1.本实用新型涉及一种激光打标设备,尤其涉及一种汽车塑料件二维码激光打标设备。
背景技术:
2.由于政策原因以及为了方便后期的维修,汽车的零部件在完成生产制造后,需要在零部件的特定位置打上用于标识出车型、厂名、编号等信息的二维码,此过程被称为打标,人工打标的方法费时费力,随着汽车工业的发展,通过机械化以及结合激光技术产生的激光打标成为打标的主要方式,有利于降低生产成本,提高经济效益。
3.由于汽车零件的多样化,往往需要用不同的夹具对气撑零件进行定位后进行打标以及检测,以保证打标的准确性和良品率,因此增加了打标工作的难度,例如,一种在中国专利文献上公开的“一种汽车部件激光打标装置”,其公告号cn104084695b,包括主体支架、主动链轮组件、链排、连接销钉、定位柱、固定柱、红外线探头、工件、从动链轮组件、打标机机头、打标机支架、驱动电机、驱动链条,链排之间通过连接销钉连接在一起,链排随着主动链轮组件和从动链轮组件一起做回转运动,通过红外线探头对工件进行探测并及时响应到电动机停止工作,激光打标机进行打标作业,结束后电动机继续运动,取下工件后,形成打标、输送联动,但是该发明对待打标的产品定位不够准确,对待打标的产品形状要求较高,无法适应更多零件打标的需求。
技术实现要素:
4.本实用新型的目的是为了解决现有汽车塑料件二维码激光打标设备生产效率低,或者无法对多种汽车零件进行打标的问题,提出了一种定位准确,兼容多种汽车零件的打标设备。
5.本实用新型是通过以下技术方案实现的:
6.一种汽车塑料件二维码激光打标设备,包括工作台,工作台上设置有激光打标机,激光打标机正下方设置有安装在工作台上的夹具基座,夹具基座下设置有可供夹具基座滑动的滑轨,滑轨一侧设置有一滑轨轴向平行的气缸,气缸一端与工作台相连,另一端与夹具基座相连,夹具基座上设置有夹具,夹具与激光打标机之间设置有与夹具对应的在位检测器和读码器。
7.汽车零件放入夹具后,被在位检测器检测到,激光打标机对汽车零件打标后,通过气缸带动滑轨上的夹具移动到读码器正下方进行读码完成整个过程。
8.作为优选,所述夹具包括第一夹具和第二夹具,第一夹具位于激光打标机正下方,第一夹具与激光打标机之间偏向原理气缸的方向设置有第一在位检测器,第二夹具与第一夹具连线与气缸轴线平行,第二夹具正上方设置有第二读码器,第二读码器远离气缸一侧设置有第二在位检测器,第一在位检测器远离第二读码器的一侧设置有第一读码器。第一夹具与第二夹具可分别可同时放入汽车零件,进行在位检查,并通过气缸先后完成打标与
读码。由于第一夹具与第二夹具可以设置成不同夹具,因此可同时对不同形状的汽车零件完成打标工作。
9.作为优选,所述第一在位检测器和第一读码器处于同一高度处,通过同一根支撑柱固定在工作台上,第二在位检测器和第二读码器处于同一高度处,通过同一根支撑柱固定在工作台上,方便将读码器与在位检测器的安装。
10.作为优选,所述夹具内部设置有对夹具开合进行控制的连接线,当夹具需要预紧力时,可通过电控进行。
11.作为优选,所述工作台上设置有航插气插转换器,所述航插气插转换器与连接线相连,方便在更换夹具或者夹具基座时对相应的控制线进行拔出与安装。
12.作为优选,所述工作台上设置有用于控制气缸的电磁阀。
13.作为优选,所述夹具通过磁吸方式与夹具底座连接,方便底座的安装与拆除。
14.作为优选,所述工作台上设置有用于操作触摸屏和启停开关,以及用于监测的显示器,用于人工操作与监测,随时对设备出现的情况进行处理。
15.因此,本实用新型具有如下有益效果:
16.通过设置多个夹具与气缸,同时完成多个相同或不同汽车零件的打标与读码,定位准确。
附图说明
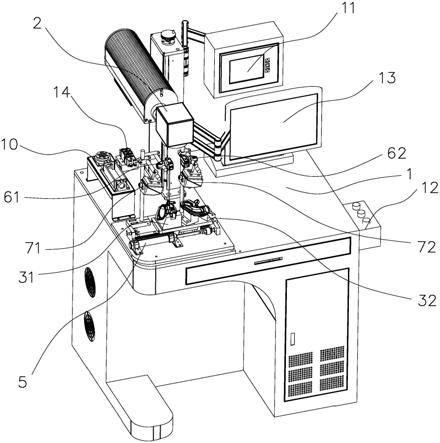
17.图1是本实用新型实施例一的立体示意图;
18.图2是本实用新型实施例一的主要打标结构的立体图;
19.图3是本实用新型实施例一待打标的零件示意图。
20.图中:1工作台、2激光打标机、3夹具基座、31第一夹具、32第二夹具、33限位块、4滑轨、5气缸、61第一在位检测器、62第二在位检测器、71第一读码器、72第二读码器、81零件一、82零件二、9支撑柱、10航插气插转换器、11触摸屏、12启停开关、13显示器、14电磁阀。
具体实施方式
21.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
22.在本发明的描述中,需要说明的是,术语
ꢀ“
上”、“下”、“左”、“右”、“前”、“后”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
23.实施例一,如图1和图2所示,一种汽车塑料件二维码激光打标设备,包括工作台,工作台上设置有激光打标机,激光打标机正下方设置有安装在工作台上的夹具基座,夹具基座下设置有可供夹具基座滑动的滑轨,滑轨一侧设置有一滑轨轴向平行的气缸,气缸一端与工作台相连,另一端与夹具基座相连,夹具基座上设置有夹具,夹具包括第一夹具和第二夹具,第一夹具位于激光打标机正下方,第一夹具与激光打标机之间偏向原理气缸的方向设置有第一在位检测器,第二夹具与第一夹具连线与气缸轴线平行,第二夹具正上方设
置有第二读码器,第二读码器远离气缸一侧设置有第二在位检测器,第一在位检测器远离第二读码器的一侧设置有第一读码器。
24.第一夹具与第二夹具可分别可同时放入汽车零件,进行在位检查,并通过气缸先后完成打标与读码。由于第一夹具与第二夹具可以设置成不同夹具,因此可同时对不同形状的汽车零件完成打标工作。
25.具体的工作原理为:
26.(1)当只在第一夹具上设置有汽车零件时,被第一在位检测器检测到,激光打标机对汽车零件进行打标,气缸启动收缩,带动夹具滑动到第一读码器的正下方,此时夹具正好碰到夹具端部设置的限位块,第一读码器完成读码;
27.(2)当只在第二夹具上设置有汽车零件时,被第二在位检测器检测到,气缸启动收缩,带动夹具滑动到激光打标机的正下方,此时夹具正好碰到夹具端部设置的限位块,激光打标机对汽车零件进行打标,气缸启动伸张,回到原位后读码器完成读码;
28.(3)当同时在第一夹具上和第二夹具上设置有汽车零件时,被第一在位检测器和第二在位检测器同时检测到,则激光打标机对第一夹具上的零件一进行打码,然后气缸启动收缩,带动夹具滑动到第一读码器的正下方,此时夹具正好碰到夹具端部设置的限位块,,第二夹具上的零件二正好位于激光打标机的正下方,第一读码器完成对零件一的读码,激光打标机对零件二进行打标,然后气缸启动伸张,回到原位后第二读码器完成对零件二的读码。
29.第一在位检测器和第一读码器处于同一高度处,通过同一根支撑柱固定在工作台上,第二在位检测器和第二读码器处于同一高度处,通过同一根支撑柱固定在工作台上,方便将读码器与在位检测器的安装。
30.夹具内部设置有对夹具开合进行控制的连接线,当夹具需要预紧力时,可通过电控进行,夹具通过磁吸方式与夹具底座连接,工作台上在夹具基座远离气缸的一侧设置有替换夹具的设置有航插气插转换器,所述航插气插转换器与连接线相连,所述气缸、支撑柱和夹具基座均设置在同一个底板上,因此可以只更换夹具或者更换整个底板及其上的结构,更换时,可直接拔出夹具,并同时更换夹具或者夹具基座相应的与航插气插转换器相连的控制线。
31.工作台上设置有用于操作触摸屏和启停开关,以及用于监测的显示器,用于人工操作与监测,随时对设备出现的情况进行处理。工作台上设置有用于控制气缸的电磁阀。
32.综上所述,此实施例中的通过设置多个夹具与气缸,同时完成多个相同或不同汽车零件的打标与读码,定位准确,且方便更换不同型号的夹具,通用性强。