1.本实用新型涉及一种用于数控木工设备上对家具生产制造过程中进行钻孔的刀具,属于家具生产制造切削加工刀具领域。
背景技术:
2.在定制家具生产过程中,打孔是生产的重头环节。一台六面数控钻可高速完成六面钻孔、正反双面开槽、上下通孔一次成型,大大节省生产时间,确切帮助定制家具企业提高生产效率,提升产能。传统木工钻头一般为高速钢或焊片式,钻孔质量不稳定,容易产生崩边现象,钻头寿命也低,不适宜于数控木工设备使用。
技术实现要素:
3.本实用新型目的在于克服上述现有技术的不足,提供一种高性能的数控木工钻头,适用于数控木工设备上,专为板式家具智能化生产而设计,大幅减低人工成本,降低出错率,减少换刀时间,提高生产效率和品质。
4.本实用新型的技术方案是:一种数控木工钻头,由刀柄、刀体、切削部和调节螺钉组成;
5.所述切削部左端具有v型面,所述刀体右端具有与v型面相对应的固定座,所述v型面与固定座通过银基焊料感应钎焊为一体;
6.所述刀体外圆柱面上设置有两条大圆弧排屑螺旋槽和两条小圆弧螺旋槽,两所述小圆弧螺旋槽分别设置于两条大圆弧排屑螺旋槽之间的凸起上;
7.所述切削部右端设置有两个圆弧形主切削刃,两所述圆弧形主切削刃外端设置有两个外凸的边刃;
8.所述切削部右端还设置有钻尖,所述切削部外圆设置有圆柱刃带;
9.所述切削部及刀体上的大圆弧排屑螺旋槽和小圆弧螺旋槽分别沿排屑方向设置,所述切削部上还设有螺旋角。
10.优选的,所述边刃的切削角为30~60
°
,所述边刃与主刃的之间的距离h为0.3~0.8mm。
11.进一步的,所述主切削刃设置有第一后角,所述第一后角的角度为10~18
°
,所述主切削刃设置有第二后角,所述第二后角的角度为20~50
°
.
12.优选的,钻尖离主切削刃的距离为0.8~2mm。
13.优选的,所述圆柱刃带的宽度为0.5~1.5mm。
14.优选的,所述螺旋角的角度为10~25
°
。
15.进一步的,所述大圆弧排屑螺旋槽和小圆弧螺旋槽的弧度比切削部的螺旋角小1~3
°
。
16.进一步的,所述调节螺钉设置于柄部左端内。
17.进一步的,所述柄部外圆柱有设置有扁位。
18.本实用新型的有益效果是:本实用新型非常适用于对实木,刨花板,中密度纤维板,夹板和非易燃材料的榫孔和螺纹孔加工;且切削部份用用整体硬质合金材质时可发挥其超群的切削品质和耐久性能;同时,柄部设置有调节螺钉可以通过螺栓调节排量钻孔深度,以提高本实用新型的适用范围。
附图说明
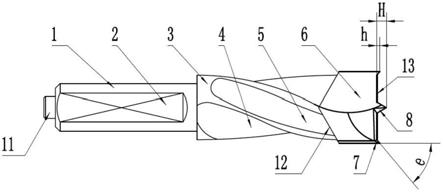
19.图1是本实用新型的结构示意图;
20.图2是本实用新型的右视图;
21.图3是本实用新型刀体的径向剖视图;
22.图4是本实用新型刀体和切削部连接处的结构示意图。
具体实施方式
23.下面通过实施例,并结合附图,对本实用新型的技术方案作进一步具体的说明。
24.结合图1
‑
4所示,一种数控木工钻头由刀柄1、刀体3、切削部6和调节螺钉11组成;
25.所述切削部6左端具有v型面12,所述刀体3右端具有与v型面12相对应的固定座,所述v型面12与固定座通过银基焊料感应钎焊的方法连接在一起,以使两者结合稳固;
26.具体的,切削部6材质为超细颗粒硬质合金;
27.所述刀体3外圆柱面上设置有两条大圆弧排屑螺旋槽4和两条小圆弧螺旋槽5,两所述小圆弧螺旋槽5分别设置于两条大圆弧排屑螺旋槽4之间的凸起上,可以快速实现排屑并减少高速钻孔时木屑与孔内壁、刀体外圆的摩擦;
28.所述切削部6右端设置有两个圆弧形主切削刃13,可以快速高效地钻削底部平面;两所述圆弧形主切削刃13外端设置有两个外凸的边刃7,可以实现对木质纤纬的切割,防止孔边的崩块和爆裂等现象,所述边刃7的切削角e为30~60
°
,所述边刃与主刃的之间的距离h为0.3~0.8mm;所述主切削刃13设置有第一后角9,所述第一后角9的角度为10~18
°
,以减少木屑与刀具的摩擦;所述主切削刃13设置有第二后角b,所述第二后角b的角度为20~50
°
,以进一步减少木屑与刀具的摩擦;
29.所述切削部6右端还设置有钻尖8,快速钻孔时起到定位作用,减少钻头的偏摆和位移,钻尖离主切削刃距离h为0.8~2mm,所述切削部6外圆设置有圆柱刃带10,宽度为0.5~1.5mm;
30.所述切削部6及刀体3上的大圆弧排屑螺旋槽4和小圆弧螺旋槽5分别沿排屑方向设置,所述切削部6上还设有螺旋角a,所述螺旋角a的角度为10~25
°
;
31.所述大圆弧排屑螺旋槽4和小圆弧螺旋槽5的弧度比切削部6的螺旋角a小1~3
°
,有利于木屑的排出;
32.所述柄部1左端内设置有调节螺钉11,可实现数控木工钻上排量钻孔深度的调节;
33.所述柄部1外圆柱有设置有扁位2,用于装入钻夹头内起到夹紧的作用。
34.本实用新型为板式家具智能化生产而生,非常适用于对实木,刨花板,中密度纤维板,夹板和非易燃材料的榫孔和螺纹孔加工,可大幅减低人工成本,降低出错率,减少换刀时间,提高生产效率和品质;且切削部份用用整体硬质合金材质时可发挥其超群的切削品质和耐久性能;同时,柄部设置有调节螺钉可以通过螺栓调节排量钻孔深度,以提高本实用
新型的适用范围。
35.需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。
36.除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。本文中在本实用新型的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本实用新型。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
37.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
技术特征:
1.一种数控木工钻头,其特征在于:由刀柄、刀体、切削部和调节螺钉组成;所述切削部左端具有v型面,所述刀体右端具有与v型面相对应的固定座,所述v型面与固定座通过银基焊料感应钎焊为一体;所述刀体外圆柱面上设置有两条大圆弧排屑螺旋槽和两条小圆弧螺旋槽,两所述小圆弧螺旋槽分别设置于两条大圆弧排屑螺旋槽之间的凸起上;所述切削部右端设置有两个圆弧形主切削刃,两所述圆弧形主切削刃外端设置有两个外凸的边刃;所述切削部右端还设置有钻尖,所述切削部外圆设置有圆柱刃带;所述切削部及刀体上的大圆弧排屑螺旋槽和小圆弧螺旋槽分别沿排屑方向设置,所述切削部上还设有螺旋角。2.根据权利要求1所述的一种数控木工钻头,其特征在于:所述边刃的切削角为30~60
°
,所述边刃与主刃的之间的距离h为0.3~0.8mm。3.根据权利要求2所述的一种数控木工钻头,其特征在于:所述主切削刃设置有第一后角,所述第一后角的角度为10~18
°
,所述主切削刃设置有第二后角,所述第二后角的角度为20~50
°
.4.根据权利要求3所述的一种数控木工钻头,其特征在于:钻尖离主切削刃的距离为0.8~2mm。5.根据权利要求4所述的一种数控木工钻头,其特征在于:所述圆柱刃带的宽度为0.5~1.5mm。6.根据权利要求5所述的一种数控木工钻头,其特征在于:所述螺旋角的角度为10~25
°
。7.根据权利要求6所述的一种数控木工钻头,其特征在于:所述大圆弧排屑螺旋槽和小圆弧螺旋槽的弧度比切削部的螺旋角小1~3
°
。8.根据权利要求1所述的一种数控木工钻头,其特征在于:所述调节螺钉设置于柄部左端内。9.根据权利要求1所述的一种数控木工钻头,其特征在于:所述柄部外圆柱有设置有扁位。
技术总结
本实用新型公开了一种数控木工钻头,由刀柄、刀体、切削部和调节螺钉组成,切削部与固定座通过银基焊料感应钎焊为一体,刀体外圆柱面上设置有两条大圆弧排屑螺旋槽和两条小圆弧螺旋槽,切削部右端设置有两个圆弧形主切削刃,两圆弧形主切削刃外端设置有两个外凸的边刃,切削部右端还设置有钻尖,切削部外圆设置有圆柱刃带,切削部及刀体上的大圆弧排屑螺旋槽和小圆弧螺旋槽分别沿排屑方向设置,切削部上还设有螺旋角,本实用新型为板式家具智能化生产而设计,可大幅减低人工成本,降低出错率,减少换刀时间,提高生产效率和品质。提高生产效率和品质。提高生产效率和品质。
技术研发人员:夏浩 文志民
受保护的技术使用者:浙江浪潮精密机械有限公司
技术研发日:2021.02.03
技术公布日:2021/12/28