1.本实用新型属于木材压刨加工技术领域,具体为一种止逆型木工压刨机。
背景技术:
2.木工压刨的主要作用是对木材表面进行一次或者多次的刨切,使得木材的向对面具有一定的光洁平面和工艺设计需要的厚度,便于下一个工序的加工。
3.在公告号cn207373340u中公开了一种止逆型木工压刨机,包括机壳、支撑台、前承压板、后承压板、刨刀、进料齿辊、出料光辊、椭圆凸轮、升降架、plc控制模块、人机交互界面,支撑台、前承压板、后承压板、刨刀、进料齿辊、出料光辊、椭圆凸轮、升降架、plc控制模块安设于机壳内部,人机交互界面安设于机壳外表面上,前承压板、后承压板分别固定于支撑台上,后承压板为内部带有多个转轮、转轮外覆盖有皮带的结构,刨刀、进料齿辊、椭圆凸轮位于前承压板上方,出料光辊位于后承压板上方,进料齿辊、出料光辊、椭圆凸轮连接在升降架上,升降架与plc控制模块相连接,plc控制模块与人机交互界面相连接。
4.上述公告号cn207373340u中公开的止逆型木工压刨机,其具体工作过程是,首先将工件放于前承压板上,将椭圆凸轮调节至长轴呈水平的位置,通过调节升降架使其底部与工件相接触,在人机交互界面完成椭圆凸轮转速的设定,使其在单个工件进给进程中旋转90
°
,即旋转至长轴呈竖直的位置(也可根据具体工况降低转速,只要在单个工件进给进程中旋转角度不超过90
°
即可),在工件进给过程中,椭圆凸轮即开始旋转,由于椭圆长轴位置由水平转向竖直,椭圆凸轮将发生一定的弹性变形并对工件产生作用力,其作用力的方向垂直于两者的接触面,因此在工件进给方向将产生推力分量,辅助工件进给,又由于长轴位置由水平转向竖直,作用力在竖直方向的压力分量将增大,对工件的压紧力也就越来越大,这样即使工件受到来自刨刀的作用力,但由于椭圆凸轮对工件退行存在位置阻挡关系,椭圆凸轮将对其产生反作用力和压紧力,工件将不会发生退行。
5.可是,上述止逆型木工压刨机,其不可针对不同宽度的木板进行两个椭圆凸轮的间距调节,进而会造成椭圆凸轮对压刨过程中木板进行止逆作用时的不稳定性,而且,手动复位椭圆凸轮的不确定性会影响到后期进行木板压刨过程中的止逆正常作用。
技术实现要素:
6.本实用新型的目的在于提供一种止逆型木工压刨机,以解决现有技术中不可针对不同宽度的木板进行两个椭圆凸轮的间距调节而会造成椭圆凸轮对压刨过程中木板进行止逆作用时的不稳定性、手动复位椭圆凸轮的不确定性会影响到后期进行木板压刨过程中的止逆正常作用的问题。
7.为实现上述目的,本实用新型提供如下技术方案:一种止逆型木工压刨机,包括前承压板、机壳、调节块,所述调节块的截面为t形状结构,以及设于机壳上的控制盒和气缸,所述气缸的伸缩杆上设有主连接块,所述主连接块上设有穿孔,所述穿孔内转动套设有双丝螺杆,所述调节块上设有螺孔、导孔,所述螺孔与双丝螺杆螺纹连接,所述调节块上设有
复位电机,所述复位电机的电机轴上设有椭圆凸轮。
8.优选的,气缸为sc系列气缸,自带开关,可实现两个椭圆凸轮同时高度的升降调节,气缸、控制盒、复位电机均通过导线连接到外部供电排插。
9.优选的,所述控制盒和复位电机电性连接,控制盒内预置plc,复位电机型号为ys
‑
3420
‑
y,如果当前的木板压刨加工完成后,先将该木板拿走,然后启动控制盒,此时控制盒内的plc会同时控制复位电机启动,并通过电机轴带动两个椭圆凸轮同时转动复位,避免手动复位而影响后期进行木板压刨过程中的止逆正常作用。
10.优选的,双丝螺杆为常用的正反旋螺纹杆,并与两侧调节块上的螺孔螺纹连接匹配,当双丝螺杆正反转时,可以实现两侧调节块以及椭圆凸轮进行同时靠近或远离,提高了调节的便捷性。
11.优选的,所述调节块、复位电机、椭圆凸轮均为对称的两组,对称式椭圆凸轮对于下方待加工木板的止逆按压可提高稳定性。
12.优选的,所述双丝螺杆的前端设有转柄,所述转柄的俯视背端面与导杆以及椭圆凸轮的前端面均具有间隙,避免转柄转动时碰撞到导杆上。
13.优选的,所述主连接块的前后端对称设置有导杆,所述导杆与导孔滑动套接,当双丝螺杆转动通过螺孔的传动带动调节块移动时,此时导孔会沿着导杆稳定导向滑动,避免调节块自身产生自转现象。
14.优选的,所述椭圆凸轮的长轴尺寸的顶端外壁面与双丝螺杆之间具有间隙,避免椭圆凸轮在转动时碰撞到双丝螺杆。
15.与现有技术相比,本实用新型的有益效果是:
16.通过在气缸上设置主连接块,在主连接块上设置对称可调节间距的两个椭圆凸轮,可针对不同宽度的木板进行两个椭圆凸轮的间距调节,进而保证压刨机的两个椭圆凸轮在对压刨过程中木板的止逆作用的稳定性,避免单个椭圆凸轮对压刨过程中木板进行止逆作用时的不稳定性。
17.通过设置电控式复位电机结构,实现了对两个椭圆凸轮同时进行转动复位,避免手动复位而影响后期进行木板压刨过程中的止逆正常作用,进而保证了后期压刨机对下一块木板进行压刨过程中的止逆性。
附图说明
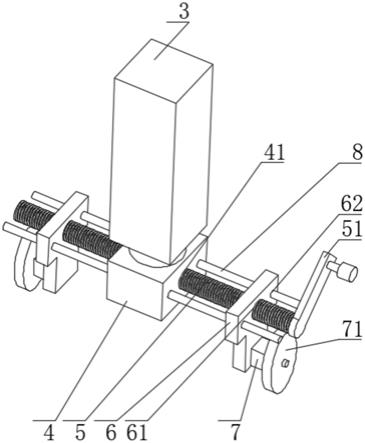
18.图1为本实用新型的整体结构立面示意图;
19.图2为本实用新型的对称可调节间距的两个椭圆凸轮结构的立体轴测图;
20.图3为本实用新型的图1中a处放大图;
21.图4为本实用新型的框图。
22.图中:1前承压板、2机壳、21控制盒、3气缸、4主连接块、41穿孔、5双丝螺杆、51转柄、6调节块、61螺孔、62导孔、7复位电机、71椭圆凸轮、8导杆。
具体实施方式
23.请参阅图1、图2,一种止逆型木工压刨机,包括前承压板1、机壳2、调节块6,前承压板1、机壳2均为公告号cn207373340u中公开的止逆型木工压刨机的组件结构,以及设于机
壳2上的控制盒21和气缸3,气缸3的伸缩杆上设有主连接块4,主连接块4上设有穿孔41,穿孔41内转动套设有双丝螺杆5,调节块6上设有螺孔61、导孔62,调节块6的截面为t形状结构,螺孔61与双丝螺杆5螺纹连接,双丝螺杆5的前端设有转柄51,转柄51的俯视背端面与导杆8以及椭圆凸轮71的前端面均具有间隙,避免转柄51转动时碰撞到导杆8上。
24.请参阅图2、图3,调节块6上设有复位电机7,复位电机7的电机轴上设有椭圆凸轮71,椭圆凸轮71的长轴尺寸的顶端外壁面与双丝螺杆5之间具有间隙,调节块、复位电机7、椭圆凸轮71均为对称的两组,对称式椭圆凸轮71对于下方待加工木板的止逆按压可提高稳定性。
25.请参阅图1、图2、图4,控制盒21和复位电机7电性连接,控制盒21内的plc会同时控制复位电机7启动,并通过电机轴带动两个椭圆凸轮71同时转动复位,避免手动复位椭圆凸轮71而影响后期进行木板压刨过程中的止逆正常作用。
26.请参阅图1、图2、图3,主连接块4的前后端对称设置有导杆8,导杆8与导孔62滑动套接,避免调节块6自身产生自转现象,起到移动导向作用。
27.本方案的工作原理是:如果当前需要加工以及止逆的木板的宽度较宽,可以逆时针转动转柄51,通过双丝螺杆5转动带动两侧调节块6上的椭圆凸轮71反向平移远离,此时两侧椭圆凸轮71之间的间距变大,待间距调节到合适当前待加工的木板宽度时,停止转动转柄51,保证压刨机的两个椭圆凸轮71在对压刨过程中木板的止逆作用的稳定性,避免单个椭圆凸轮71对压刨过程中木板进行止逆作用时的不稳定性。