1.本实用新型涉及建材领域,尤其涉及一种蛇形竹板以及其加工装置。
背景技术:
2.随着绿色、节能环保、可持续发展目标的提出,可再生资源的合理利用逐渐成为焦点。在欧洲和北美等地区的国家,木结构别墅非常普遍。而我国是一个森林面积相对较少的国家,且由于以前大面积毁灭性的砍伐,木材资源处于相对匮乏的状态。即便是人工造林,由于林木成才周期长,原木来源又极为有限,不可能大量建造木结构建筑物。但我国竹材资源丰富,无论是种植量、面积还是蓄积量,均位于世界前列。因此,竹材正好可以满足这一需求。
3.用竹子建造建筑物由来已久,但并未广泛建造应用。一方面,归因于原竹的几何不规则形;另一方面,归因于竹材的易燃性。新型加工工艺(类似于加工层胶合木材的方法),打破传统竹材的造型限制,生产出一种新型的竹材复合材料——竹胶合板,使得竹材成为能广泛引用与建筑结构中的结构用绿色材料。
4.随着大量竹板的使用,人们审美水平不断提高,对于装饰的造型也越来越复杂。蛇形竹板就是其中一种款式,其造型较为复杂,多用于墙面板。但是,由于客户需求不同,会导致蛇形竹板的外形尺寸也各不相同,外观尺寸也会有所变化。每个项目中多余的蛇形竹板,由于外形尺寸不同,无法应用在其他项目中。
5.此外,现有的蛇形竹板由于尺寸有差异,没有通用性,导致加工的时候,都需要重新开模,导致制造成本较高。
6.因此,本领域的技术人员致力于开发一种蛇形竹板,具有统一的外形尺寸,具有通用性;还开发了一种加工该蛇形竹板的装置,能够通过一次加工过程即可完成一个蛇形竹板产品,加工方便简单,降低了制造成本。
技术实现要素:
7.有鉴于现有技术的上述缺陷,本实用新型所要解决的技术问题是如何提供一种蛇形竹板,具有统一的外形尺寸,使其具有通用性,以及如何加工该蛇形竹板。
8.为实现上述目的,本实用新型提供了一种蛇形竹板,所述蛇形竹板由竹材制成,所述蛇形竹板包括:
9.主体,其为长条形板状结构,并具有沿其长度方向设置的相对的第一侧和第二侧;
10.多个第一凹槽,所述多个第一凹槽依次间隔设置在所述第一侧;所述多个第一凹槽中的每一个的开口位于该凹槽所在侧的侧边上且该凹槽沿所述主体的宽度方向贯穿所述主体的部分;所述多个第一凹槽中的每一个沿所述主体的厚度方向贯穿所述主体;且相邻的所述第一凹槽之间的距离相等;所述多个第一凹槽具有相同的尺寸;
11.多个第二凹槽,所述多个第二凹槽依次间隔设置在所述第二侧;所述多个第二凹槽中的每一个的开口位于该凹槽所在侧的侧边上且该凹槽沿所述主体的宽度方向贯穿所
述主体的部分;所述多个第二凹槽中的每一个沿所述主体的厚度方向贯穿所述主体;且相邻的所述二凹槽之间的距离相等;所述多个第二凹槽具有相同的尺寸。
12.在一些实施例中,可选地,所述多个第一凹槽中的每一个以及所述多个第二凹槽中的每一个均为u形凹槽,所述u形凹槽内距离其开口最远的点为所述u形凹槽的顶点。
13.在一些实施例中,可选地,所述多个第一凹槽和所述多个第二凹槽呈交错布置。
14.在一些实施例中,可选地,所述第一凹槽和所述第二凹槽的尺寸相同。
15.在一些实施例中,可选地,所述第一凹槽和所述第二凹槽的凹槽深度为10mm,所述第一凹槽和所述第二凹槽的凹槽宽度为7mm;所述相邻的所述第一凹槽之间的距离以及所述相邻的所述第二凹槽之间的距离均为16mm。
16.在一些实施例中,可选地,所述多个第一凹槽的每一个的顶点和所述多个第二凹槽的每一个的顶点均位于同一直线上。
17.在一些实施例中,可选地,所述同一直线为所述主体的沿其长度方向的中线。
18.在一些实施例中,可选地,所述多个第一凹槽的每一个与相邻的所述第二凹槽之间的部分的最小厚度为8.24mm。
19.在一些实施例中,可选地,所述蛇形竹板被配置为可以与另一蛇形竹板互相拼接。
20.本实用新型还提供了一种制造如上所述的蛇形竹板的加工装置,包括:
21.加工区域,用于放置待加工的毛料;
22.压刨刀轴,设置在所述加工区域的第一侧;
23.平刨刀轴,设置在所述加工区域上与所述第一侧相对的第二侧;
24.所述压刨刀轴和所述平刨刀轴被配置为用于加工所述毛料,以形成所述蛇形竹板的第一凹槽和第二凹槽;
25.第一进给辊,设置在所述加工区域的所述第一侧;
26.第二进给辊,设置在所述加工区域的所述第二侧;
27.压进辊,设置在所述加工区域的所述第一侧;
28.所述第一进给辊、所述第二进给辊、所述压进辊被配置为用于进给所述毛料以及定位所述毛料;
29.第一立刀轴和第二立刀轴,垂直所述压刨刀轴,被配置为用于分别平整所述第一凹槽和所述第二凹槽的侧壁。
30.本实用新型提供的蛇形竹板,具有统一的外形尺寸,凹槽的尺寸相同,具有很好的通用性。此外,增加了第一凹槽与第二凹槽之间的部分的厚度,使得本实用新型改进后的蛇形竹板相较于其他蛇形竹板,其强度增强了1.3倍左右。另外,本实用新型提供的加工装置,能够通过一次加工过程即可完成蛇形竹板的生产,简化了加工工艺,降低了制造成本。
31.以下将结合附图对本实用新型的构思、具体结构及产生的技术效果作进一步说明,以充分地了解本实用新型的目的、特征和效果。
附图说明
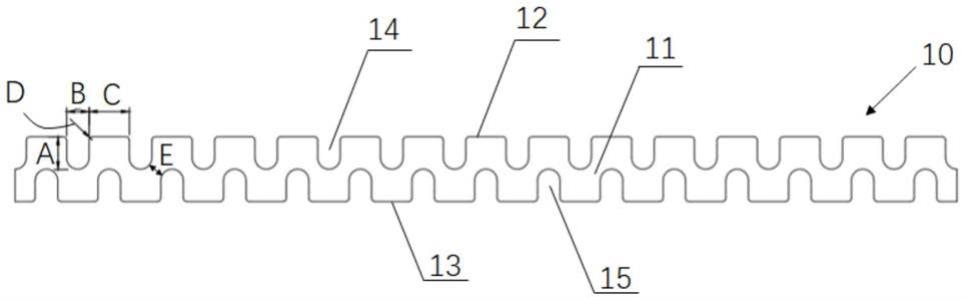
32.图1是本实用新型的一个较佳实施例的蛇形竹板的结构示意图;
33.图2是本实用新型的用于加工蛇形竹板的加工装置的示意图;
34.图3是图2的俯视图。
35.其中,10
‑
蛇形竹板,11
‑
主体11,12
‑
第一侧,13
‑
第二侧,14
‑
第一凹槽,15
‑
第二凹槽,20
‑
加工区域,21
‑
压刨刀轴,22
‑
平刨刀轴,23
‑
第一进给辊,24
‑
第二进给辊,25
‑
压进辊,26
‑
第一立刀轴,27
‑
第二立刀轴,30
‑
毛料。
具体实施方式
36.以下参考说明书附图介绍本实用新型的多个优选实施例,使其技术内容更加清楚和便于理解。本实用新型可以通过许多不同形式的实施例来得以体现,本实用新型的保护范围并非仅限于文中提到的实施例。
37.在附图中,结构相同的部件以相同数字标号表示,各处结构或功能相似的组件以相似数字标号表示。附图所示的每一组件的尺寸和厚度是任意示出的,本实用新型并没有限定每个组件的尺寸和厚度。为了使图示更清晰,附图中有些地方适当夸大了部件的厚度。
38.如图1所示,本实用新型提供的一种蛇形竹板10,通过将竹材进行胶合后加工而成。该蛇形竹板10包括主体11以及多个第一凹槽14和多个第二凹槽15。主体11是一个长条形的板状结构,具有沿其长度方向的第一侧12和第二侧13。第一侧12和第二侧13是相对的。
39.在第一侧12上设置有多个第一凹槽14。多个第一凹槽14沿第一侧12依次间隔设置,且相邻的第一凹槽14之间的距离相同。第一凹槽14的开口位于第一侧12的侧壁表面,第一凹槽14贯穿蛇形竹板10的厚度方向(即垂直于纸面的方向)。第一凹槽14是通过将主体11上从第一侧12往主体11延伸的部分去除后形成的,即第一凹槽14沿着主体11往第二侧13的方向(沿着主体11的宽度方向)延伸,但是仅延伸进入主体11的部分,而没有贯穿整个主体11,即第一凹槽14沿着主体11的宽度方向贯穿主体11的部分。多个第一凹槽14具有统一的尺寸。
40.类似地,在第二侧13上设置有多个第二凹槽15。多个第二凹槽15沿第二侧13依次间隔设置,且相邻的第二凹槽15之间的距离相同。第二凹槽15的开口位于第二侧13的侧壁表面,第二凹槽15贯穿蛇形竹板10的厚度方向(即垂直于纸面的方向)。第二凹槽15是通过将主体11上从第二侧13往主体11延伸的部分去除后形成的,即第二凹槽15沿着主体11往第一侧12的方向(沿着主体11的宽度方向)延伸,但是仅延伸进入主体11的部分,而没有贯穿整个主体11,即第二凹槽15沿着主体11的宽度方向贯穿主体11的部分。多个第二凹槽15具有统一的尺寸。
41.在一些实施方式中,第一凹槽14和第二凹槽15的尺寸可以设置为相同的。应当理解,第一凹槽14和第二凹槽15的尺寸也可以是不相同的。
42.在一些实施方式中,第一凹槽14和第二凹槽15均为u形凹槽,该u形凹槽的开口设置在相应侧的表面上,u形凹槽的底部是弧形的,较佳地,为半圆形。将u形凹槽的底部上距离开口距离最远的点定义为顶点。第一凹槽14和第二凹槽15的凹槽深度即为其顶点距离其开口的距离。
43.在一些实施方式中,位于第一侧12的多个第一凹槽14与位于第二侧13的多个第二凹槽15彼此交错布置,即一个第二凹槽15位于相邻的两个第一凹槽14之间,一个第一凹槽14位于相邻的两个第二凹槽15之间。
44.在一些实施方式中,第一凹槽14和第二凹槽15的顶点位于同一条直线上,也就是说,第一凹槽14的凹槽深度加上第二凹槽15的凹槽深度大致上等于主体11的宽度。应当理
解,也可以根据实际需求,将第一凹槽14的顶点和第二凹槽15的顶点设置在不同的直线上。还应当理解,如果第一凹槽14的凹槽深度和第二凹槽15的凹槽深度相等,则该直线为主体11沿长度方向的中线。如果第一凹槽14的凹槽深度和第二凹槽15的深度不相等,则该直线为平行于该中线的直线。
45.在一些实施方式中,可以将第一凹槽14和第二凹槽15的尺寸设置为相同的。此时,第一凹槽14的凹槽深度和第二凹槽15的凹槽深度是相同的。将凹槽深度定义为a,凹槽宽度定义为b,相邻凹槽之间的距离定义为c。较佳地,a=8mm,b=7mm,c=16mm。凹槽的开口与对应侧的侧壁交界处可以设置为圆角,圆角的半径d较佳地设置为1mm。
46.当第一凹槽14与第二凹槽15交错布置时,一个第一凹槽14和相邻的一个第二凹槽15之间的部分具有一定的厚度,为了保证蛇形竹板10的强度,该部分的厚度的最小值e可以优选地设置为8.24mm。
47.蛇形竹板10沿长度方向具有两个端部。当第一凹槽14或第二凹槽15依次间隔布置,排列到该端部时,则该第一凹槽14或第二凹槽15在端部处不能设置为一个完整的凹槽形状。此时,可以通过合理的设置主体11的长度,使得排列至端部的第一凹槽14或第二凹槽15有一半的凹槽在端部,如图1所示,在端部处也形成一个凹陷区域,该凹陷区域仅有一个位于端部的侧壁以及部分弧形的底壁,该凹陷区域的形状相当于半个第一凹槽14或第二凹槽15。可以将另一蛇形竹板10与该蛇形竹板10拼接,则两个蛇形竹板的拼接处的各自的凹陷区域接合在一起后形成一个完整的凹槽。
48.本实用新型提供的蛇形竹板10,具有统一的凹槽形状和尺寸规格,具有更好地通用性。
49.本实用新型还提供了一种用于加工该蛇形竹板的加工装置。该加工装置是一个四面刨机,如图2和3所示,加工装置中设置有用于放置毛料30的加工区域20,图中箭头x表示毛料30的进给方向。图2中,加工区域20在垂直于x方向具有相对的第一侧和第二侧,定义为上下侧,则加工区域20在垂直于纸面的两侧分别为前后侧。转至图3中,则垂直于x方向的两侧为前后侧,垂直于纸面的两侧为上下侧。沿x轴方向定义为左右方向。下文中的上下、左右、前后均以此处的定义来进行描述的。
50.加工装置包括压刨刀轴21和平刨刀轴22,用于加工毛料30,以形成蛇形竹板10的第一凹槽14和第二凹槽15。压刨刀轴21和平刨刀轴22是为生产本实用新型的蛇形竹板10而定制的刀具,其形状与第一凹槽14和第二凹槽15的形状是匹配的。压刨刀轴21位于加工区域20的第一侧,平刨刀轴22位于加工区域20的第二侧。
51.为了对毛料30进行上下左右定位以及带动毛料30进给,还设置了第一进给辊23、第二进给辊24和压进辊25。第一进给辊23和压进辊25设置在加工区域20的第一侧,第二进给辊24设置在加工区域20的第二侧。第一进给辊23和第二进给辊24相对设置,其转动的同时会带动毛料30进给,同时限定了毛料30的上下的位置。压进辊25施加一定的压力在毛料30上,防止毛料30在进给时抖动,影响加工精度。
52.为了对加工后的第一凹槽14和第二凹槽15的侧壁进行平整,加工装置还包括第一立刀轴26和第二立刀轴27,第一立刀轴26和第二立刀轴27是垂直于压刨刀轴21的,即如图2所示,压刨刀轴21的旋转轴垂直于前后方向,第一立刀轴26和第二立刀轴27的轴是平行于前后方向的。第一立刀轴26和第二立刀轴27相对设置,分别位于加工区域20的两侧,分别用
于对第一凹槽14和第二凹槽15的侧壁进行平整加工。
53.通过本实用新型提供的加工装置,仅需要将毛料30放入四面刨机中,通过以上的刀具进行一次加工过程,即可得到成品的蛇形竹板。
54.以上详细描述了本实用新型的较佳具体实施例。应当理解,本领域的普通技术无需创造性劳动就可以根据本实用新型的构思作出诸多修改和变化。因此,凡本技术领域中技术人员依本实用新型的构思在现有技术的基础上通过逻辑分析、推理或者有限的实验可以得到的技术方案,皆应在由权利要求书所确定的保护范围内。