1.本实用新型涉及板材拉槽技术领域,更具体地说,涉及一种板式家具板材拉槽设备。
背景技术:
2.在定制家具板材加工过程中,拉槽加工是一个必不可少且加工任务繁重的工序。例如酒柜或带有多个小格子的柜体家具,就需要在多块板材上分别开设槽体,并且不同板材开设槽体的位置和槽体尺寸并不完全相同。传统加工方式需要工人用目测及依据经验对板件进行拉槽;这种方式对工人的技艺要求很高,依赖于工人的熟练程度及细心工作,并且人工拉槽的精准较低,误差率较高。
3.为满足拉槽精度和提高生产效率,目前有设备可实现自动化拉槽,但是该类设备通常是将板材贴合靠挡移动,在板材移动过程中,拉槽钻头在板材上进行拉槽加工。该类设备加工的槽体与板材边沿之间的距离固定,不能灵活调节,不能满足多种拉槽位置加工需求。
技术实现要素:
4.本实用新型的目的在于克服现有技术中的缺点与不足,提供一种可实现自动化拉槽、提高拉槽精度和降低误差率、提高生产效率和工艺一致性、拉槽位置灵活、具有良好通用性的板式家具板材拉槽设备。
5.为了达到上述目的,本实用新型通过下述技术方案予以实现:一种板式家具板材拉槽设备,其特征在于:包括:
6.机架;
7.用于放置待加工板材的拉槽平台;
8.用于驱动拉槽平台沿拉槽方向移动的驱动装置;
9.用于推动待加工板材垂直于拉槽方向移动的推动装置;
10.用于实现拉槽加工的拉槽装置;
11.以及用于压持待加工板材以实现板材定位的压板装置;
12.所述拉槽平台通过驱动装置设置在机架上;所述拉槽平台的一侧设有靠挡;推动装置设置在拉槽平台上,与靠挡共同形成直角定位;所述压板装置设置在拉槽平台上,以随拉槽平台移动而移动;所述拉槽装置位于拉槽平台上方,并与机架连接。
13.本实用新型设备的工作原理是:首先,将待加工板材放上拉槽平台,待加工板材靠着靠挡放置,待加工槽体与靠挡垂直;推动装置将待加工板材推至拉槽装置的下方;使板材待加工槽体的起始点正对拉槽装置,并且压板装置下降紧压固定待加工板材;拉槽装置启动并下降至拉槽深度,驱动装置根据待加工槽体长度驱动拉槽平台移动,从而使拉槽装置在板材上加工出槽体;若待加工槽体为两个以上时,当上一槽体加工完成后,压板装置上升,推动装置将待加工板材推动使下一待加工槽体的起始点,重复压板装置下降、驱动装置
和拉槽装置配合拉槽等动作,直至所有槽体拉槽完成。本实用新型设备可实现自动化拉槽,提高拉槽精度和降低误差率,提高生产效率和工艺一致性,拉槽工艺质量不需要依赖工人的熟练程度和细心程度,可降低对工人的要求,降低劳动强度;拉槽位置灵活,可通过推动装置将板材推动至设定位置,解除槽体与板材边沿之间距离的限制,提高设备的通用性。
14.优选地,所述拉槽平台沿平行于拉槽方向分割为两个平台单元;两个平台单元之间存在间距以形成滑行槽;机架上设有辅助定位板,且辅助定位板从滑行槽中向上伸出。
15.通过驱动装置移动拉槽平台,可使靠挡朝向或背向辅助定位板移动,使靠挡与辅助定位板之间的距离与待加工板材宽度相匹配,从而通过辅助定位板将板材压紧并靠向靠挡以实现定位,可避免板材位置出现偏移,进一步提高拉槽精度。
16.优选地,所述驱动装置包括电机一、与电机一连接的丝杠螺母机构一和位于丝杠螺母机构一两侧的导向滑轨机构;导向滑轨机构与丝杠螺母机构一共同形成承托平面;两个平台单元均与丝杠螺母机构一和导向滑轨机构连接。在该驱动装置的驱动下,两个平台单元可实现同步移动。
17.优选地,所述辅助定位板靠近拉槽装置一端的上部设有避空位。当要夹持窄小板材的时候,可调整辅助定位板位置将其靠近靠挡设置以缩短行程;此时辅助定位板上设有避空位可避免撞击拉槽装置,因此可使设备适用于窄小板材的拉槽加工,提高设备的通用性。
18.优选地,所述压板装置包括至少两个压板单元;压板单元布设在拉槽路径的两侧。压板装置压设于板材待加工槽体的两侧,可均匀施力于板材,稳固定位板材避免板材在加工过程中开裂和移位。
19.优选地,各个压板单元分别包括与机架连接的连接座、升降机构和施压板;所述施压板通过升降机构与连接座连接,以实现升降。
20.优选地,所述推动装置包括推板、与推板连接的辅助推板,以及用于推动推板垂直于拉槽方向移动的推动机构;辅助推板与靠挡共同形成直角定位。
21.优选地,所述辅助推板的两侧设有移动轮;可减少辅助推板与拉槽平台之间的摩擦,使推板更加畅顺和减少摩擦损坏。
22.优选地,所述推动机构包括电机二和与电机二连接的丝杠螺母机构二。
23.优选地,还包括用于吸走拉槽产生碎屑的吸屑装置;可保持加工环境的洁净。
24.与现有技术相比,本实用新型具有如下优点与有益效果:
25.1、本实用新型设备可实现自动化拉槽,提高拉槽精度和降低误差率,提高生产效率和工艺一致性;拉槽位置灵活,具有良好通用性;
26.2、本实用新型设备的压板装置压设于板材待加工槽体的两侧,可均匀施力于板材,稳固定位板材避免板材在加工过程中开裂和移位;
27.3、本实用新型设备可保持加工环境的洁净。
附图说明
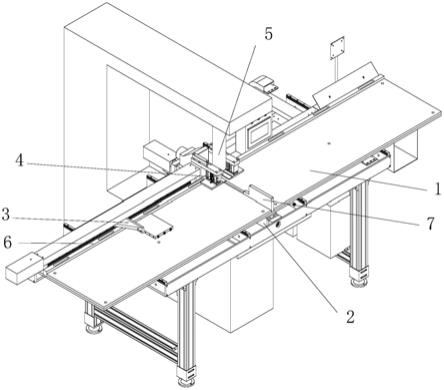
28.图1是本实用新型设备的结构示意图;
29.图2是本实用新型设备中拉槽平台、推动装置和压板装置的结构示意图;
30.图3是本实用新型设备中驱动装置的结构示意图;
31.其中,1为拉槽平台、11为平台单元、2为驱动装置、21为电机一、22为丝杠螺母机构一、23为导向滑轨机构、3为推动装置、31为推板、32为辅助推板、33为推动机构、4为压板装置、41为压板单元、5为拉槽装置、6为靠挡、7为辅助定位板、8为吸屑装置。
具体实施方式
32.下面结合附图与具体实施方式对本实用新型作进一步详细的描述。
33.实施例
34.如图1至图3所示,一种板式家具板材拉槽设备,包括机架、用于放置待加工板材的拉槽平台1、用于驱动拉槽平台1沿拉槽方向移动的驱动装置2、用于推动待加工板材垂直于拉槽方向移动的推动装置3、用于实现拉槽加工的拉槽装置5、用于压持待加工板材以实现板材定位的压板装置4,以及用于吸走拉槽产生碎屑的吸屑装置8。
35.拉槽平台1沿平行于拉槽方向分割为两个平台单元11;两个平台单元11之间存在间距以形成滑行槽;机架上设有辅助定位板7,且辅助定位板7从滑行槽中向上伸出。
36.驱动装置2包括电机一21、与电机一21连接的丝杠螺母机构一22和位于丝杠螺母机构一22两侧的导向滑轨机构23;导向滑轨机构23与丝杠螺母机构一22共同形成承托平面;两个平台单元11均与丝杠螺母机构一22和导向滑轨机构23连接。在该驱动装置2的驱动下,两个平台单元11可实现同步移动。
37.拉槽平台1的一侧设有靠挡6;推动装置3设置在拉槽平台1上;推动装置3包括推板31、与推板31连接的辅助推板32,以及用于推动推板31垂直于拉槽方向移动的推动机构33;辅助推板32与靠挡6共同形成直角定位。辅助推板32的两侧优选设有移动轮;可减少辅助推板32与拉槽平台1之间的摩擦,使推板31更加畅顺和减少摩擦损坏。推动机构33可采用现有技术,优选方案为:包括电机二和与电机二连接的丝杠螺母机构二。
38.压板装置4设置在拉槽平台1上,以随拉槽平台1移动而移动。本实施例中压板装置4包括两个压板单元41;实际应用中,压板单元也可以是三个、四个,甚至更多。压板单元41布设在拉槽路径的两侧。压板装置4压设于板材待加工槽体的两侧,可均匀施力于板材,稳固定位板材避免板材在加工过程中开裂和移位。压板单元41可采用现有技术,优选方案为:包括与机架连接的连接座、升降机构和施压板;施压板通过升降机构与连接座连接,以实现升降。
39.拉槽装置5位于拉槽平台1上方,并与机架连接。拉槽装置5可采用现有技术,带有拉槽钻头进行拉槽加工。
40.本实用新型设备的工作原理是:首先,将待加工板材放上拉槽平台1,待加工板材靠着靠挡6放置,待加工槽体与靠挡垂直;推动装置3将待加工板材推至拉槽装置5的下方;通过驱动装置2移动拉槽平台1,可使靠挡6朝向辅助定位板7移动,使靠挡6与辅助定位板7之间的距离与待加工板材宽度相匹配,从而通过辅助定位板7将板件压紧并靠向靠挡6以实现定位,可避免板材位置出现偏移,进一步提高拉槽精度;压板装置4下降紧压固定待加工板材;驱动装置2移动拉槽平台1使板材待加工槽体的起始点正对拉槽装置5;拉槽装置5启动并下降至拉槽深度,驱动装置2根据待加工槽体长度驱动拉槽平台1移动,从而使拉槽装置5在板材上加工出槽体;若待加工槽体为两个以上时,当上一槽体加工完成后,压板装置4上升,推动装置3将待加工板材推动使下一待加工槽体的起始点,重复压板装置4下降、驱动
装置2和拉槽装置5配合拉槽等动作,直至所有槽体拉槽完成。本实用新型设备可实现自动化拉槽,可提高拉槽精度和降低误差率,可提高生产效率和工艺一致性,拉槽工艺质量不需要依赖工人的熟练程度和细心程度,可降低对工人的要求,降低劳动强度。
41.优选方案是:辅助定位板7靠近拉槽装置5一端的上部设有避空位。当要加工窄小板材的时候,可调整辅助定位板7位置将其靠近靠挡6设置以缩短行程;此时辅助定位板7上设有避空位可避免撞击拉槽装置5,因此可使设备适用于窄小板材的拉槽加工,提高设备的通用性。
42.吸屑装置8为优选方案,可保持加工环境的洁净;实际应用中也可以不设置吸屑装置。
43.上述实施例为本实用新型较佳的实施方式,但本实用新型的实施方式并不受上述实施例的限制,其他的任何未背离本实用新型的精神实质与原理下所作的改变、修饰、替代、组合、简化,均应为等效的置换方式,都包含在本实用新型的保护范围之内。