1.本实用新型涉及打钉机构技术领域,特别涉及一种汽车头枕杆自动补偿打钉机构。
背景技术:
2.汽车头枕杆与汽车座椅安装过程中需要使用打钉机构进行打钉,现有打钉机构存在钉盒卡钉,打钉准确率低,打钉合格率低等问题。
技术实现要素:
3.针对现有技术存在的缺陷本实用新型提供了一种汽车头枕杆自动补偿打钉机构,包括气缸固定块和气缸,所述气缸的输出端通过气缸活动接头与第一钉盒固定块中部连接,所述第一钉盒固定块下方设置有直线滑轨,所述第一钉盒固定块的底部固定连接有第二钉盒固定块,所述第二钉盒固定块与直线滑轨滑动连接,所述第一钉盒固定块通过弹簧与钉盒连接,所述弹簧套设在导向杆上,所述导向杆的一端与钉盒固定连接,另一端设置在第一钉盒固定块上的导向套内,所述第一钉盒固定块靠近钉盒的一侧设置有销钉推杆,所述钉盒远离销钉推杆的一侧的通孔处设置有钉套,所述钉套的一端与钉盒固定连接,另一端与汽车头枕杆打钉部位相配合。
4.优选的是,所述直线滑轨设置在直线滑轨底座上。
5.优选的是,所述导向杆、销钉推杆、钉套分别与直线滑轨平行设置。
6.优选的是,所述第一钉盒固定块与第二钉盒固定块之间设置有加强筋。
7.与现有技术相比,本实用新型具有下述有益效果:
8.本实用新型采用钉套的端部采用部分仿型,使钉套的端部与汽车头枕杆打钉部位相配合,使钉套的定位更加可靠,对尺寸偏差的适应性更强,所述钉套与钉盒工作时采用导柱与导向套支撑,导柱与导向套之间会有配合间隙,使零件误差有补偿作用,有效快速解决卡钉及打钉合格率低下的问题。
附图说明
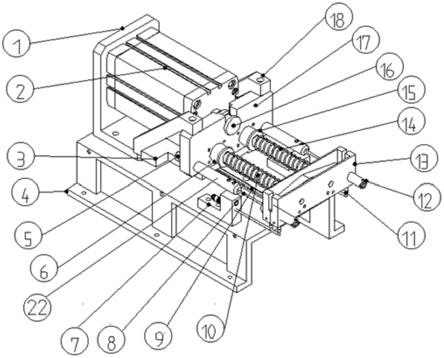
9.图1为本实用新型结构示意图;
10.图2为本实用新型中滑轨挡块、聚氨酯垫片和第二垫片位置示意图。
11.所示附图中,1.气缸固定块,2.气缸,3.第二钉盒固定块,4.直线滑轨底座,5.螺母,6.导向套,7.挡块,8.销钉推杆,9.直线滑轨,10.导柱,11.传感器,12.钉套,13.钉盒,14.弹簧,15.第一垫片,16.气缸活动接头,17.第一钉盒固定块,18.加强筋,19.滑轨挡块,20.第二垫片,21.聚氨酯垫片。
具体实施方式
12.下面结合附图对本实用新型做进一步的详细说明,以令本领域技术人员参照说明
书文字能够据以实施。
13.如图1
‑
2所示,一种汽车头枕杆自动补偿打钉机构,包括气缸固定块1和气缸2,所述气缸2固定在气缸固定块1上,所述气缸2的输出端通过气缸活动接头16与第一钉盒固定块17中部连接,所述第一钉盒固定块17下方设置有直线滑轨9,所述直线滑轨9设置在直线滑轨底座4上,所述第一钉盒固定块17的底部固定连接有第二钉盒固定块3,所述第二钉盒固定块3与直线滑轨9可滑动连接,所述第一钉盒固定块17与第二钉盒固定块3之间设置有加强筋18,所述第一钉盒固定块17通过弹簧14与钉盒13连接,所述弹簧14套设在导向杆上,所述导向杆的一端与钉盒13固定连接,另一端设置在第一钉盒固定块17上的导向套6内,所述导柱10与导向套6之间设置有配合间隙,所述导向套6与弹簧14之间设置有第一垫片15,所述导向套6与第一钉盒固定块17之间设置有第二垫片20,所述导向套6可使用直线轴承或其他自制直筒套,所述导向杆与直线滑轨平行设置,所述第一钉盒固定块17靠近钉盒13和的一侧设置有销钉推杆8,所述销钉推杆8通过螺母5固定在第一钉盒固定块17上,所述螺母5与第一钉盒固定块17之间设置有聚氨酯垫片21,所述销钉推杆8对准钉盒13上的通孔,销钉放置在钉盒13内,所述销钉两端对准钉盒13两侧的通孔,钉盒13远离销钉推杆8的一侧的通孔处设置有钉套12,所述钉套12的一端与钉盒13固定连接,另一端与汽车头枕杆打钉部位相配合,所述钉盒13的底部设置有传感器11,所述直线滑轨9靠近气缸固定块1的一端设置有滑轨挡块19,所述直线滑轨底座4的两侧边缘设置有挡块7,所述滑轨挡块19和挡块7分别对第一钉盒固定块17和第二钉盒固定块3起定位作用,提高第一钉盒固定块17和第二钉盒固定块3的运动精度。
14.工作过程:将销钉放入钉盒13中的通过斜面滚动至两侧通孔处,一端对准钉套12,另一端对准销钉推杆8,所述传感器11检测到信号后,气缸2启动将通过第一钉盒固定块17、第二钉盒固定块3和弹簧14向前推动钉盒13,当钉套12与工件壳体接触后钉套12和钉盒13会被工件阻挡,气缸2通过第一钉盒固定块17上的销钉推杆8继续推动销钉向前运动,此时弹簧14被压缩,所述导柱10与导向套6会产生相对移动,所述销钉推杆8将销钉从钉套12内部推入工件安装位置,销钉推入工件后,气缸2将第一钉盒固定块17拉回初始位置,弹簧14回复原位,将钉盒13拉回,钉套12的端部采用部分仿型,使钉套12的端部与汽车头枕杆打钉部位相配合,使钉套12的定位更加可靠,对尺寸偏差的适应性更强,所述钉套12与钉盒13工作时采用导柱10与导向套6支撑,导柱10与导向套6之间会有配合间隙,使零件误差有补偿作用。
15.尽管本实用新型的实施方案已公开如上,但其并不仅仅限于说明书和实施方式中所列运用。它完全可以被适用于各种适合本实用新型的领域。对于熟悉本领域的人员而言,可容易地实现另外的修改。因此在不背离权利要求及等同范围所限定的一般概念下,本实用新型并不限于特定的细节和这里示出与描述的图例。
技术特征:
1.一种汽车头枕杆自动补偿打钉机构,其特征在于,包括气缸固定块和气缸,所述气缸的输出端通过气缸活动接头与第一钉盒固定块中部连接,所述第一钉盒固定块下方设置有直线滑轨,所述第一钉盒固定块的底部固定连接有第二钉盒固定块,所述第二钉盒固定块与直线滑轨滑动连接,所述第一钉盒固定块通过弹簧与钉盒连接,所述弹簧套设在导向杆上,所述导向杆的一端与钉盒固定连接,另一端设置在第一钉盒固定块上的导向套内,所述第一钉盒固定块靠近钉盒的一侧设置有销钉推杆,所述钉盒远离销钉推杆的一侧的通孔处设置有钉套,所述钉套的一端与钉盒固定连接,另一端与汽车头枕杆打钉部位相配合。2.根据权利要求1所述的一种汽车头枕杆自动补偿打钉机构,其特征在于,所述直线滑轨设置在直线滑轨底座上。3.根据权利要求2所述的一种汽车头枕杆自动补偿打钉机构,其特征在于,所述导向杆、销钉推杆、钉套分别与直线滑轨平行设置。4.根据权利要求1所述的一种汽车头枕杆自动补偿打钉机构,其特征在于,所述第一钉盒固定块与第二钉盒固定块之间设置有加强筋。
技术总结
本实用新型提供了一种汽车头枕杆自动补偿打钉机构,包括气缸固定块和气缸,所述气缸的输出端通过气缸活动接头与第一钉盒固定块中部连接,所述第一钉盒固定块下方设置有直线滑轨,所述第一钉盒固定块的底部固定连接有第二钉盒固定块,所述第二钉盒固定块与直线滑轨可滑动连接,所述第一钉盒固定块通过弹簧与钉盒连接,所述弹簧套设在导向杆上,所述导向杆的一端与钉盒固定连接,另一端设置在第一钉盒固定块上的导向套内,所述第一钉盒固定块靠近钉盒的一侧设置有销钉推杆,所述钉盒远离销钉推杆的一侧的通孔处设置有钉套,本实用新型对尺寸偏差的适应性更强,使零件误差有补偿作用,有效快速解决卡钉及打钉合格率低下的问题。题。题。
技术研发人员:苏天宝
受保护的技术使用者:长春市枫实科技有限公司
技术研发日:2021.01.22
技术公布日:2021/12/16