1.本技术涉及加工装置,特别是涉及板材封边加工装置。
背景技术:
2.现有的板材封边加工中,通过封边机进行加工处理,现有的封边机进行加工时,板材会出现抖动的情况,主要是上下抖动的情况,抖动如果频繁或者剧烈,就会影响板材的品质,甚至会使得板材碰坏或者刮花。出现上述现象的原因,主要是因为现有技术中,由于封边设备上下输送带是使用圆形齿轮带动,末端的输送带形成圆形结构,形成有数百毫米的这段加工传送区间与其前段的压料高度不一致,当产品出料到该区间处,由于在此位置压不紧产品,出现产品上下抖动碰到上面的罩子和下面的铁块,导致产品碰坏和刮花。
技术实现要素:
3.基于此,本技术的目的在于,提供板材封边加工装置,其具有防止封边的时候板材抖动,进而提高板材封边质量的优点。
4.本技术的一方面,提供一种板材封边加工装置,包括上封边机构、下封边机构、压轮组件以及电木板;
5.所述上封边机构与所述下封边机构之间形成有封边通道;所述压轮组件活动安装在上封边机构上,并置于所述上封边机构的一侧;所述电木板安装放置在所述下封边机构的顶面,且置于所述封边通道处;
6.所述压轮组件包括连接板、安装座、转轮以及轮轴;所述安装座的上部固定有所述连接板,所述安装座的底面形成有容纳槽,所述轮轴的两端分别安装在所述安装座的容纳槽上,所述转轮转动连接在所述轮轴上;
7.多个转轮分别通过轮轴转动连接在所述安装座上,且多个所述转轮的轴线位于同一平面上。
8.本技术所述的板材封边加工装置,正常加工时,板材从封边通道中通过,并且被封边加工。上封边机构和下封边机构分别可以采用现有技术的封边机构。压轮组件对板材运输过程中,从板材的上表面进行下压,以辅助限位,电木板对板材在下压的过程中,起到了支撑且提供了防震防抖动的效果,进而填补了高度差,保证了板材输送的平稳,防止产品刮花。
9.进一步地,所述连接板上分别开设有纵向的调节槽,该调节槽上设置有调节螺母,所述连接板通过该调节螺母与所述上封边机构紧固连接。
10.进一步地,还包括限位板,该限位板平放并固定安装在所述上封边机构上,所述限位板置于所述电木板上方。
11.进一步地,所述安装座为不锈钢座,所述限位板为铁板或不锈钢板。
12.进一步地,所述限位板的一端的中部开设有开口槽,该限位板的开口槽可调节的安装在所述上封边机构上。
13.进一步地,所述上封边机构包括上机架、升降压轮组,该升降压轮组安装在所述上机架上,并置于所述封边通道上;
14.所述下封边机构包括下机架、传送带以及封边组件;所述传送带和所述封边组件分别安装在所述下机架上,所述封边组件安装在所述封边通道的一侧,所述传送带置于所述封边通道处;
15.所述压轮组件安装在所述上机架的一侧,所述限位板安装在所述上机架上,所述电木板安装在所述下机架上。
16.进一步地,所述转轮为胶轮,该胶轮通过轴承套接在所述转轴上。
17.进一步地,所述安装座呈方形,所述转轴的底端低于所述升降压轮组的底端。
18.为了更好地理解和实施,下面结合附图详细说明本技术。
附图说明
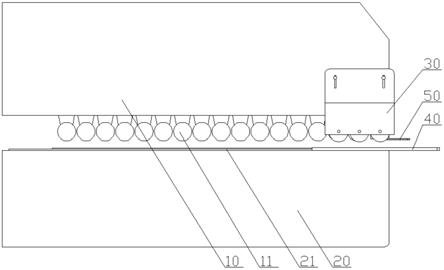
19.图1为本技术示例性的板材封边加工装置的主视图;
20.图2为本技术示例性的板材封边加工装置的立体结构示意图;
21.图3为本技术示例性的压轮组件的立体结构示意图;
22.图4为本技术示例性的限位板的立体结构示意图。
具体实施方式
23.在本技术的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。在本技术的描述中,除非另有说明,“多个”的含义是两个或两个以上。
24.图1为本技术示例性的板材封边加工装置的主视图;图2为本技术示例性的板材封边加工装置的立体结构示意图;图3为本技术示例性的压轮组件的立体结构示意图;图4为本技术示例性的限位板的立体结构示意图。
25.请参阅图1-图4,本技术示例性的一种板材封边加工装置,包括上封边机构10、下封边机构20、压轮组件30以及电木板40;
26.所述上封边机构10与所述下封边机构20之间形成有封边通道;所述压轮组件30活动安装在上封边机构10上,并置于所述上封边机构10的一侧;所述电木板40安装放置在所述下封边机构20的顶面,且置于所述封边通道处;
27.所述压轮组件30包括连接板31、安装座32、转轮33以及轮轴34;所述安装座32的上部固定有所述连接板31,所述安装座32的底面形成有容纳槽,所述轮轴34的两端分别安装在所述安装座32的容纳槽上,所述转轮33转动连接在所述轮轴34上;
28.多个转轮33分别通过轮轴34转动连接在所述安装座32上,且多个所述转轮33的轴线位于同一平面上。
29.本技术所述的板材封边加工装置,正常加工时,板材从封边通道中通过,并且被封边加工。上封边机构10和下封边机构20分别可以采用现有技术的封边机构。压轮组件30对板材运输过程中,从板材的上表面进行下压,以辅助限位,电木板40对板材在下压的过程
中,起到了支撑且提供了防震防抖动的效果,进而填补了高度差,保证了板材输送的平稳,防止产品刮花。
30.在一些优选实施例中,所述连接板31上分别开设有纵向的调节槽35,该调节槽35上设置有调节螺母,所述连接板31通过该调节螺母与所述上封边机构10紧固连接。设置调节槽35,可以进行相对位置的调节。
31.在一些优选实施例中,调节螺母上还设置有垫圈,以提高调节螺母的连接稳定性。
32.在一些优选实施例中,调节槽35沿竖向开设,且连接板31上设置有两个调节槽35,两个调节槽35位于同一高度位置。两个调节槽35分别对应设置两个调节螺母。
33.在一些优选实施例中,还包括限位板50,该限位板50平放并固定安装在所述上封边机构10上,所述限位板50置于所述电木板40上方。设置限位板50,以便于引导和对进入封边通道内的板材的预限位。
34.在一些优选实施例中,所述安装座32为不锈钢座,所述限位板50为铁板或不锈钢板。
35.在一些优选实施例中,所述限位板50的一端的中部开设有开口槽,该限位板50的开口槽可调节的安装在所述上封边机构10上。开口槽的设置,以便于对限位板50和上封边机构10的相对位置进行调节。
36.在一些优选实施例中,所述上封边机构10包括上机架、升降压轮组11,该升降压轮组11安装在所述上机架上,并置于所述封边通道上;
37.所述下封边机构20包括下机架、传送带21以及封边组件(未图示);所述传送带21和所述封边组件分别安装在所述下机架上,所述封边组件安装在所述封边通道的一侧,所述传送带21置于所述封边通道处;
38.所述压轮组件30安装在所述上机架的一侧,所述限位板50安装在所述上机架上,所述电木板40安装在所述下机架上。
39.封边加工时,传送带21对板材进行横向输送,封边组件在板材输送时进行封边加工,将封边条自动粘贴在板材的侧边,同时,升降压轮组11对板材运输的时候进行下压,以保证运输的稳定。本技术中,上封边机构10和下封边机构20可以分别采用现有技术的封边设备,上封边机构10和下封边机构20成套装配使用。
40.在一些优选实施例中,所述转轮33为胶轮,该胶轮通过轴承套接在所述转轴上。胶轮具有很好的防护作用,且不会对板材刮花。
41.在一些优选实施例中,所述安装座32呈方形,所述转轴的底端低于所述升降压轮组11的底端。
42.进一步的,安装座32包括两个侧板、两个端板以及顶板,两个侧板和两个端板间隔设置并围成一个方框,顶板安装在该方框的顶面。轮轴34的两端分别安装在两个侧板上。进一步的,轮轴34的轴线与升降压轮组11的轴线一致。
43.在一些优选实施例中,电木板40安装时,较下封边机构20的端面伸出20-160cm;压轮组件30设置在上封边机的进料端或者出料端。进一步的,电木板40的宽度较下封边机构20的宽度增加40-80cm。在一个优选示例中,电木板40较下封边机构20伸出的长度为150cm,较下封边机构20的宽度增加60cm。
44.本技术示例性的板材封边加工装置的工作原理:
45.一方面通过设置压轮组件30从板材的上方进行下压和调节,另一方面设置电木板40对封边通道的高度进行调节,使得板材从封边机进料或者出料时,不再产生上下抖动的问题。同时,设置更长更宽的电木板40很好提高了板材与封边机的接触面积,进而减少了刮花的问题。
46.以上所述实施例仅表达了本技术的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对申请专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本技术构思的前提下,还可以做出若干变形和改进,这些都属于本技术的保护范围。