1.本实用新型涉及一种木墙自动组装加工设备,属于木墙自动组装加工技术领域。
背景技术:
2.现有大型木墙大都是人工通过不同的工装或夹具固定,然后通过打钉枪进行组装固定,由于大型木墙体积较大,需要工人将木板放入工装或者夹具上进行拼接组装,拼接组装后木墙的体积较大,需要通过桁车或者多人同时搬运,增加了工人的劳动强度,不仅费时费力,且导致工作效率较低,也无法避免搬运过程中的磕碰现象,因此研发一款木墙自动组装加工设备是至关重要的。
技术实现要素:
3.本实用新型针对上述现有技术中存在的不足,提供一种木墙自动组装加工设备。
4.本实用新型解决上述技术问题的技术方案如下:
5.一种木墙自动组装加工设备,包括依次连接的组装缓存输送线、输送线甲和输送线乙,所述组装缓存输送线与输送线甲之间设有钉枪设备,所述组装缓存输送线、输送线甲和输送线乙上均设有输送辊,所述输送线甲靠近组装缓存输送线一端设有滑动连接的调节设备。
6.进一步,所述输送线甲包括固定架体和移动架体,固定架体底端设有若干条滑轨乙,滑轨乙上设有驱动齿轮,驱动齿轮中心设有固定连接的驱动轴,驱动轴一端设有驱动电机,驱动电机一端固定安装在移动架体上,另一端上设有铰接连接件,铰接连接件与移动架体之间设有连接气缸。
7.进一步,所述固定架体和移动架体的内侧均设有滑轨甲,所述调节设备包括与滑轨甲滑动连接的调节齿轮和调节滑架,调节滑架上设有驱动调节齿轮的调节电机甲和顶升气缸。
8.进一步,所述调节滑架上设有调节滚轮,调节滚轮上设有调节电机乙,调节电机乙固定在调节滑架上。
9.进一步,所述钉枪设备包括分别固定安装在固定架体和移动架体上的钉枪架体,钉枪架体靠近组装缓存输送线一端设有竖向升降气缸,竖向升降气缸下端设有与钉枪架体竖向滑动连接的横向移动滑道,横向移动滑道设有横向滑动的滑块连接体,滑块连接体上设有固定连接的打钉枪。
10.进一步,所述钉枪架体内侧端顶部设有竖向固定气缸。
11.进一步,所述输送线乙输出端设有翻转输送线,翻转输送线一侧设有相对应的输出输送线。
12.与现有技术相比,本实用新型的有益效果是:该设备结构简单,容易操作,通过组装缓存输送线、输送线甲和钉枪设备,实现自动化生产,降低了工人的劳动强度,提高了工作效率,避免了因搬运过程导致的磕碰问题,增加了翻转输送线,提升了生产产能。
附图说明
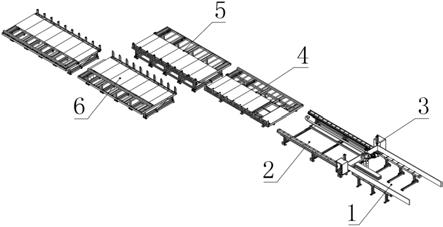
13.图1为本实用新型的结构示意图。
14.图2为本实用新型的组装缓存输送线、输送线甲和钉枪设备结构示意。
15.图3为本实用新型的输送线甲和钉枪设备结构示意图。
16.图4为本实用新型的调节设备结构示意图。
17.图5为本实用新型的钉枪设备和输送线甲局部结构示意图。
18.图6为本实用新型的输送线甲和钉枪设备结构示意图。
19.图7为本实用新型的a部结构放大图。
20.在图中,1、组装缓存输送线;2、输送线甲;3、钉枪设备;4、输送线乙;5、翻转输送线;6、输出输送线;7、输送辊;8、调节设备;21、固定架体;22、移动架体;23、滑轨甲;24、滑轨乙;25、驱动齿轮;26、驱动轴;27、驱动电机;28、连接气缸;29、铰接连接件;31、钉枪架体;32、竖向升降气缸;33、横向移动滑道;34、滑块连接体;35、打钉枪;36、竖向固定气缸;81、调节滑架;82、调节电机甲;83、调节齿轮;84、调节电机乙;85、调节滚轮;86、顶升气缸。
具体实施方式
21.以下结合附图对本实用新型的原理和特征进行描述,所举实例只用于解释本实用新型,并非用于限定本实用新型的范围。
22.如图1-图7所示,一种木墙自动组装加工设备,包括依次连接的组装缓存输送线1、输送线甲2和输送线乙4,所述组装缓存输送线1与输送线甲2之间设有钉枪设备3,所述组装缓存输送线1、输送线甲2和输送线乙4上均设有输送辊7,所述输送线甲2靠近组装缓存输送线1一端设有滑动连接的调节设备8。
23.所述输送线甲2包括固定架体21和移动架体22,固定架体21底端设有若干条滑轨乙24,滑轨乙24上设有驱动齿轮25,若干个驱动齿轮25中心设有固定连接的驱动轴26,驱动轴26一端设有驱动电机27,驱动电机27一端固定安装在移动架体22上,另一端上设有铰接连接件29,铰接连接件29与移动架体22之间设有连接气缸28。
24.所述固定架体21和移动架体22的内侧均设有滑轨甲23,所述调节设备8包括与滑轨甲23滑动连接的调节齿轮83和调节滑架81,调节滑架81上设有驱动调节齿轮83的调节电机甲82和顶升气缸86。
25.所述调节滑架81上设有调节滚轮85,调节滚轮85上设有调节电机乙84,调节电机乙84固定在调节滑架81上。
26.所述钉枪设备3包括分别固定安装在固定架体21和移动架体22上的钉枪架体31,钉枪架体31靠近组装缓存输送线1一端设有竖向升降气缸32,竖向升降气缸32下端设有与钉枪架体31竖向滑动连接的横向移动滑道33,横向移动滑道33设有横向滑动的滑块连接体34,滑块连接体34上设有固定连接的打钉枪35。
27.所述钉枪架体31内侧端顶部设有竖向固定气缸36。
28.所述输送线乙4输出端设有翻转输送线5,翻转输送线5一侧设有相对应的输出输送线6。
29.生产时,通过人工将木料放到组装缓存输送线1进行木框组装,组装完成后输送辊7将其输送至钉枪设备3处将木框靠近钉枪设备3一端装钉好输送到输送线甲2上,当木框后
进入输送线甲2一端输送至钉枪设备3时进行装钉,装钉好两端的木框输送至输送线乙4,然后进行对木框顶面进行覆膜,然后通过翻转输送线5翻转至输出输送线6进行底面覆膜,组装覆膜加工完成,钉装过程中由于组装的木框的规格不同,移动架体22通过驱动电机27驱动驱动齿轮25在固定架体21底端上的滑轨乙24滑动,来调节固定架体21与移动架体22之间的间距,为保证移动架体22平稳移动加设了连接气缸28和铰接连接件29,保证了驱动电机27驱动移动架体22平稳移;固定架体21和移动架体22的内侧加设调节设备8,顶升气缸86可对木框进行限位,调节滚轮85可对木框进行微调;打钉枪35工作时可根据设定的钉装位置进行钉装,打钉枪35在钉枪架体31内部可竖向或者横向移动,便于更好钉装,钉枪架体31内侧端顶部的竖向固定气缸36向下移动,对木框进行限位,该设备结构简单,容易操作,通过组装缓存输送线1、输送线甲2和钉枪设备3,实现自动化生产,降低了工人的劳动强度,提高了工作效率,避免了因搬运过程导致的磕碰问题,增加了翻转输送线5,提升了生产产能。
30.以上所述仅为本实用新型的较佳实施例,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
技术特征:
1.一种木墙自动组装加工设备,其特征在于:包括依次连接的组装缓存输送线(1)、输送线甲(2)和输送线乙(4),所述组装缓存输送线(1)与输送线甲(2)之间设有钉枪设备(3),所述组装缓存输送线(1)、输送线甲(2)和输送线乙(4)上均设有输送辊(7),所述输送线甲(2)靠近组装缓存输送线(1)一端设有滑动连接的调节设备(8)。2.根据权利要求1所述的木墙自动组装加工设备,其特征在于:所述输送线甲(2)包括固定架体(21)和移动架体(22),固定架体(21)底端设有若干条滑轨乙(24),滑轨乙(24)上设有驱动齿轮(25),驱动齿轮(25)中心设有固定连接的驱动轴(26),驱动轴(26)一端设有驱动电机(27),驱动电机(27)一端固定安装在移动架体(22)上,另一端上设有铰接连接件(29),铰接连接件(29)与移动架体(22)之间设有连接气缸(28)。3.根据权利要求2所述的木墙自动组装加工设备,其特征在于:所述固定架体(21)和移动架体(22)的内侧均设有滑轨甲(23),所述调节设备(8)包括与滑轨甲(23)滑动连接的调节齿轮(83)和调节滑架(81),调节滑架(81)上设有驱动调节齿轮(83)的调节电机甲(82)和顶升气缸(86)。4.根据权利要求3所述的木墙自动组装加工设备,其特征在于:所述调节滑架(81)上设有调节滚轮(85),调节滚轮(85)上设有调节电机乙(84),调节电机乙(84)固定在调节滑架(81)上。5.根据权利要求2所述的木墙自动组装加工设备,其特征在于:所述钉枪设备(3)包括分别固定安装在固定架体(21)和移动架体(22)上的钉枪架体(31),钉枪架体(31)靠近组装缓存输送线(1)一端设有竖向升降气缸(32),竖向升降气缸(32)下端设有与钉枪架体(31)竖向滑动连接的横向移动滑道(33),横向移动滑道(33)设有横向滑动的滑块连接体(34),滑块连接体(34)上设有固定连接的打钉枪(35)。6.根据权利要求5所述的木墙自动组装加工设备,其特征在于:所述钉枪架体(31)内侧端顶部设有竖向固定气缸(36)。7.根据权利要求1所述的木墙自动组装加工设备,其特征在于:所述输送线乙(4)输出端设有翻转输送线(5),翻转输送线(5)一侧设有相对应的输出输送线(6)。
技术总结
本实用新型涉及一种木墙自动组装加工设备,属于木墙自动组装加工技术领域,包括依次连接的组装缓存输送线、输送线甲和输送线乙,所述组装缓存输送线与输送线甲之间设有钉枪设备,所述组装缓存输送线、输送线甲和输送线乙上均设有输送辊,所述输送线甲靠近组装缓存输送线一端设有滑动连接的调节设备,该设备结构简单,容易操作,通过组装缓存输送线、输送线甲和钉枪设备,实现自动化生产,降低了工人的劳动强度,提高了工作效率,避免了因搬运过程导致的磕碰问题,增加了翻转输送线,提升了生产产能。产产能。产产能。
技术研发人员:王虎 王越平 杨学伟 刘峰 林德玉
受保护的技术使用者:烟台杰力自动化设备有限公司
技术研发日:2021.06.23
技术公布日:2022/1/18