设置于所述底座沿第二方向朝向所述固定件的方向延伸,所述第二定位部设置于所述固定件沿第二方向朝向所述底座的方向延伸,所述第一定位部以及所述第二定位部在第二方向上的投影至少部分重合。
11.进一步地,所述压合装置还包括支撑件,所述支撑件的一端可拆卸地固定于所述底座上,所述支撑件的另一端沿着所述第二方向朝向所述固定件延伸,所述支撑件的另一端可拆卸地固定于所述固定件上。
12.进一步地,所述压合装置还包括承载件,所述承载件固定设置于所述滑动部上,所述承载件用于承载并固定所述第一模板。
13.进一步地,所述第一限位组件还包括至少两个阻挡部,至少两个所述阻挡部分别设置于沿第一方向分别位于所述滑动部的两侧。
14.一种机台,所述机台包括所述压合装置。
15.本技术提供的压合装置,通过第一限位组件以及第二限位组件的相互配合,以使第一模板以及第二模板位于合适压合所述工件的位置;第二模板弹性且可活动地连接所述固定件,在压合过程中,弹性组件的缓冲作用力,能够提升压合后的工件的平面度;另外,通过多个子模板的设置,在压合过程中,有利于分散压合作用力,以完全激活工件表面的背胶,以使多个工件完全压合在一起。
附图说明
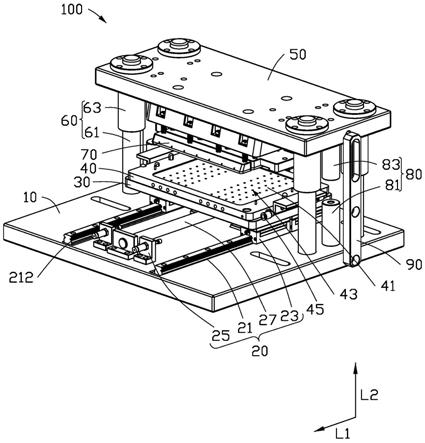
16.图1为本技术实施例提供的压合装置的结构示意图。
17.图2为图1所示的第二模板与固定件的弹性且可活动地连接结构示意图。
18.图3为图1所示的压合装置中的第一模板以及第二模板均处于初始状态的结构示意图。
19.图4为图1所示的压合装置中的第一模板位于所述第二模板的正下方的结构示意图。
20.图5为图1所示的压合装置中的第一模板位于所述第二模板的正下方且第二模板朝向第一模板压合后的结构示意图。
21.图6为本技术实施例提供的机台的结构示意图。
22.主要元件符号说明
23.压合装置
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
100
24.底座
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
10
25.第一限位组件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
20
26.固定部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
21
27.滑轨
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
212
28.滑动部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
23
29.阻挡部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
25
30.第一移动组件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
27
31.承载件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
30
32.第一模板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
40
33.第一压合面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
41
34.通孔
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
43
35.接口
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
45
36.固定件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
50
37.第二限位组件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
60
38.限位柱
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
61
39.套筒
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
63
40.第二模板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
70
41.第二压合面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
71
42.连接杆
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
73
43.弹性组件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
75
44.子模板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
77
45.定位组件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
80
46.第一定位部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
81
47.第二定位部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
83
48.支撑件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
90
49.机台
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
200
50.真空装置
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
210
51.第二移动组件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
230
52.第一方向
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
l1
53.第二方向
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
l2
54.如下具体实施方式将结合上述附图进一步说明本技术。
具体实施方式
55.为了能够更清楚地理解本技术的上述目的、特征和优点,下面结合附图和具体实施方式对本技术进行详细描述。需要说明的是,在不冲突的情况下,本技术的实施方式及实施方式中的特征可以相互组合。在下面的描述中阐述了很多具体细节以便于充分理解本技术,所描述的实施方式仅仅是本技术一部分实施方式,而不是全部的实施方式。基于本技术中的实施方式,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施方式,都属于本技术保护的范围。
56.除非另有定义,本文所使用的所有的技术和科学术语与属于本技术的技术领域的技术人员通常理解的含义相同。本文中在本技术的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本技术。本文所使用的术语“和/或”包括一个或多个相关的所列项目的所有的和任意的组合。
57.在本技术的各实施例中,为了便于描述而非限制本技术,本技术专利申请说明书以及权利要求书中使用的术语“连接”并非限定于物理的或者机械的连接,不管是直接的还是间接的。“上”、“下”、“上方”、“下方”、“左”、“右”等仅用于表示相对位置关系,当被描述对象的绝对位置改变后,则该相对位置关系也相应地改变。
58.请参阅图1,本技术实施例提供一种压合装置100,用于激活多个工件(图未示)相接触的表面的背胶,从而将多个工件压合成一整体。
59.所述压合装置100包括底座10、第一限位组件20、承载件30、第一模板40、固定件50、第二限位组件60以及第二模板70。所述第一限位组件20设置于所述底座10的表面,所述承载件30设置于所述第一限位组件20上,所述承载件30用于承载所述第一模板40,所述第
一限位组件20用于限制所述第一模板40在第一方向l1的运动;所述第二限位组件60设置于所述底座10的表面并连接所述固定件50,所述固定件50朝向所述第一模板40的表面设置所述第二模板70,所述第二限位组件60用于所述第二模板70在第二方向l2的运动,所述第二方向l2与所述第一方向l1垂直,以使第一模板40以及所述第二模板70相互压合。
60.所述底座10的形状不限,可以根据需要设置。在本实施例中,所述底座10的形状大致为一块状。
61.所述第一限位组件20、第二限位组件60、承载件30、第一模板40、第二模板70以及固定件50均位于所述底座10的同一侧。
62.所述第一限位组件20设置于所述底座10的表面。所述第一限位组件20包括固定部21、滑动部23、阻挡部25以及第一移动组件27。所述固定部21固定设置于所述底座10的表面,所述固定部21的表面设置有沿着第一方向l1延伸的滑轨212;所述滑动部23与所述滑轨212相适配,所述滑动部23连接所述第一移动组件27带动所述滑动部23在第一方向l1运动,在本实施例中,所述第一移动组件27为气缸,在其他实施例中第一移动组件27为能带动滑动部23移动的装置即可;所述阻挡部25的数量至少为两个,至少两个所述阻挡部25沿第一方向l1分别位于所述滑动部23的两侧,用于限制所述滑动部23沿着第一方向l1在一定范围内滑动,防止所述滑动部23从所述固定部21上滑落。
63.在本实施例中,所述固定部21与所述滑动部23的数量均为两个。可以理解地,在其他实施例中,所述固定部21与所述滑动部23的数量可以根据需要设置,可以为一个或多个。
64.所述承载件30固定设置于所述滑动部23上,所述承载件30具有一承载面(图未标),所述承载面背离所述底座10设置,所述承载面用于承载第一模板40,所述第一模板40随着所述滑动部23的移动而移动至合适的位置。
65.所述第一模板40具有一第一压合面41,所述第一压合面41位于所述第一模板40背离所述承载件30的表面,所述第一模板40上设置有贯穿所述承载面的通孔43,所述通孔43的另一端位于所述第一模板40的非压合面,即除所述第一压合面41之外的表面,例如所述第一模板40的侧面或者底面,穿设于所述非压合面的一端通孔43具有一接口45,所述接口45可连接一真空装置210,待压合的工件置于所述第一模板40上时,可通过连接的真空装置210(例如真空泵、脚踏板等)进行抽气处理,以将置于所述第一模板40上的工件吸附于所述第一模板40的表面,防止所述工件在压合过程中产生位移;同时,还可以用于检测所述工件是否放置在合适的位置。
66.穿设于所述第一压合面41的所述通孔43的数量为一个或多个,当所述通孔43的数量为多个时,多个所述通孔43的一端分散设置于第一压合面41,多个所述通孔43的另一端在所述第一模板40的内部连通,则可以均匀吸附所述工件的作用力;多个所述通孔43在所述第一模板40的内部相互连通,则可以减少真空装置210的数量。
67.所述第二限位组件60设置于所述底座10的表面。所述第二限位组件60包括限位柱61,所述限位柱61为柱状,所述限位柱61的一端固定于所述底座10的表面,所述限位柱61的另一端沿着第二方向l2朝向背离所述底座10的表面延伸。所述固定件50上设置有与所述限位柱61相适配的开口(图未标),所述开口沿着所述第二方向l2穿设于所述固定件50,所述固定件50通过连接一第二移动组件230带动所述固定件50运动,从而使所述固定件50在所述第二限位组件60的作用下沿着第二方向l2运动。可以理解地,所述开口的直径大于或等
于所述限位柱61的直径。
68.进一步地,所述限位柱61与所述开口的数量可以为多个,以进一步限制所述固定件50的运动。
69.进一步地,所述第二限位组件60还包括与所述开口相同数量的套筒63,所述套筒63固定于所述固定件50的表面,每一所述套筒63围设于所述开口沿着第二方向l2延伸,所述套筒63的内径与所述限位柱61的直径相适配,所述套筒63用于套设于所述限位柱61。所述套筒63可进一步限制所述固定件50在第二方向l2的运动,减小所述固定件50在第二方向l2的运动误差,以提升成品的良率。在本实施例中,所述套筒63设置于所述固定件50朝向所述底座10的表面,在其他实施方式中,所述套筒63也可以设置于所述底座10背离所述底座10的表面。
70.所述第二模板70连接所述固定件50朝向所述底座10的表面,所述第二模板70具有第二压合面71(请参阅图2),所述第二压合面71朝向所述底座10的方向设置。所述第二模板70可以随着所述固定件50在第二方向l2的运动而运动至合适的位置。
71.具体地,请参阅图3,在初始状态时,所述第一模板40与所述第二模板70相距设置,且所述第一模板40未位于所述第二模板70的正下方,以便于放置待压合的工件。请参阅图4,所述第一模板40随着所述滑动部23在第一方向l1运动至所述第二模板70沿所述第二方向l2的投影区域内,所述第一压合面41朝向所述第二压合面71。请参阅图5,所述第二模板70随着所述固定件50沿第二方向l2朝向所述第一模板40的方向运动,以使所述第二模板70的第二压合面71与所述第一模板40的第一压合面41相配合,从而激活置于所述第一模板40上的多个数量的工件表面的背胶,以使多个工件压合在一起。
72.进一步地,所述第二模板70与所述固定件50弹性连接,所述第二模板70通过一连接杆73与所述固定件50活动连接,即在压合过程中,所述固定件50与所述第二模板70之间的相对距离可以减小。所述连接杆73与所述固定件50以及所述第二模板70其中之一固定连接,所述连接杆73的周缘套设弹性组件75。在压合过程中,所述弹性组件75具有缓冲作用力,以保证所述工件压合后的平面度,在去除压合的作用力后,所述弹性组件75恢复原状,所述第二模板70通过所述连接杆73悬挂于所述固定件50上,防止第二模板70因重力作用导致所述弹性组件75失去弹性。
73.所述弹性组件75包括但不限于弹簧、弹性材料等,在本实施例中,所述弹性组件75为弹簧。
74.进一步地,请参阅图2,所述第二模板70包括多个相互独立的子模板77,每一所述子模板77均分别弹性且可活动地连接所述固定件,即每一所述子模板77均分别通过所述连接杆73以及所述弹性组件75连接所述固定件50,每一所述子模板77的用于压合的表面在同一平面上。多个子模板77的设置,在压合过程中,多个子模板77相互独立,多个所述子模板77可分散压合作用力,防止因压力不均匀而导致工件上的背胶未完全激活以使工件压合失败。在本实施例中,所述子模板77的数量为三个,在其他实施例中,所述子模板77的数量并不以此为限制。
75.所述第一压合面41以及所述第二压合面71的材质为弹性材料,例如橡胶,可以更好的贴合所述工件,并进一步地保证平面度。
76.所述压合装置100包括定位组件80,所述定位组件80包括第一定位部81以及第二
定位部83,所述第一定位部81设置于所述底座10沿第二方向l2朝向所述固定件50的方向延伸,所述第二定位部83设置于所述固定件50沿第二方向l2朝向所述底座10的方向延伸,所述第一定位部81以及所述第二定位部83在第二方向l2上的投影至少部分重合。所述定位组件80在所述第二方向l2上的长度根据所述工件在第二方向l2上的厚度设置,在压合过程中,所述定位组件80用于防止所述第二模板70过压而损坏所述工件。
77.所述压合装置100还包括支撑件90,所述支撑件90的一端可拆卸地固定于所述底座10上,所述支撑件90的另一端沿着第二方向l2朝向所述固定件50延伸,支撑件90的另一端可拆卸地固定于所述固定件50上,所述支撑件90固定于所述底座10以及所述固定件50上时,所述第一模板40与所述第二模板70相距设置,以使所述压合装置100在运输过程中损坏所述第一模板40以及所述第二模板70。
78.请参阅图6,一种机台200,所述机台200包括所述压合装置100、真空装置210第二移动组件230。所述真空装置210连接通过所述接口45连接所述通孔43,用于吸附所述工件;所述第二移动组件230连接所述固定件50,所述第二移动组件230可带动所述第二模板70沿第二方向l2运动,从而使所述第二模板70与所述第一模板40相互配合,压合所述工件。
79.本技术提供的压合装置100,通过第一限位组件20以及第二限位组件60的相互配合,以使第一模板40以及第二模板70位于合适压合所述工件的位置;第二模板70弹性且可活动地连接所述固定件50,在压合过程中,弹性组件75的缓冲作用力,能够提升压合后的工件的平面度;另外,通过多个子模板77的设置,在压合过程中,有利于分散压合作用力,以完全激活工件表面的背胶,以使多个工件完全压合在一起。
80.以上实施方式仅用以说明本技术的技术方案而非限制,尽管参照以上较佳实施方式对本技术进行了详细说明,本领域的普通技术人员应当理解,可以对本技术的技术方案进行修改或等同替换都不应脱离本技术技术方案的精神和范围。