1.本实用新型涉及激光熔覆技术领域,具体公开了一种细长轴类工件激光熔覆装置。
背景技术:
2.激光熔覆是一种先进的表面处理技术,但激光熔覆是复杂的多物理场耦合过程。使用激光进行熔覆时,由于工件基体材料和涂层材料的热膨胀系数不同,且基体和涂层之间存在一定的温度梯度,因此工件表面涂层和基体之间存在较大的应力,使熔覆后的表面组织得不到最优化的改善,容易在工件表面产生裂纹和气孔,极大地影响了加工质量。因此在进行熔覆时,预热工件对控制加工质量有重要意义。
3.而在细长轴类工件进行激光熔覆时,现有预热方法是对工件整体进行预热,然后将其固定在激光熔覆用机床上,通过机床在旋转工件的同时利用激光熔覆头对工件进行熔覆。但由于熔覆时间一般较长,而预热的细长轴类工件长度较长,导致预热温度极难控制,且工件轴向上的前后两端温度相差过大,导致熔覆质量较差。
技术实现要素:
4.针对现有技术的上述不足,本实用新型提供一种细长轴类工件激光熔覆装置,以解决现有技术中细长轴类工件熔覆时预热不理想导致的质量问题。
5.为实现上述目的,本实用新型的技术方案为:
6.一种细长轴类工件激光熔覆装置,包括床身、卡盘、顶针尾座和平移工作台;所述床身两端分别设置卡盘和顶针尾座;所述平移工作台配合设置在卡盘和顶针尾座之间,设置在床身上,所述平移工作台上通过支架设置激光熔覆头;所述平移工作台上通过底座设置预热机构;所述预热机构设置在激光熔覆头一侧,设置在待熔融基材一侧。通过预热机构的设置,能够实现在激光熔覆头熔覆前对细长轴类工件进行预热,保证预热温度,提高了熔覆质量。
7.优选地,所述预热机构包括加热筒和两组扶持组件;所述扶持组件配合设置在加热筒两端;所述加热筒固定设置在底座上。加热筒的设置,保证了加热的长度,保证加热效果。扶持组件的设置,保证了加热筒内壁与细长轴类工件间的距离,保证了加热的稳定。
8.优选地,所述加热筒包括半圆筒一和半圆筒二;所述半圆筒一和半圆筒二一侧铰接,另一侧卡扣连接;所述半圆筒一和半圆筒二分别沿轴向设置有多个通孔,所述通孔内设置电热棒;所述半圆筒二固定设置在底座上。半圆筒一和半圆筒二的设置,方便细长轴类工件在卡盘和顶针尾座间的固定,且方便维护。
9.优选地,所述半圆筒一和半圆筒二外壁边沿处沿径向设置有螺纹孔;所述扶持组件通过螺栓设置在螺纹孔内。
10.优选地,所述扶持组件包括筒体、滚轮架和滚轮;所述筒体侧壁上沿圆周方向设置有多个通孔;所述滚轮架利用螺母设置在通孔内;所述滚轮架上转动设置滚轮。滚轮的设
置,方便预热机构随平移工作台的移动,减少对细长轴类工件的磨损。
11.优选地,所述滚轮架包括底座和设置在底座底部的螺杆;所述滚轮设置在底座上;所述螺杆设置在通孔内;所述底座与筒体之间设置有弹簧;所述弹簧套设在螺杆上。螺杆的设置,方便利用螺母固定在筒体上,方便调节滚轮与细长轴类工件的接触。弹簧的设置,减少振动,保证加热筒内壁与细长轴类工件外壁间的距离稳定,保证加热效果。
12.本实用新型的有益效果为:通过预热机构的设置,能够实现在激光熔覆头熔覆前对细长轴类工件进行预热,保证预热温度,提高了熔覆质量。
附图说明
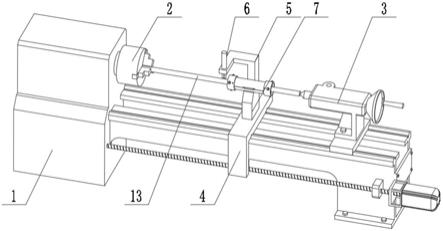
13.图1为本实用新型实施例的结构示意图;
14.图2为本实用新型实施例的预热机构的结构示意图;
15.图3为本实用新型实施例的加热筒的结构示意图;
16.图4为本实用新型实施例的扶持组件的结构示意图;
17.附图标记说明:
18.1-床身,2-卡盘,3-顶针尾座,4-平移工作台,5-支架,6-激光熔覆头,7-底座,8-加热筒,9-筒体,10-滚轮架,11-滚轮,12-弹簧,13-细长轴类工件;
19.801-半圆筒一,802-半圆筒二;
20.101-固定座,102-螺杆。
具体实施方式
21.以下结合实施例对本实用新型做进一步描述。
22.实施例1
23.如图1所示,一种细长轴类工件激光熔覆装置,包括床身1、卡盘2、顶针尾座3和平移工作台4;床身1两端分别设置卡盘2和顶针尾座3;平移工作台4配合设置在卡盘2和顶针尾座3之间,设置在床身1上,平移工作台4上通过支架5设置激光熔覆机的激光熔覆头6;平移工作台4上通过底座7设置预热机构;预热机构设置在激光熔覆头6一侧,设置在待熔覆基材一侧。通过预热机构的设置,能够实现在激光熔覆头6熔覆前对细长轴类工件13进行预热,保证预热温度,提高了熔覆质量。床身1内设置驱动机构,驱动卡盘2旋转,从而带动固定在卡盘2和顶针尾座3之间的细长轴类工件13旋转。平移工作台4通过丝杠螺母平移机构设置。
24.如图2、3所示,预热机构包括加热筒8和两组扶持组件;扶持组件配合设置在加热筒8两端;加热筒8固定设置在底座7上。加热筒8的设置,保证了加热的长度,保证加热效果。扶持组件的设置,保证了加热筒8内壁与细长轴类工件13间的距离,保证了加热的稳定。加热筒8包括半圆筒一801和半圆筒二802;半圆筒一801和半圆筒二802一侧铰接,另一侧卡扣连接;半圆筒一801和半圆筒二802分别沿轴向设置有多个通孔,所述通孔内设置电热棒。半圆筒二802固定设置在底座7上。半圆筒一801和半圆筒二802的设置,方便细长轴类工件13在卡盘和顶针尾座3间的固定,且方便维护。半圆筒一801和半圆筒二802外壁边沿处沿径向设置有螺纹孔;扶持组件通过螺栓设置在螺纹孔内。
25.如图2、4所示,扶持组件包括筒体9、滚轮架10和滚轮11;筒体9侧壁上沿圆周方向
设置有三个通孔;滚轮架10利用螺母设置在通孔内;滚轮架10上转动设置滚轮11。滚轮架10包括固定座101和设置在固定座101底部的螺杆102;滚轮11设置在固定座101上;螺杆102设置在通孔内;固定座101与筒体9之间设置有弹簧12;弹簧12套设在螺杆102上。滚轮11的设置,方便预热机构随平移工作台4的移动,减少对细长轴类工件13的磨损。螺杆102的设置,方便利用螺母固定在筒体9上,方便调节滚轮11与细长轴类工件13的接触。弹簧12的设置,减少振动,保证加热筒8内壁与细长轴类工件13外壁间的距离稳定,保证加热效果。
技术特征:
1.一种细长轴类工件激光熔覆装置,包括床身(1)、卡盘(2)、顶针尾座(3)和平移工作台(4);所述床身(1)两端分别设置卡盘(2)和顶针尾座(3);所述平移工作台(4)配合设置在卡盘(2)和顶针尾座(3)之间,设置在床身(1)上,其特征在于,所述平移工作台(4)上通过支架(5)设置激光熔覆头(6);所述平移工作台(4)上通过底座(7)设置预热机构;所述预热机构设置在激光熔覆头(6)一侧,设置在待熔覆基材一侧。2.根据权利要求1所述的细长轴类工件激光熔覆装置,其特征在于,所述预热机构包括加热筒(8)和两组扶持组件;所述扶持组件配合设置在加热筒(8)两端;所述加热筒(8)固定设置在底座(7)上。3.根据权利要求2所述的细长轴类工件激光熔覆装置,其特征在于,所述加热筒(8)包括半圆筒一(801)和半圆筒二(802);所述半圆筒一(801)和半圆筒二(802)一侧铰接,另一侧卡扣连接;所述半圆筒一(801)和半圆筒二(802)分别沿轴向设置有多个通孔,所述通孔内设置电热棒;所述半圆筒二(802)固定设置在底座(7)上。4.根据权利要求3所述的细长轴类工件激光熔覆装置,其特征在于,所述半圆筒一(801)和半圆筒二(802)外壁边沿处沿径向设置有螺纹孔;所述扶持组件通过螺栓设置在螺纹孔内。5.根据权利要求4所述的细长轴类工件激光熔覆装置,其特征在于,所述扶持组件包括筒体(9)、滚轮架(10)和滚轮(11);所述筒体(9)侧壁上沿圆周方向设置有多个通孔;所述滚轮架(10)利用螺母设置在通孔内;所述滚轮架(10)上转动设置滚轮(11)。6.根据权利要求5所述的细长轴类工件激光熔覆装置,其特征在于,所述滚轮架(10)包括固定座(101)和设置在固定座(101)底部的螺杆(102);所述滚轮(11)设置在固定座(101)上;所述螺杆(102)设置在通孔内;所述固定座(101)与筒体(9)之间设置有弹簧(12);所述弹簧(12)套设在螺杆(102)上。
技术总结
本实用新型涉及激光熔覆技术领域,具体公开了一种细长轴类工件激光熔覆装置,包括床身、卡盘、顶针尾座和平移工作台;所述床身两端分别设置卡盘和顶针尾座;所述平移工作台配合设置在卡盘和顶针尾座之间,设置在床身上,所述平移工作台上通过支架设置激光熔覆头;所述平移工作台上通过底座设置预热机构;所述预热机构设置在激光熔覆头一侧,设置在待熔融基材一侧。与现有技术相比,通过预热机构的设置,能够实现在激光熔覆头熔覆前对细长轴类工件进行预热,保证预热温度,提高了熔覆质量。提高了熔覆质量。提高了熔覆质量。
技术研发人员:范涛 范立国 李婷婷 刘海农 穆宝倩
受保护的技术使用者:山东中科机械再制造有限公司
技术研发日:2021.09.18
技术公布日:2022/1/21