1.本实用新型涉及拼接板生产设备领域,具体涉及一种高稳定性的自动木板拼接机。
背景技术:
2.现有的木材加工领域需要用到将较小尺寸的木板通过拼接、粘合的方式在压力作用下形成较大尺寸的木板,从而再去加工成面积较大的产品。
3.传统的木板拼接是工作人员将其中一个木板的一端粘附上胶水,随后将该端与另一个木板的一端进行对接,两个木板对接后,用手推紧两个木板,使两个木板之间的胶水充分粘合,过一段时间后,两个木板即可粘结成一块木板,但是工作人员在对接木板时,容易出现对接不准的现象,同时也在对木板进行粘结时,需要工作人员一直推紧木板,增加了工作人员的工作强度;另外,一些木板拼接机采用刷毛涂胶的方式为木板端面上胶,但是刷毛具有吸胶存胶的特性,从而在涂胶过程中,使得木板端面的胶水过多,涂抹不均匀,因此不利于木板的拼接效果,并且溢出的胶水容易污染木板和传送带,影响木板的外观。
技术实现要素:
4.有鉴于此,本实用新型目的是提供一种具有均匀涂胶、避免溢胶、拼接牢固、高稳定性的自动木板拼接机。
5.为了解决上述技术问题,本实用新型的技术方案是:一种高稳定性的自动木板拼接机,包括底座,设置在所述底座上的储胶池,设置在所述储胶池一侧的、并且为等间隔设置的第一运送辊,设置在所述第一运送辊上方的第一挤压辊,设置在所述储胶池另一侧的、并与所述第一运送辊对称设置的第二运送辊,设置在所述第二运送辊上的第二挤压辊,设置在所述底座两侧的支撑架,以及设置在所述支撑架上的刷胶机构;所述刷胶机构包括升降气缸,设置在所述升降气缸活动端上的横板,对称设置在所述横板下表面的两个装夹块,夹持固定在所述装夹块内的连接板,以及设置在所述连接板之间的刷胶板。
6.作为优选,所述刷胶板为梳齿形设置。
7.作为优选,所述储胶池上还设置有前进气缸。
8.作为优选,所述前进气缸的活动端上设置有刮胶板。
9.作为优选,所述储胶池顶部侧面还设置有安装架。
10.作为优选,所述安装架侧面还设置有红外传感器。
11.作为优选,所述第一运送辊之间和第二运送辊之间还设置有限位辊。
12.作为优选,所述底座侧面还设置有控制器。
13.本实用新型技术效果主要体现:通过第一运送辊、第二运送辊和刷胶机构的配合,利用刷胶板为木板端面进行均匀涂胶,再配合第一挤压辊和第二挤压辊提高木板在拼接时的挤压力,使得木板拼接效果好,还通过刮胶板与前进气缸的配合,从而去除对接产生的溢胶,避免溢胶污染木板表面,影响木板外管。
附图说明
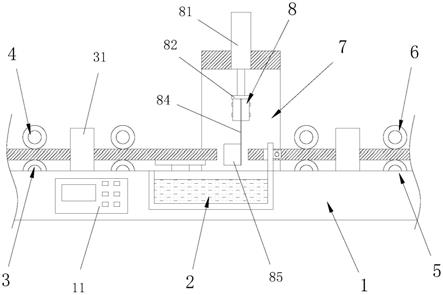
14.图1为本实用新型一种高稳定性的自动木板拼接机的结构图;
15.图2为本实用新型一种高稳定性的自动木板拼接机的俯视图。
具体实施方式
16.以下结合附图,对本实用新型的具体实施方式作进一步详述,以使本实用新型技术方案更易于理解和掌握。
17.在本实施例中,需要理解的是,术语“中间”、“上”、“下”、“顶部”、“右侧”、“左端”、“上方”、“背面”、“中部”、等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
18.另,在本具体实施方式中如未特别说明部件之间的连接或固定方式,其连接或固定方式均可为通过现有技术中常用的螺栓固定或钉销固定,或销轴连接等方式,因此,在本实施例中不在详述。
19.一种高稳定性的自动木板拼接机,如图1-2所示,包括底座1,设置在所述底座1上的储胶池2,用于存放胶水,设置在所述储胶池2一侧的、并且为等间隔设置的第一运送辊3,设置在所述第一运送辊3上方的第一挤压辊4,设置在所述储胶池2另一侧的、并与所述第一运送辊3对称设置的第二运送辊5,设置在所述第二运送辊5上的第二挤压辊6,通过第一运送辊3和第二运送辊5的配合,实现木板的前进与后退,通过第一挤压辊4和第二挤压辊6的配合,使得木板与第一运送辊3、第二运送辊5之间的压力增大,避免木板打滑,设置在所述底座1两侧的支撑架7,以及设置在所述支撑架7上的刷胶机构8;所述刷胶机构8包括升降气缸81,设置在所述升降气缸81活动端上的横板82,对称设置在所述横板82下表面的两个装夹块83,夹持固定在所述装夹块83内的连接板84,以及设置在所述连接板84之间的刷胶板85,利用升降气缸81伸长,实现刷胶板85浸入储胶池2和对木板的端面进行刷胶;所述刷胶板85为梳齿形设置,从而便于与木板的梳齿型端面配合使用;所述储胶池2上还设置有前进气缸21,所述前进气缸21的活动端上设置有刮胶板22,用于去除木板拼接后产生的溢胶;所述储胶池2顶部侧面还设置有安装架23,所述安装架23侧面还设置有安红外传感器24,用于检测木板的长度,并且为木板进行定位;所述第一运送辊3之间和第二运送辊5之间还设置有限位辊31,避免木板发生横向位移,提高拼接稳定性;所述底座1侧面还设置有控制器11。
20.在本实施例中,所述控制器11的型号为plc-s7-200,所述安红外传感器24的型号为tb12j-d15n1。
21.工作原理:首先,利用第二运送辊5和第二挤压辊6,将木板传送带第一运送辊3上,并且同时利用安红外传感器24记录木板的经过时间,从而得出利用木板的前进速度得出木板的长度,随后利用第二运送辊5和第二挤压辊6运送第二块木板,使得第一块木板和第二块木板分别位于刷胶机构8的两侧;此时利用升降气缸81伸长,使得刷胶板85浸入储胶池2内,随后升降气缸81收缩,使得刷胶板85沾上胶水后升起,随后利用第一运送辊3和第二运送辊5将第一块木板和第二块木板靠近并抵接刷胶板85,使得第一块木板和第二块木板的的接口端面上的胶水均匀分布;随后升降气缸81再收缩,使得刷胶板85升起,此时通过第一运送辊3和第二运送辊5的共同作用下,使得第一块木板与第二块木板的端面靠近并且拼接
起来,并在第一挤压辊4、第二挤压辊6和限位辊31的作用下,提高了第一块木板与第一运送辊3之间的摩擦力,从而提高拼接的压力,进而利于提高木板拼接后的牢固度。
22.最后,利用第一运送辊3将木板之间的拼接处移动到刮胶板22上,利用前进气缸21伸长,使得刮胶板22沿着木板的下表面移动,从而将木板拼接处产生的溢胶去除,从而避免溢胶污染木板表面和第一运送辊3表面。
23.本实用新型技术效果主要体现:通过第一运送辊、第二运送辊和刷胶机构的配合,利用刷胶板为木板端面进行均匀涂胶,再配合第一挤压辊和第二挤压辊提高木板在拼接时的挤压力,使得木板拼接效果好,还通过刮胶板与前进气缸的配合,从而去除对接产生的溢胶,避免溢胶污染木板表面,影响木板外管。
24.当然,以上只是本实用新型的典型实例,除此之外,本实用新型还可以有其它多种具体实施方式,凡采用等同替换或等效变换形成的技术方案,均落在本实用新型要求保护的范围之内。
技术特征:
1.一种高稳定性的自动木板拼接机,其特征在于:包括底座,设置在所述底座上的储胶池,设置在所述储胶池一侧的、并且为等间隔设置的第一运送辊,设置在所述第一运送辊上方的第一挤压辊,设置在所述储胶池另一侧的、并与所述第一运送辊对称设置的第二运送辊,设置在所述第二运送辊上的第二挤压辊,设置在所述底座两侧的支撑架,以及设置在所述支撑架上的刷胶机构;所述刷胶机构包括升降气缸,设置在所述升降气缸活动端上的横板,对称设置在所述横板下表面的两个装夹块,夹持固定在所述装夹块内的连接板,以及设置在所述连接板之间的刷胶板。2.如权利要求1所述的一种高稳定性的自动木板拼接机,其特征在于:所述刷胶板为梳齿形设置。3.如权利要求1所述的一种高稳定性的自动木板拼接机,其特征在于:所述储胶池上还设置有前进气缸。4.如权利要求3所述的一种高稳定性的自动木板拼接机,其特征在于:所述前进气缸的活动端上设置有刮胶板。5.如权利要求1所述的一种高稳定性的自动木板拼接机,其特征在于:所述储胶池顶部侧面还设置有安装架。6.如权利要求5所述的一种高稳定性的自动木板拼接机,其特征在于:所述安装架侧面还设置有红外传感器。7.如权利要求1所述的一种高稳定性的自动木板拼接机,其特征在于:所述第一运送辊之间和第二运送辊之间还设置有限位辊。8.如权利要求1所述的一种高稳定性的自动木板拼接机,其特征在于:所述底座侧面还设置有控制器。
技术总结
本实用新型公开一种高稳定性的自动木板拼接机,包括底座、储胶池、设置在所述储胶池一侧的第一运送辊、设置在所述第一运送辊上方的第一挤压辊、设置在所述储胶池另一侧的第二运送辊、设置在所述第二运送辊上的第二挤压辊、设置在所述底座两侧的支撑架,以及设置在所述支撑架上的刷胶机构;所述刷胶机构包括升降气缸、横板、装夹块、连接板、刷胶板;所述刷胶板为梳齿形设置;通过第一运送辊、第二运送辊和刷胶机构的配合,利用刷胶板为木板端面进行均匀涂胶,再配合第一挤压辊和第二挤压辊提高木板在拼接时的挤压力,使得木板拼接效果好,并且还减少了溢胶对木板的污染。还减少了溢胶对木板的污染。还减少了溢胶对木板的污染。
技术研发人员:彭安德 钟世崇 乐斌 沈细勤 欧阳发维 罗良资
受保护的技术使用者:翁源县安德木业有限公司
技术研发日:2021.03.31
技术公布日:2022/1/11