1.本发明涉及建材加工设备技术领域,具体涉及一种建筑板材压制设备。
背景技术:
2.环保建筑木工板由于其环保系数高,多用于装修材料,一般分为单层板和多层板,对于使用较多的多层板通常由三层构成,并于板间填充固定木板胶最终压制而成胶合板,而目前的建筑木工胶合板在使用完成后,往往需要报废拆分,将混有混凝土等建筑材料的外层置板与相对干净的内层置板完成分类,再运输至制浆造纸等行业使用,而报废拆分阶段由于木板胶全面涂覆于板间空隙内,导致内层置板与外层置板的拆分十分困难。
技术实现要素:
3.本发明的目的在于提供一种建筑板材压制设备,以解决现有技术中导致的上述缺陷。
4.一种建筑板材压制设备,包括机架、供胶部以及压合机构,所述机架的两侧设置限位板,所述供胶部通过支撑板安装于限位板的上端,供胶部的上端安装有供料泵,机架上还设置输送带,所述压合机构安装于机架内,并用于完成胶合板内层置板的合拢装配以及胶合板内层置板与外层置板的压制。
5.优选的,所述供胶部包括安装端和出胶管,所述安装端对称设置于出胶管的两端,安装端的上端与供料泵可拆卸连接,出胶管为中空结构且下端开设有均布的出胶孔。
6.优选的,所述压合机构包括液压缸、顶撑件以及两个对称设置的限位件,所述液压缸安装于机架的底部,所述顶撑件安装于液压缸的输出端上,顶撑件的两侧对称铰接有连板一,所述连板一的另一端铰接有升降块,所述升降块滑动设置于限位板的内侧,升降块的上端铰接有连板二,所述限位件的下端铰接于连板二的另一端上,两个所述限位件的端部分别设置有相互配合的导向柱和导向槽,两个所述限位件的端部下端还开设有让位槽。
7.优选的,所述胶合板内层置板由基板和两个对称设置的侧边板拼装组成,所述基板的上下两侧开设有与供胶部相配合的弧形胶槽,且弧形胶槽两端还设置有漏胶口。
8.优选的,所述输送带设置于让位槽与顶撑件之间。
9.本发明的优点在于:通过在机架上设置供胶部和压合机构,由供料泵经供胶部向内层置板与外层置板之间填充木板胶,同时液压缸的输出端带动顶撑件上升,使得限位件带动内部的基板和两侧的侧边板完成预装配,以及带动外层置板同步上行,经限位件中部下端的开孔位置定向与内层置板完成单边压制,先后在内层置板与外层置板之间形成“工”型状态的胶层结构,以完成新型建筑胶合板的整体压制,对于拼装成型结构的建筑胶合板,在使用时保证整体结构强度,且使用过后更容易进行报废拆散。
附图说明
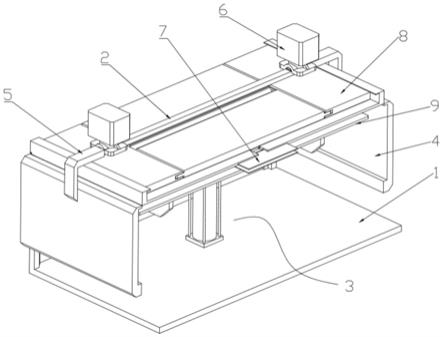
10.图1为本发明的结构示意图。
11.图2为本发明中压合机构的结构示意图。
12.图3为图2中a处的结构放大图。
13.图4为本发明所制得的新型建筑胶合板的结构爆炸示意图。
14.图5为本发明中安装端与出胶管的装配示意图。
15.其中,1
‑
机架,2
‑
供胶部,3
‑
压合机构,4
‑
限位板,5
‑
支撑板,6
‑
供料泵,7
‑
输送带,8
‑
内层置板,9
‑
外层置板,21
‑
安装端,22
‑
出胶管,23
‑
出胶孔,81
‑
弧形胶槽,82
‑
漏胶口,301
‑
液压缸,302
‑
顶撑件,303
‑
限位件,304
‑
连板一,305
‑
升降块,306
‑
连板二,307
‑
导向柱,308
‑
导向槽,309
‑
让位槽。
具体实施方式
16.为使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
17.如图1至图5所示,一种建筑板材压制设备,包括机架1、供胶部2以及压合机构3,所述机架1的两侧设置限位板4,所述供胶部2通过支撑板5安装于限位板4的上端,供胶部2的上端安装有供料泵6,机架1上还设置输送带7,所述压合机构3安装于机架1内,并用于完成胶合板内层置板8的合拢装配以及胶合板内层置板8与外层置板9的压制。
18.在本实施例中,所述供胶部2包括安装端21和出胶管22,所述安装端21对称设置于出胶管22的两端,安装端21的上端与供料泵6可拆卸连接,出胶管22为中空结构且下端开设有均布的出胶孔23,所述胶合板内层置板8由基板和两个对称设置的侧边板拼装组成,所述基板的上下两侧开设有与供胶部2相配合的弧形胶槽81,且弧形胶槽81两端还设置有漏胶口82。
19.在本实施例中,所述压合机构3包括液压缸301、顶撑件302以及两个对称设置的限位件303,所述液压缸301安装于机架1的底部,所述顶撑件302安装于液压缸301的输出端上,顶撑件302的两侧对称铰接有连板一304,所述连板一304的另一端铰接有升降块305,所述升降块305滑动设置于限位板4的内侧,升降块305的上端铰接有连板二306,所述限位件303的下端铰接于连板二306的另一端上,两个所述限位件303的端部分别设置有相互配合的导向柱307和导向槽308,两个所述限位件303的端部下端还开设有让位槽309。
20.需要说明的是,两个所述限位件303滑动设置于机架1的端部位置,且限位件303的中部内侧端为开槽设置,所述内层置板8的厚度不大于两个所述限位件303的开槽高度,且限位件303的中部下端为开孔设置,开孔大小与外层置板相匹配。
21.此外,所述输送带7设置于让位槽309与顶撑件302之间,使得内层置板能够自动供料至外层置板的正上方,以便完成精准压制。
22.工作过程及原理:本发明在使用过程中,首先通过输送带7向设备内部提供胶新型合板的内层置板,当内层置板的端部抵靠至机架1的上端部后完成限位,然后于顶撑件302的上端推入待压制的外层置板,直至外层置板的端部抵靠至机架1的中部限位处,随即同时启动供料泵6和液压缸301,供料泵6内的所存储的木板胶经出胶管22下端的多个出胶孔23流出,木板胶会在正下方的弧形胶槽81内向两侧扩散,再经两端的漏胶口82覆涂并渗透于基板的两侧装配端及下端面,同时液压缸301的输出端带动顶撑件302上升,经顶撑件302两侧的连板一304带动升降块305在限位板4的内侧壁上移,经连板二306带动两个对称设置的
限位件303相向平移,在限位件303端部设置的导向柱307和导向槽308的导向作用下,限位件303带动内部的基板和两侧的侧边板完成预装配,且在装配位置及下端面均涂覆木板胶的前提下,液压缸301的输出端上升的同时还带动外层置板9同步上行,经限位件303中部下端的开孔位置定向与内层置板8完成单边压制,先在内层置板与外层置板之间形成“t”型状态的胶层结构,压制结束后在输送带7的带动下,将单边压制完成的建筑胶合板送出,反向翻转后再对另一侧进行单边压制,在内层置板与外层置板之间形成“工”型状态的胶层结构,最后完成建筑胶合板的整体压制;
23.而建筑胶合板使用完成后的报废结构件进行拆除时,只需破除两侧无胶结构的外层置板即可,对于拼装成型的内层置板只需施加纵向压力,即可将两侧的侧边板与中间基板完成报废拆散。
24.基于上述,本发明通过在机架1上设置供胶部2和压合机构3,由供料泵6经供胶部2向内层置板与外层置板之间填充木板胶,同时液压缸301的输出端带动顶撑件302上升,使得限位件303带动内部的基板和两侧的侧边板完成预装配,以及带动外层置板9同步上行,经限位件303中部下端的开孔位置定向与内层置板8完成单边压制,先后在内层置板与外层置板之间形成“工”型状态的胶层结构,以完成新型建筑胶合板的整体压制,对于拼装成型结构的建筑胶合板,在使用时保证整体结构强度,且使用过后更容易进行报废拆散。
25.由技术常识可知,本发明可以通过其它的不脱离其精神实质或必要特征的实施方案来实现。因此,上述公开的实施方案,就各方面而言,都只是举例说明,并不是仅有的。所有在本发明范围内或在等同于本发明的范围内的改变均被本发明包含。