1.本发明涉及一种用于在人造板的制造过程中在进入压机之前预热压制材料垫的方法,压制材料垫通过双带预热装置,该双带预热装置具有上部的连续循环的透气的传送带和下部的连续循环的透气的传送带;压制材料垫在双带预热装置中被至少一个蒸汽供应装置施加蒸汽或蒸汽
‑
空气混合物并且由此被加热。
2.本发明还涉及一种用于加热压制材料垫的双带预热装置以及一种用于制造人造板的设备。
背景技术:
3.待加热的压制材料垫(也简称为“垫”)优选是用于制造人造板的压制材料垫。但原则上其它压制材料垫或材料幅材的加热也包括在内。用于制造人造板的压制材料垫通常由屑或纤维、尤其是木屑或木纤维、优选施胶的木屑或木纤维形成,其例如在散布带式传送机或类似设备上被散布成压制材料垫。由此产生连续的压制材料垫和因此产生压制材料垫连续幅(pressgutmattenstrang),其通过双带预热装置以进行加热并且随后在压机中、例如在连续运行的双带压机中在使用压力和热量的情况下被压制成板或板连续幅。为了优化压制过程,压制材料垫或压制材料在预热装置中被预热。
4.在人造板的制造过程中,早已在实践中以各种实施方式实现垫预热。因此,例如已知如下的双带预热装置,在其中借助蒸汽供应装置用蒸汽、如温度在100℃和130℃之间的饱和蒸汽加热压制材料垫,蒸汽直接在压机进口前被喷入垫表面,从而直接加热覆盖层。在此蒸汽可在上方和下方被喷入垫中。构造为筛带的循环传送带在蒸汽喷射过程中在上方和下方固定垫表面。
5.作为替代方案,在双带预热装置中通过交替向垫表面施加蒸汽
‑
空气混合物来实现预热,在此混合物对垫的穿透通过与施加侧相对置的抽吸或负压来辅助。
6.此外,在实践中补充地有可能额外地在预热后和进入连续运行的压机之前对垫进行排气,更确切地说通过单独的预压机或通过集成到预热装置中的再压缩机(压实机)进行排气。压实机通过多个辊将空气排挤出垫,从而能够以更高的密度到达连续压机的进口并减少爆裂的风险。这使得能够以更高的进给速度运行。
7.例如从de 19701596 c2中已知一种用于预热由施胶的压制材料制成的压制材料垫的方法和设备。在此压制材料垫在预热设备中经受流动处理,在其中由空气和水蒸汽组成的、具有设定露点和设定露点差且温度低于100℃的经调温的流体穿流压制材料垫。
8.关于可生物降解的绝缘板的制造已知用蒸汽
‑
空气混合物处理散料垫(参见de 19635410 a1)。在此首先将垫或无纺布压实到希望的板厚,然后在加热区中在10到20秒的时间段内将蒸汽
‑
空气混合物引入压实的无纺布中,更确切地说在避免粘合剂预时效硬化的情况下引入。为了时效硬化和干燥,在进一步的处理步骤中,将热空气流引导穿过压实的无纺布。因此,在这方面已知的设备不用于预热垫,以便在单独的压机中进行后续压制,而是在双带压机中通过蒸汽
‑
空气混合物进行预热以及通过热空气对垫进行时效硬化和干
燥。
9.此外,从ep 2213432 a1和ep 2588286 b1中已知用于在人造板的制造过程中预热压制材料垫的方法和装置。
10.在连续运行的人造板压机前对垫进行预热已在实践中证明是适合的。在此特别重要的是连续循环的传送带,其优选构造为筛带并且蒸汽或蒸汽
‑
空气混合物经由其被喷入垫中。由于筛带在回程中经历一定的冷却并且在蒸汽喷射区域中再次被加热到工艺温度并因此加热到露点,因此蒸汽在每次循环中都会在筛带上凝结。在此筛带中的湿气不断增加,直到在每次循环中从带去除的湿气与供应到该带的湿气一样多。因此,在不利的边界条件下(例如由于天气条件或季节),大量的冷凝液会聚集在带中,从而形成冷凝液滴,这些冷凝液滴如此之大,以至于它们到达产品表面(即压制材料垫)并且在那里导致最终产品(即人造板)的表面出现污渍。因此,需要避免冷凝液在产品表面造成的污渍。
11.由于这些问题与借助蒸汽或蒸汽
‑
空气混合物进行预热的原理直接相关,因此也提出用于预热压制材料垫的替代方法,例如借助微波进行预热(参见例如de 102016110808 a1)。但尽管如此,仍然对通过施加蒸汽或蒸汽
‑
空气混合物的原则上有利且经济的垫预热相当感兴趣。
技术实现要素:
12.以此为出发点,本发明所基于的技术任务是提供一种用于预热压制材料垫的方法和装置,其一方面利用蒸汽预热或蒸汽
‑
空气混合物预热的优点,另一方面避免或至少大大减少实践中观察到的在产品表面上的冷凝液污渍问题。
13.为了解决所述任务,本发明在同类型的用于尤其是在人造板的制造过程中在进入压机之前预热压制材料垫的方法中提出下述教导:在双带预热装置中在蒸汽预热之后借助沿传送方向设置在(相应)蒸汽供应装置下游的干燥装置向所述传送带(或至少一个传送带)施加热空气,更确切地说优选如下施加,即:通过蒸汽预热在所述传送带上已凝结或正在凝结的湿气被沿传送带流动的热空气吸收并与热空气一起排出。传送带优选构造为筛带。
14.因此,根据本发明以原则上已知的方式通过在双带预热装置中施加蒸汽或作为替代方案施加蒸汽
‑
空气混合物来预热垫。但随后立即借助热空气对带进行干燥,热空气从筛带中吸收湿气,从而能够可靠地避免产品在表面中出现冷凝液污渍的问题。在此本发明基于如下认识,即:能够在施加蒸汽之后立即并且因此也在传送带(尤其是筛带)的进程中——在其中垫被保持在各带之间——借助热空气对传送带进行简单且有效的干燥。为此使用热空气,其基于其性质能够从筛带中吸收湿气,即优选使用具有高温和低相对空气湿度的热空气。
15.优选地,使用温度超过110℃、优选超过120℃、例如超过130℃的热空气。这种热空气不仅对筛带的湿气具有很强的吸收能力,而且还防止筛带在干燥过程中冷却到100℃以下的温度,这将违背垫的预热原理。
16.为了借助热空气无可指摘地干燥筛带,需要使用具有低相对空气湿度的热空气。在这方面,本发明提出热空气优选具有最大10%、优选最大5%、特别优选最大2%的相对空气湿度。这些值涉及与传送带接触前的热空气并且可根据需要例如在空气入口的区域中进
行测量,例如在其口部之前不久或之后不久进行测量。
17.在实践中,通过例如从生产车间提取环境空气可非常简单且经济地提供适合用于干燥传送带的热空气,该环境空气通常具有约10℃至约50℃的温度并且(在大气压下)在所述温度下可能具有较高的相对空气湿度。通过将这种空气(例如借助蒸汽
‑
空气热交换器)加热到超过110℃、例如超过120℃、特别优选超过130℃的希望温度,干燥空气的相对空气湿度下降。为了达到希望的非常低的相对空气湿度值,可设置附加的空气干燥。空气通过加热(并且可选地通过干燥)具有非常高的干燥潜力。
18.总的来说,在连续运行的双带预热装置的传送带的进程区域中借助(干燥的)热空气干燥筛带是特别重要的。在此热空气仅用于干燥筛带并且不用于处理产品并且因此不用于处理压制材料垫,因为压制材料垫的预热仅通过在此之前被引入到压制材料垫中的蒸汽或蒸汽
‑
空气混合物进行。热空气因此没有被吹入产品中或被吸过产品,而是如下向传送带施加热空气,即:热空气仅沿传送带流动并且基于通过其本身的低相对空气湿度而存在的高吸收能力吸收附着在传送带上的湿气,而不会穿透压制材料垫并且不会影响通过预热的垫温度。为此干燥装置例如可具有用于加热上部的传送带的上部的热空气通道和用于加热下部的传送带的下部的热空气通道,每个热空气通道分别具有在一个通道端部处(或在其附近)的空气入口和在通道的相对置端部处(或在其附近)的空气出口,从而每个热空气通道形成一条用于将热空气施加到相应传送带的热空气路径。因此,热空气不是从垫的一侧被吹入且再从垫的另一侧被吸走,而是分别在垫的同一侧供应和排出热空气,从而热空气在热空气通道内仅沿传送带流动,而不渗入产品中。为此适宜的是,热空气在低压或超压下被引导通过相应的热空气通道,该压力低于10毫巴、优选低于5毫巴。优选地,以非常低的热空气流速工作,该流速涉及平行于(或反向平行于)传送方向定向的热空气传播方向,也就是说,热空气基本上平行于(或反向平行于)传送带沿传送带流动,更确切地说优选以低于5m/s、特别优选以低于3m/s的流速流动。总的来说,选择热通道的几何形状和运行方式,其导致相对低的流速并因此导致热空气与传送带的相对长的相互作用持续时间。因此,热空气与传送带之间的相互作用持续时间或接触时间为至少2秒、优选为至少3秒、例如3至5秒。热空气可在长度为至少1米、优选为至少2米的热空气路径上沿传送带流动。为此上述的上部的热空气通道和/或下部的热空气通道沿传送方向的长度可以是至少1米、优选是至少2米、特别优选是至少3米。
19.此外,已证明有利的是,所述热空气在与传送方向相反的流动(主)方向上沿传送带引导。这意味着,空气入口设置在通道后端部的区域中并且空气出口设置在通道前端部的区域中,更确切地说相对于压制材料垫的传送方向。因此,传送带和热空气优选在逆流中彼此接触。
20.所述方法优选可借助一种双带预热装置进行,其包括上部的连续循环的透气的传送带和下部的连续循环的透气的传送带,在上部的传送带和下部的传动带之间形成处理间隙,垫可沿传送方向(借助受驱动的传送带)被引导通过该处理间隙。此外,双带预热装置包括(设置在入口和出口之间的)蒸汽供应装置,借助其,垫可在处理间隙内在入口和出口之间被施加蒸汽或蒸汽
‑
空气混合物并由此可被加热。根据本发明,该双带预热装置具有沿传送方向设置在蒸汽供应装置下游的干燥装置,但该干燥装置也设置在传送带的进程中并且因此设置在入口和出口之间,即干燥装置设置在蒸汽供应装置与双带预热装置的出口之
间。借助该干燥装置优选可如下向传送带施加热空气,即:通过蒸汽预热在所述传送带上凝结的湿气被沿传送带流动的热空气吸收并与热空气一起排出。传送带构造为透气的并且优选构造为透空气以及透水蒸汽的传送带、如构造为筛带。
21.特别优选地,为垫设置如下的蒸汽供应装置,在其中蒸汽从上方和下方同时被压入垫中,因此在上部的传送带上方和下部的传送带下方分别设置至少一个蒸汽供应装置。优选在这些蒸汽供应装置下游设置用于传送带的相应的干燥装置。
22.但原则上可能的是,蒸汽供应装置仅配置给一个传送带,因此干燥装置也仅配置给该传送带。最后,原则上也存在如下可能性,即:沿传送方向首先在一条传送带上设置蒸汽供应装置并且在下游设置干燥装置,并且在传送方向上才在其之后在另一条传送带上设置另一蒸汽供应装置,然后在其下游再次为该传送带设置干燥装置。
23.如结合根据本发明的方法已经提到的那样,干燥装置可具有用于加热上部的传送带的上部的热空气通道和用于加热下部的传送带的下部的热空气通道,每个热空气通道分别具有(在一个通道端部处的)空气入口和(在相对置的通道端部处的)空气出口。在结构方面,上部的热空气通道和下部的热空气通道优选设计为,使得热空气以相对低的流速穿流通道并且因此与筛带具有较长的相互作用持续时间并且同时在热通道内实现毫无指摘的吸湿以及空气与湿气的混合。
24.热空气通道优选具有(基本上)在传送带的整个宽度上或超过该宽度延伸的宽度。热空气通道的沿传送方向的长度以已经描述的方式选择为,使得确保热空气与传送带之间相对长的相互作用持续时间。此外,可选地适宜的是,热空气通道的高度也选择得相对较大,以便能够在大量空气和空气充分混合的情况下工作,因此吸收湿气的热空气不会在整个传送路径上停留在紧邻传送带的附近,而是会与其上方或其下方的空气充分混合以提高吸湿性。
25.基于这些考虑,可选地建议:每个热空气通道分别具有多个减小穿流横截面的阻挡元件、如分隔壁,所述阻挡元件在传送带的区域中形成穿流开口。热空气因此从入口通过相应的阻挡物或狭窄位置到出口穿流热空气通道,这些阻挡物或狭窄位置一方面使热空气在狭窄位置处和由此形成的穿流开口处到达传送带的区域中并且另一方面在狭窄位置处确保提高传送带附近的速度。这会在阻挡物处导致在相应随后的通道区中产生随后的湍流并且因此导致热空气的强烈充分混合,从而使从传送带提取的湿气很好地分布到通道内或相应通道区内的整个空气量上。从筛带旁流过的空气的干燥潜力因此在整个相互作用路径上都保持很高,从而确保高度干燥。
26.根据本发明的另一建议,压制材料垫不仅在双带预热装置中被预热,而且也被压实,更确切地说其目的是在随后的压制过程之前对垫进行排气。这种压实装置在双带预热装置内的使用原则上从现有技术中已知,但根据本发明它被集成到要求保护的双带预热装置中,更确切地说沿传送方向设置在干燥装置下游。因此,在蒸汽预热和随后的筛带干燥之后,进行再压实,以使压制材料垫排气。在结构上,这通过压实装置实现,该压实装置例如可构造为辊装置并且可具有上压实辊和下压实辊。所述上压实辊和/或下压实辊可被至少一个适合的力装置(kraftmittel)、如至少一个压力缸(presszylinder)(优选液压缸)或被多个力装置/压力缸加载。压实辊集成在传送带的进程中,即这些压实辊从两侧作用于传送带。因此,压制材料在中间连接有传送带的情况下被压实辊以压力加载。
27.可选地,尚在对垫施加蒸汽之前,可借助分别设置在蒸汽供应装置上游的带加热装置预热传送带。这种带状加热装置例如设置在传送带的回程中,优选直接设置在回程过渡到进程的过渡处之前并且因此直接设置在双带预热装置的入口之前。带加热例如可通过施加热空气来完成。
28.此外,在本发明的范围中,从入口延伸到出口并且因此在其中引导压制材料垫的传送带区域被称为进程并且连接在其后的从出口开始直到入口的传送带区域形成传送带的回程,其然后又在入口处过渡到进程中。
29.此外,在优选的扩展方案中,设置借助带清洁装置对传送带的清洁,在此优选为每个传送带配置单独的带清洁装置。该带清洁装置优选设置在相应传送带的回程中,例如直接设置在双带预热装置的出口之后。因此,在压制材料垫的出口之后,通过去除附着的压制材料颗粒、如木纤维或木屑来清洁传送带。这种清洁装置可具有至少一个清洁刷。可选或补充地,清洁装置可借助(温热的)清洁空气工作,即施加空气以进行清洁。为此,通常为清洁空气设置附加的抽吸装置,从而通过抽吸装置吸走借助清洁空气和/或清洁刷从传送带上去除的颗粒。特别重要的是,通过根据本发明对筛带的(事先)干燥优化了清洁的事实。一方面,由于筛带湿度较低,从一开始就避免了纤维附着。另一方面,由于湿度较低,在清洁过程中可更容易地去除附着的颗粒。总的来说,这有助于预热设备的无干扰运行。
30.根据本发明,所描述的双带预热装置及其用于预热压制材料垫的运行是重点。但本发明还涉及一种用于制造人造板的设备,其具有至少一个用于形成压制材料垫的散布装置、所述类型的双带预热装置以及用于压制经预热的压制材料垫的压机。该压机——其优选构造为连续运行的双带压机——因此优选设置在根据本发明的双带预热装置下游。双带预热装置因此不用于制造成品,而仅用于在制造过程内预热压制材料垫,即随后在单独的压机中在使用压力和热量的情况下将经预热的压制材料垫压制成成品。
31.设置在预热装置下游的压机优选构造为双带压机,并且例如具有上加热板和下加热板以及在压机上部中和在压机下部中具有连续循环的压带、如钢压带,这些压带例如在中间连接有滚动体单元(如滚柱)的情况下支撑在加热板或压板处。加热板之一或两个加热板被支撑在压机机架上(如压机框架上)的压力缸加载。因此,根据本发明的预热装置可集成到传统的制造过程中并且与已知的双带压机组合。
附图说明
32.下面参照仅示出一种实施例的附图详细阐述本发明。附图如下:
33.图1以简化图示出用于制造人造板的设备的局部;
34.图2以拆开的透视图示出根据图1的设备的根据本发明的双带预热装置;并且
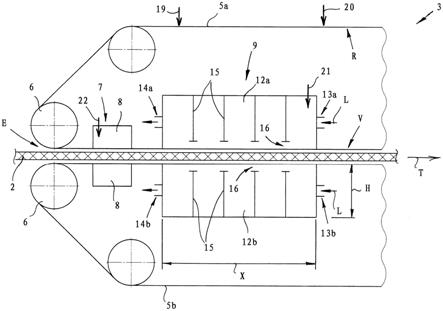
35.图3(局部)示出根据图1的双带预热装置的示意性简化的侧视图。
具体实施方式
36.图1简化示出连续运行中的用于制造人造板的设备。首先,借助仅示意示出的散布装置1将待压制的散料(如木纤维或木屑)散布到带式传送机上以形成散料垫或压制材料垫2。以这种方式制造的散料垫在双带预热装置3中进行预处理并且随后在连续运行的压机4中在使用压力和热量的情况下被压制成板或板状连续幅,如刨花板或纤维板。压机4优选构
造为双带压机,其具有上加热板和下加热板以及在压机上部中和在压机下部中具有连续循环的压带(如钢压带),这些压带在中间连接有滚动体单元(如滚柱)的情况下支撑在压板(加热板)上。加热板之一或两个加热板被支撑在压机机架上(如压机框架上)的压力缸加载。
37.为了优化压机4内的压制过程,根据本发明,借助图1中仅示意示出的预热装置3对压制材料垫1进行预热。在预热装置3中借助蒸汽或蒸汽
‑
空气混合物预热压制材料垫2,该蒸汽
‑
空气混合物被喷入到压制材料垫2中和/或被吸过压制材料垫2。
38.双带预热装置3在图2和3中示出。它具有上部的连续循环的透气的传送带5a和下部的连续循环的透气的传送带5b。在该实施例中,传送带5a、5b构造为筛带5a、5b。传送带或筛带5a、5b分别围绕多个滚柱或辊6被引导,其中至少一个辊构造为用于上部和下部的驱动辊。在传送带5a、5b之间形成处理间隙,垫2沿传送方向t从入口e通过该处理间隙被引导到出口a。传送带5a、5b的从入口e延伸到出口a并且因此在其中引导压制材料垫2的区域被称为进程v并且连接在其后的从出口a开始到入口e的区域形成回程r,其然后又在入口e处过渡到进程v中。
39.双带预热装置3直接在入口e之后具有蒸汽供应装置7,该蒸汽供应装置具有上蒸汽供应箱8和下蒸汽供应箱8,通过它们,垫2在处理间隙内被施加蒸汽或作为替代方案被施加蒸汽
‑
空气混合物并由此被加热。可能的是,在带的上侧和带的下侧分别设置一个蒸汽喷射箱8,从而从两侧将蒸汽压入垫中。但作为替代方案,也可从一侧向垫施加蒸汽并且从另一侧吸走蒸汽。细节未示出。
40.根据本发明,预热装置3具有附加的干燥装置9,该干燥装置也集成到双带预热装置3中并且沿传送方向t设置在蒸汽供应装置7的下游。该干燥装置9不用于处理压制材料垫2,而是仅用于干燥传送带和因此干燥筛带5a、5b。这是因为可通过干燥装置9向筛带5a、5b施加热空气,使得通过蒸汽预热在传送带5a、5b上凝结的湿气被沿着传送带流动的热空气l吸收并与热空气l一起排出。干燥装置9因此也设置在传送带5a、5b的进程中并且因此在入口和出口之间设置在压制材料垫的区域中。在此干燥装置9具有上部的热空气通道12a和下部的热空气通道12b,每个热空气通道分别具有在一个通道端部处的空气入口13a、13b和在相对置的通道端部处的空气出口14a、14b。通过热空气通道12a、12b,例如温度为130℃、相对空气湿度最大为5%、优选最大为2%的热空气l从筛带5a、5b旁经过,更确切地说这种热空气仅沿筛带5a、5b流动,以达到干燥的目的,而不渗入压制材料垫中。为此,干燥装置的结构和运行方式设计为,使得热空气l以相对低的流速沿传送带5a、5b运动,在大致平行于传送方向t定向的流动主方向上的流速优选小于3m/s。
41.由此实现热空气l与传送带5a、5b之间的相对长的、用于吸收湿气的接触时间和因此的相互作用时间,该接触时间例如可以是3秒到5秒。由上部的热空气通道12a和下部的热空气通道12b的长度x定义的热空气路径的长度x在此相对大,因此在考虑所述流速的情况下实现相应大的相互作用时间。
42.此外,在附图中可以看出,每个热空气通道12a或12b分别具有多个阻挡元件、如分隔壁15,它们减小穿流横截面并因此横向于流动方向定向。在传送带5a、5b的区域中,这些阻挡元件或分隔壁15中断,从而在紧邻传送带5a、5b的附近形成穿流开口16。由此,一方面实现热空气l可靠地直接沿传送带5a、5b被引导。此外,在狭窄位置或穿流开口16的区域中
出现增加的速度和因此出现湍流,这导致空气在通道高度上的良好充分混合。这是因为尽管主要涉及将热空气直接施加到传送带上,但通道12a、12b具有相对大的高度h,从而可提供足够的空气用于充分混合并且因此用于将湿气无可指摘地从传送带排走。通过具有阻挡元件15和穿流开口16的结构实现了改善的充分混合并且因此改善了干燥效果。此外,通道12a、12b设计为,使得热空气当然可与传送带高度接触。为此,壳体状或箱状通道12a、12b被构造成在其朝向传送带并且因此朝向垫的侧面上具有开口或整体构造成开放的。因此,直接邻接相应筛带5a、5b的通道壁优选设有大量开口。其例如可构造为栅格板或配备有栅格板。细节未在附图中示出。
43.热空气l优选作为环境空气被供应或从环境空气中提取,例如从压机设备所在的生产车间中提取。这种环境空气在大气压下通常具有10℃至50℃的温度。环境空气例如通过未示出的蒸汽
‑
空气热交换器被加热到希望的、例如130℃的温度并且由此相对空气湿度非常显著地降低到规定值,因此热空气具有出色的吸湿能力。热空气通过适合的装置被引导并在低于5毫巴的相对低的压力下经由空气入口13a或13b被供应到相应通道12a、12b中并在相对置的通道端部处经由出口14a、14b排出。在所示实施例中,热空气在与传送带的传送方向t相反的流动主方向上沿传送带流动,即空气在逆流中被施加。始终特别重要的是,不将热空气压入垫中,而是将热空气的供应和热空气的相应排出设置在垫2的同一侧,从而热空气沿传送带流动。
44.此外,附图示出双带预热装置3在一种优选实施方式中附加地配备有压实装置10,该压实装置设置在干燥装置9的下游,但也集成到双带预热装置3中。借助该压实装置10(在进程中)压实垫,以便从垫中排挤出空气,从而优化压机4中的后续压制过程并降低爆裂的风险。以此方式提高设备的进给速度并因此实现更大的经济效益。压实装置10具有上压实辊11和下压实辊11,所述压实辊11在中间连接有相应筛带5a、5b的情况下作用到压制材料垫2上。压实辊11之一、如上压实辊11可为此配备有适合的力装置、如一个或多个压力缸19。
45.预热装置3附加地配备有带清洁装置18,借助其,在出口a之后清洁传送带5a、5b。这种带清洁装置18例如可配备有空气供应装置和/或刷子和/或抽吸装置。细节未示出。在施加空气的带清洁的情况下,回程r中的这种空气施加应与干燥过程中和因此进程v中的热空气施加区分开。
46.此外,在双带预热装置3中设有传送带5a、5b的附加的带加热装置17,更确切地说在传送带的回程r中在装置的入口e前方,也就是说,传送带5a、5b在与压制材料垫2接触之前并且因此也在被施加蒸汽之前被预热,例如通过施加热空气,以使传送带上凝结的蒸汽量从一开始就保持较低。
47.此外,在设备中或在双带预热装置中可设置适合的装置用来检测、监测、控制和/或调节重要参数,如温度、压力或湿度。在图3中示例性示出一些传感器。因此,可借助温度传感器19优选在回程r中测量相应传送带5a或5b的温度。此外,可借助传感器20例如在回程r中测量传送带5a或5b的湿度。在蒸汽供应装置7中可集成至少一个温度传感器和/或至少一个压力传感器,它们在图3中仅以附图标记22表示。此外,可设置一个或多个用于监测热空气温度的温度传感器21,借助其尤其是可在空气入口13a或13b的区域中测量热空气的温度。在图3中仅示例性在双带预热装置3的上部中示出传感器。当然,在下部中可以同样的方式设置相应的传感器。