1.本实用新型属于焊接设备技术领域,具体涉及一种双缸复合运动多位置螺柱焊接机构。
背景技术:
2.螺柱焊接机是指把金属螺柱或类似零件,经过瞬间加压和放电,将金属螺柱的整个端面固定在工件上的焊机。螺柱焊接机靠焊枪中的弹簧压力将螺柱压入熔池,从而形成金属再结晶连接。如图1所示,螺柱a2放置在螺柱焊接机的枪口a1中,当螺柱a2到达预定焊接位置,螺柱焊接机会将螺柱a2从枪口a1中推出,并开始工作,使螺柱a2的端面与工件固定在一起,从而完成螺柱焊接,当螺柱a2从枪口a1离开后,又会有新的螺柱a2被上料至枪口a1中。在螺柱焊接机使用过程中,多是由工作人员进行持握操作,对预定位置进行螺柱焊接,但这种持握式的焊接方式,劳动强度比较大,且安全性不高,焊接点的精度也不高,因此需要一种焊点精度,能够自动焊接的螺柱焊接机构。
技术实现要素:
3.针对上述背景技术所提出的问题,本实用新型的目的是:旨在提供一种双缸复合运动多位置螺柱焊接机构。
4.为实现上述技术目的,本实用新型采用的技术方案如下:
5.一种双缸复合运动多位置螺柱焊接机构,包括机架,所述机架连接有对称分布的螺柱焊枪机构和位置调节机构;
6.所述机架设有第一安装板和第二安装板;
7.所述螺柱焊枪机构包括螺柱焊枪和第一气缸,所述第一气缸的输出端连接有滑动板,所述螺柱焊枪安装在滑动板上方,所述滑动板下方连接有若干第一滑块,所述第一滑块下方连接有第一滑轨,所述第一滑轨与第一安装板连接;
8.所述位置调节机构包括第二滑轨,所述第二滑轨与第二安装板固定连接,所述第二滑轨滑动连接有若干第二滑块,所述第二滑块连接有第二滑动板,所述第二滑动板设有第一铰接座,所述第二安装板设有第二铰接座,所述第二滑动板一端连接有安放座,所述第二铰接座铰接有第二气缸,所述第二气缸输出端与第一铰接座铰接。
9.进一步限定,所述机架设有第一竖梁和第二竖梁,所述第一竖梁和第二竖梁之间连接有横梁,所述第一竖梁和横梁之间连接有斜撑,所述第二竖梁和横梁之间也连接有斜撑,所述第一竖梁的高度小于第二竖梁,所述第一竖梁的上方连接有水平横向放置的第一底梁,所述第二竖梁的上方连接有水平横向放置的第二底梁,所述第一安装板与第一底梁连接,所述第二安装板与第二底梁连接,这样的结构设计,通过第一竖梁的高度小于第二竖梁,使得第二底梁可以在安装尺寸较大的螺柱焊枪后,螺柱焊枪的高度可以和位置调节机构的高度等高,斜撑使得机架的结构强度更高。
10.进一步限定,所述螺柱焊枪机构包括挡针,所述挡针在滑动板的高度范围内,所述
挡针位于滑动板的两极限位置,这样的结构设计,通过挡针来限制螺柱焊枪机构的极限运动位置。
11.进一步限定,所述横梁上方连接有集渣方盒,这样的结构设计,通过集渣方盒来收集螺柱焊枪焊接时产生的废料。
12.进一步限定,所述集渣方盒和横梁之间通过凵形架连接,所述凵形架由铝合金薄片构成,所述集渣方盒由凵形架夹紧固定,这样的结构设计,通过由铝合金薄片构成的凵形架来夹紧集渣方盒,同时铝合金薄片构成的凵形架也使得集渣方盒的取放都比较容易。
13.本实用新型的有益效果:
14.1.能够对不同长度的工件,进行自动化螺钉焊接;
15.2.螺柱焊枪运动过程中,方向精度高,从而使得焊接点的位置精度较高,避免了人工持枪焊接导致了焊接点不精确,以及劳动强度大等问题。
附图说明
16.本实用新型可以通过附图给出的非限定性实施例进一步说明;
17.图1为螺柱焊接机的结构示意图;
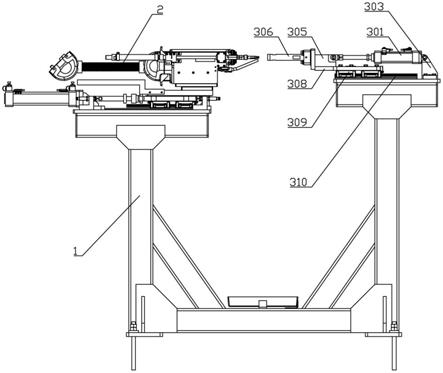
18.图2为本实用新型一种双缸复合运动多位置螺柱焊接机构实施例的主视结构示意图;
19.图3为本实用新型一种双缸复合运动多位置螺柱焊接机构实施例的俯视结构示意图;
20.图4为本实用新型一种双缸复合运动多位置螺柱焊接机构实施例中螺柱焊枪机构的结构示意图;
21.图5为本实用新型一种双缸复合运动多位置螺柱焊接机构实施例中位置调节机构的结构示意图;
22.图6为本实用新型一种双缸复合运动多位置螺柱焊接机构实施例中机架的结构示意图;
23.主要元件符号说明如下:
24.机架1、第一竖梁101、横梁102、斜撑103、第一底梁104、第二竖梁105、第二底梁106、第一安装板107、第二安装板108、集渣方盒109、凵形架110;
25.螺柱焊枪机构2、螺柱焊枪21、第一气缸22、滑动板23、第一滑轨24、第一滑块25、挡针26;
26.位置调节机构3、第二气缸301、第二铰接座303、第一铰接座305、安放座306、第二滑动板308、第二滑块309、第二滑轨310。
具体实施方式
27.为了使本领域的技术人员可以更好地理解本实用新型,下面结合附图和实施例对本实用新型技术方案进一步说明。
28.如图2-6所示,本实用新型的一种双缸复合运动多位置螺柱焊接机构,包括机架1,机架1连接有对称分布的螺柱焊枪机构2和位置调节机构3;
29.机架1设有第一安装板107和第二安装板108;
30.螺柱焊枪机构2包括螺柱焊枪21和第一气缸22,第一气缸22的输出端连接有滑动板23,螺柱焊枪21安装在滑动板23上方,滑动板23下方连接有若干第一滑块25,第一滑块25下方连接有第一滑轨24,第一滑轨24与第一安装板107连接;
31.位置调节机构3包括第二滑轨310,第二滑轨310与第二安装板108固定连接,第二滑轨310滑动连接有若干第二滑块309,第二滑块309连接有第二滑动板308,第二滑动板308设有第一铰接座305,第二安装板108设有第二铰接座303,第二滑动板308一端连接有安放座306,第二铰接座303铰接有第二气缸301,第二气缸301输出端与第一铰接座305铰接。
32.本案实施中,首先进行上料工序,需要进行螺钉焊接的工件放置在安放座306中,为适应不同长度的工件,第二气缸301可以伸出或收缩,从而通过第一铰接座305拉动第二滑动板308左右运动,由于第二滑动板308与第二滑块309固连,第二滑块309与第二滑轨310相连,因此,第二滑动板308可以轻松的滑动,当工件放置在安放座306后,螺柱焊枪机构2启动,进行焊接工序;
33.焊接工序进行时,第一气缸22的输出端伸出,从而带动滑动板23向工件方向靠近,滑动板23下方通过第一滑块25连接有第一滑轨24,因此,滑动板23也可以轻松的滑动,并且在运动时,由于通过滑轨的方式进行导向,使得滑动板23的运动方向具备良好的直线度,滑动板23的运动带动螺柱焊枪21向工件方向运动,当螺柱焊枪21上的螺钉与工件相接触后,螺柱焊枪21启动,将螺钉焊接在工件上,完成焊接工序;
34.本实用新型能够对不同长度的工件,进行自动化螺钉焊接,并且螺柱焊枪21运动过程中,方向精度高,从而使得焊接点的位置精度较高,避免了人工持枪焊接导致了焊接点不精确,以及劳动强度大等问题。
35.优选,机架1设有第一竖梁101和第二竖梁105,第一竖梁101和第二竖梁105之间连接有横梁102,第一竖梁101和横梁102之间连接有斜撑103,第二竖梁105和横梁102之间也连接有斜撑103,第一竖梁101的高度小于第二竖梁105,第一竖梁101的上方连接有水平横向放置的第一底梁104,第二竖梁105的上方连接有水平横向放置的第二底梁106,第一安装板107与第一底梁104连接,第二安装板108与第二底梁106连接,这样的结构设计,通过第一竖梁101的高度小于第二竖梁105,使得第二底梁106可以在安装尺寸较大的螺柱焊枪21后,螺柱焊枪21的高度可以和位置调节机构3的高度等高,斜撑103使得机架1的结构强度更高。实际上,也可以根据具体情况具体考虑机架1其它的结构形状。
36.优选,螺柱焊枪机构2包括挡针26,挡针26在滑动板23的高度范围内,挡针26位于滑动板23的两极限位置,这样的结构设计,通过挡针26来限制螺柱焊枪机构2的极限运动位置。实际上,也可以根据具体情况具体考虑螺柱焊枪机构2其它的结构形状。
37.优选,横梁102上方连接有集渣方盒109,这样的结构设计,通过集渣方盒109来收集螺柱焊枪21焊接时产生的废料。实际上,也可以根据具体情况具体考虑收集焊接废料的其它结构设计。
38.优选,集渣方盒109和横梁102之间通过凵形架110连接,凵形架110由铝合金薄片构成,集渣方盒109由凵形架110夹紧固定,这样的结构设计,通过由铝合金薄片构成的凵形架110来夹紧集渣方盒109,同时铝合金薄片构成的凵形架110也使得集渣方盒109的取放都比较容易。实际上,也可以根据具体情况具体考虑集渣方盒109和横梁102之间其它的连接结构。
39.上述实施例仅示例性说明本实用新型的原理及其功效,而非用于限制本实用新型。任何熟悉此技术的人士皆可在不违背本实用新型的精神及范畴下,对上述实施例进行修饰或改变。因此,凡所属技术领域中具有通常知识者在未脱离本实用新型所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本实用新型的权利要求所涵盖。