1.本实用新型涉及增压器技术领域,具体涉及一种涡轮增压器焊接用辅助装置。
背景技术:
2.涡轮增压器以极高的旋转速度(对于大型涡轮增压器高达80000rpm并且对于小型涡轮增压器高达300000rpm)操作。取决于发动机中的燃烧类型,驱动涡轮机叶轮的排气可在从740℃至1050℃的范围内。因此,涡轮机叶轮和轴是由高强度耐高温的金属构成的,所述金属能够承受离心装载和温度变化,而不会遭受显著变形,显著变形会改变平衡,引入噪声,缩短组装寿命等,所以在特定场景下,需要保持叶轮或涡轮与连接轴的牢固性,需要利用焊接技术对其之间进行焊接固定。
3.现有技术中公开了一个公开号为cn108436362a的专利,该方案包括焊接箱本体,焊接箱本体两端开放式设置,焊接箱本体顶端铺设有移动轨道,移动轨道上连接有倒挂式升降器,倒挂式升降器下端导出伸缩杆装置,伸缩杆装置下端固定安装有转子轴夹具体,焊接箱本体底部端铺设有焊接小车滑动轨道,焊接小车滑动轨道上滑动连接有焊接小车,焊接小车上端设有焊接台,焊接箱本体内部一端还设有焊接机器人,焊接机器人上设有多节机器手臂,焊接机器人末端的机器手臂上设有焊枪装置。通过上述方式,本发明能够用于涡轮增压器转子轴焊接加工工作。
4.现有装置随着使用,也逐渐的暴露出了该技术的不足之处,主要表现在以下方面:
5.第一,该装置在进行焊接工作时,由于需要对连接件的圆周方向进行焊接,使得在焊接过程中,操作人员需要围绕增压器进行移位操作,增加了劳动强度,且受限于周边部件,影响操作人员移动路径,降低了工作效率。
6.第二,现有装置在对增压器的涡端与压端进行切换时,需要重新将增压器取下,并重新进行定位,操作繁琐,费时费力。
7.由上可知,现有技术在实际使用上显然存在不便与缺陷,所以有必要加以改进。
技术实现要素:
8.针对现有技术中的缺陷,本实用新型提供一种涡轮增压器焊接用辅助装置,用以解决传统技术中的装置由于需要对连接件的圆周方向进行焊接,使得在焊接过程中,操作人员需要围绕增压器进行移位操作;以及对增压器的涡端与压端进行切换时,需要重新将增压器取下并重新进行定位的问题。
9.为实现上述目的,本实用新型提供如下技术方案:
10.一种涡轮增压器焊接用辅助装置,包括由上到下并列设置的上支撑座与下支撑座,所述上支撑座与下支撑座之间并列设有两个安装座,每个所述安装座的上下两端部分别固接有伸缩缸,两个所述伸缩缸对应与所述上支撑座以及所述下支撑座相固接,所述上支撑座与所述下支撑座上分别转动安装有叶片固定座,所述叶片固定座上开设有安装槽,所述安装槽的内壁上还围设有若干个夹持板,所述夹持板通过调节件沿所述安装槽的径向
方向滑动设置,两个所述安装座还水平转动安装有转向调节机构。
11.作为一种优化的方案,所述转向调节机构包括水平转动安装于所述安装座上的横轴,所述横轴上还沿横向滑动套装有伸缩套,所述伸缩套的另一端固接有卡板。
12.作为一种优化的方案,所述横轴的外壁上设有一段外螺纹,所述伸缩套的内壁上设有与所述外螺纹相连接的内螺纹。
13.作为一种优化的方案,所述伸缩套的外壁上还固接有转把。
14.作为一种优化的方案,所述安装座上还固接有驱动所述横轴转动的侧部驱动机。
15.作为一种优化的方案,每个所述安装座上还沿上下水平并列安装有两个辅助夹持旋钮,所述辅助夹持旋钮螺纹连接于所述安装座上,所述夹持旋钮的末端固接有夹持盘。
16.作为一种优化的方案,所述调节件包括水平螺纹连接于所述叶片固定座上的调节旋钮,所述夹持板通过并列设置的拉簧连接于所述安装槽的内壁上,所述调节旋钮的末端与所述夹持板的背面摩擦相抵。
17.作为一种优化的方案,所述夹持板的背面上开设有约束槽,所述调节旋钮的末端位于所述约束槽内。
18.作为一种优化的方案,所述上支撑座与下支撑座分别固接有端部驱动机,所述端部驱动机输出端与所述叶片固定座相连接。
19.与现有技术相比,本实用新型的有益效果是:
20.其中通过上支撑座与下支撑座对应设置叶片固定座,实现对增压器的涡轮与叶轮进行固定,通过叶片固定座转动设置,可以实现带动增压器整体进行转动,实现了操作人员站在固定位置,既可以对连接处进行圆周方向焊接,省去了操作人员移位的操作;
21.当需要对压端与涡端进行切换焊接时,通过转动伸缩套,将伸缩套伸出,利用卡板与增压器的中间壳相夹持,两个伸缩缸伸出,解除叶片固定座对涡轮和叶轮的固定,通过转动侧部驱动机,实现带动中间壳转动,实现涡端与压端进行换向,省去了重新拆卸及定位的操作,降低了操作人员的劳动强度;
22.结构简单,使用寿命长;结构简单,工作稳定;操作控制简便,易于大规模制造与安装,应用范围广。
附图说明
23.为了更清楚地说明本实用新型具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍。在所有附图中,类似的元件或部分一般由类似的附图标记标识。附图中,各元件或部分并不一定按照实际的比例绘制。
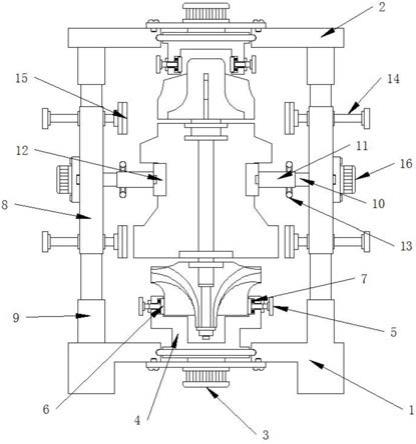
24.图1为本实用新型的结构示意图。
25.图中:1-上支撑座;2-下支撑座;3-端部驱动机;4-叶片固定座;5-调节旋钮;6-夹持板;7-拉簧;8-安装座;9-伸缩缸;10-横轴;11-伸缩套;12-卡板;13-转把;14-辅助夹持旋钮;15-夹持盘;16-侧部驱动机。
具体实施方式
26.下面将结合附图对本实用新型技术方案的实施例进行详细的描述。以下实施例仅
用于更加清楚地说明本实用新型的技术方案,因此只作为示例,而不能以此来限制本实用新型的保护范围。
27.如图1所示,涡轮增压器焊接用辅助装置,包括由上到下并列设置的上支撑座1与下支撑座2,上支撑座1与下支撑座2之间并列设有两个安装座8,每个安装座8的上下两端部分别固接有伸缩缸9,两个伸缩缸9对应与上支撑座1以及下支撑座2相固接,上支撑座1与下支撑座2上分别转动安装有叶片固定座4,叶片固定座4上开设有安装槽,安装槽的内壁上还围设有若干个夹持板6,夹持板6通过调节件沿安装槽的径向方向滑动设置,两个安装座8还水平转动安装有转向调节机构。
28.转向调节机构包括水平转动安装于安装座8上的横轴10,横轴10上还沿横向滑动套装有伸缩套11,伸缩套11的另一端固接有卡板12。
29.当叶片固定座4对增压器进行支撑旋转时,转向调节机构与增压器之间处于分离状态。
30.横轴10的外壁上设有一段外螺纹,伸缩套11的内壁上设有与外螺纹相连接的内螺纹。
31.伸缩套11的外壁上还固接有转把13,通过转把13实现驱动伸缩套11转动,实现将卡板12与中间壳进行夹持。
32.安装座8上还固接有驱动横轴10转动的侧部驱动机16。
33.每个安装座8上还沿上下水平并列安装有两个辅助夹持旋钮14,辅助夹持旋钮14螺纹连接于安装座8上,夹持旋钮的末端固接有夹持盘15。
34.辅助夹持旋钮14,可以实现在对增压器固定时起到辅助的夹持作用,将增压器固定好后,解除辅助夹持旋钮14的限位即可。
35.调节件包括水平螺纹连接于叶片固定座4上的调节旋钮5,夹持板6通过并列设置的拉簧7连接于安装槽的内壁上,调节旋钮5的末端与夹持板6的背面摩擦相抵。
36.夹持板6的背面上开设有约束槽,调节旋钮5的末端位于约束槽内。
37.上支撑座1与下支撑座2分别固接有端部驱动机3,端部驱动机3输出端与叶片固定座4相连接。
38.最后应说明的是:以上各实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述各实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的范围,其均应涵盖在本实用新型的权利要求和说明书的范围当中。