1.本实用新型涉及木工机械设备技术领域,尤其涉及一种用于自动装配链节的伺服牵引机构。
背景技术:
2.在木工行业、板式家具行业中,其中一种产品是一定尺寸规格的木地板,木地板的种类虽然非常多,但木地板的生产工艺基本相同,主要包括坯料检验挑选、坯料板面砂光、双端面铣床开榫、封漆、紫外光固化以及包装。
3.其中,双端面铣床开榫是决定木地板端面精度最重要的工艺,而木地板端面精度又是决定木地板与木地板之间拼接精度的重要影响因素。
4.拥有高精度榫面的木地板在完成拼接铺装之后,木地板与木地板之间的缝隙可以达到非常小,这使得木地板的整体铺装效果非常好,而精度较低的木地板在完成拼接铺装后,会出现很多宽窄不一的缝隙,非常影响整体的美观。
5.随着社会的飞速发展和人民生活水平的日益提高,人们在选购木地板时对整体铺装效果提出的要求也越来越高,因此,保证双端面铣床开榫工艺的精度就成为了一个地板制造商绕不开的需求,而双端面铣床开榫的工艺精度可以由双端面铣床自身的精度直接保证,因此高精度的双端面铣床被越来越多的地板制造商青睐。
6.如图1所示为双端面铣床左右牵引链条与木地板的相对工艺位置示意图,该图示已隐去了所有双端面铣床其他部件。
7.双端面铣床分左右两部分,左牵引链条位于双端面铣床左半部分,右牵引链条位于双端面铣床右半部分,中间通道宽度为地板尺寸,双端面铣床通过同步驱动左右两条牵引链条来实现拖动木地板的功能,使得木地板能够在双端面铣床的中间通道中向前匀速平稳移动,在移动过程中木地板经过位于双端面铣床左右两侧的旋转刀具,从而完成开榫这一工艺。
8.双端面铣床的精度主要由三个方面来保证,一是刀具的精度,二是左右牵引链条的长度对称性,三是牵引链条的低振动性能。
9.双端面铣床牵引链条的装配精度会直接影左牵引链条与右牵引链条的长度对称性和低振动性,牵引链条的装配精度越低,其长度对称性和低振动性就越差,地板的开榫端面精度也就越差。
10.在牵引链条的整个装配流程中,子链条的牵引功能贯穿整个工艺,从第一节链节的牵引定位至最后一节链节的牵引定位,都由该牵引功能的精度决定,如果牵引精度未达到牵引定位的定位精度要求,后续的销轴和轴承的定位压装工序会出现挤压或碰撞事故,轻者控制系统报警造成设备停机,影响生产效率,重者设备损坏,不仅影响了生产效率,更增加了人力、物力的维修成本。
技术实现要素:
11.有鉴于此,本实用新型提供了一种用于自动装配链节的伺服牵引机构,用以解决上述背景技术中存在的问题。
12.一种用于自动装配链节的伺服牵引机构,包括支撑平台,所述支撑平台上开设有牵引槽,牵引槽上设置有可沿着牵引槽移动的牵引机构,牵引机构的侧面固定有抓手手指,所述抓手手指的上部向内延伸出有牵引凸起,抓手手指的上部从牵引槽中伸出且其牵引凸起可卡在链节的首孔内并在牵引机构的带动下将链节移动至目标工位。
13.优选地,所述牵引机构包括固定在支撑平台底部的导轨和斜齿条、通过滑块活动设置在导轨上的牵引板、以及固定在牵引板上的抓手气缸和牵引电机,所述牵引电机的输出轴上安装有与斜齿条相啮合的斜齿轮,所述抓手手指与抓手气缸的活塞缸固定连接。
14.优选地,所述抓手气缸和牵引电机均设置在牵引板的底部,牵引电机的输出轴穿过牵引板从而使其端部的斜齿轮与斜齿条相啮合。
15.优选地,所述抓手气缸选用的是三轴气缸,所述牵引电机选用的是伺服电机。
16.优选地,所述牵引电机上安装有减速机。
17.优选地,所述抓手手指为l型板状结构。
18.本实用新型的有益效果是:
19.1、本实用新型可将前链节牵引至目标工位,使其尾孔对准销轴的压出口,能够保证前链节的尾孔与销轴的压出口之间的同心度偏差小于0.08mm。
20.2、本实用新型可以完全排除人为干扰因素,避免销轴被压入前、后链节的过程中因链节定位不准而出现滚针轴承损伤的问题,保证了牵引链条在运行过程中可以保持低振动的性能。
附图说明
21.为了更清楚地说明本实用新型实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图。
22.图1是双端面铣床左右牵引链条与木地板的相对工艺位置示意图。
23.图2是双端面铣床的牵引链条的局部放大示意图。
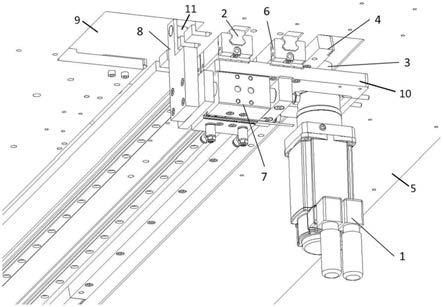
24.图3是本实用新型的结构示意图。
25.图中标号的含义为:
26.1为牵引电机,2为导轨,3为斜齿轮,4为斜齿条,5为支撑平台,6为滑块,7为抓手气缸,8为抓手手指,9为牵引槽,10为牵引板,11为牵引凸起,12为前链节,13为后链节,14为销轴。
具体实施方式
27.为了更好的理解本实用新型的技术方案,下面结合附图对本实用新型实施例进行详细描述。
28.应当明确,所描述的实施例仅仅是本实用新型的一部分实施例,而不是全部的实
施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本实用新型保护的范围。
29.下面通过具体的实施例并结合附图对本技术做进一步的详细描述。
30.在本技术的描述中,除非另有明确的规定和限定,术语“连接”、“固定”等均应做广义理解,例如,“连接”可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
31.本实用新型给出一种用于自动装配链节的伺服牵引机构,包括支撑平台5、牵引机构和抓手手指8。
32.本发明创造主要用于为木地板开榫的双端面铣床,更具体的说,是用于双端面铣床的左右牵引链条的装配。
33.本实用新型可将前链节牵引至目标工位,使其尾孔对准销轴的压出口,能够保证前链节的尾孔与销轴的压出口之间的同心度偏差小于0.08mm;同时上料机器人将后链节夹取至目标工位,使后链节的首孔正对着前链节的尾孔,两者之间的同心度偏差小于0.5mm;然后通过后续的销轴压装机构,将销轴压装入后链节的首孔与前链节的尾孔内。本实用新型可以完全排除人为干扰因素,避免销轴被压入前、后链节的过程中因链节定位不准而出现滚针轴承损伤的问题,保证了牵引链条在运行过程中可以保持低振动的性能。
34.具体地,所述支撑平台5上开设有牵引槽9,牵引槽9上设置有可沿着牵引槽9移动的牵引机构,牵引机构的侧面固定有抓手手指8。
35.所述牵引机构包括固定在支撑平台5底部的导轨2和斜齿条4、通过滑块6活动设置在导轨2上的牵引板10、以及固定在牵引板10上的抓手气缸7和牵引电机1。所述牵引电机1的输出轴上安装有与斜齿条4相啮合的斜齿轮3,所述抓手手指8与抓手气缸7的活塞缸固定连接。
36.本实施例中,抓手气缸7选用的是三轴气缸,所述牵引电机1选用的是伺服电机。
37.优选地,所述抓手气缸7和牵引电机1均设置在牵引板10的底部,牵引电机1的输出轴穿过牵引板10从而使其端部的斜齿轮3与斜齿条4相啮合,牵引电机1上安装有减速机。
38.所述抓手手指8为l型板状结构,抓手手指8的上部向内延伸出有牵引凸起11,抓手手指8的上部从牵引槽9中伸出且其牵引凸起11可卡在链节的首孔内并在牵引机构的带动下将链节移动至目标工位。
39.实际使用过程中,当上料机器人将前链节抓取移动到工艺初始位上时,控制系统控制抓手气缸7的活塞杆收缩,抓手气缸7的活塞杆带着抓手手指8移动,从而使抓手手指8的牵引凸起11卡在前链节的首孔内。
40.然后,控制系统控制牵引电机1动作,牵引电机1的转轴带动斜齿轮3转动,在斜齿轮3与斜齿条4的啮合作用下,滑块6在导轨2内向前滑动,从而将前链节移动至目标工位。
41.前链节移动至目标工位后,牵引机构停止移动,此时,前链节的尾孔恰好对准销轴的压出口,前链节的尾孔与销轴的压出口之间的同心度偏差小于0.08mm。
42.然后,上料机器人从料仓中抓取后链节并移动到前链节所在工位的上方,并使后链节的首孔正对着前链节的尾孔,后链节的首孔与前链节的尾孔之间的同心度偏差小于0.5mm。移动到位后,上料机器人动作,将后链节竖直向下移动,此时,前链节与后链节形成
了前后链节关系,随后上料机器人抓手离开。
43.最后,通过后续的销轴压装机构,将销轴压装到后链节的首孔与前链节的尾孔内。
44.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本实用新型保护的范围之内。