1.本实用新型涉及木工加工设备技术领域,尤其涉及一种斜压料机构及其压料工作台。
背景技术:
2.目前,数控木工加工设备上,对工件进行加工,一般需要对工件的端部和侧部进行加工,如在工件的顶端或者侧边进行钻孔、铣槽等加工。现有的机器一般都是将工件在机体上进行传送,在不同的工位设置加工刀具。在加工木工的榫卯结构时,木条一般都是抵靠在加工台上进行加工,进行加工时,为了防止移位,通常需要利用装夹工装或者压块进行压紧,但是,现有的压紧机构一般只能施加一个方向的力,装夹压紧效果较差。
技术实现要素:
3.为了克服现有技术的不足,本实用新型的目的之一在于提供一种斜压料机构,其可在斜压面垂直施压,将压力分解为纵向以及横向力,从两个方向压紧。
4.本实用新型的目的之二在于提供一种压力工作台,其设有的斜压料机构将压力分解为纵向以及横向力,从两个方向压紧。
5.本实用新型的之一目的采用以下技术方案实现:
6.斜压料机构,包括压块以及压块驱动件,所述压块上设有用于与工件接触的斜压面,所述压块驱动件用于施加一压力至所述压块上,以驱使所述压块压紧工件;所述压力方向与斜压面垂直。
7.进一步地,所述压块驱动件为驱动气缸,所述驱动气缸的活塞杆与压块连接,所述驱动气缸的活塞杆的延伸方向与斜压面垂直。
8.本实用新型的之二目的采用以下技术方案实现:
9.压料工作台,所述压料工作台上设有用于供工件抵靠的抵靠板,所述压料工作台的上方设有所述的斜压料机构,所述斜压料机构位于抵靠板的一侧。
10.进一步地,所述压料工作台上设有推压导向组件,推压导向组件与抵靠板对应间隔设置,所述推压导向组件用于靠近抵靠板运动以抵靠工件侧部。
11.进一步地,所述推压导向组件包括推压杆、推压轮以及推压杆驱动件,所述推压杆的一端铰接于压料工作台上,所述推压轮枢接于推压杆的另一端;所述推压轮与抵靠板间隔设置;所述推压杆驱动件用于带动推压杆转动。
12.进一步地,所述推压导向组件还包括移动板,所述推压杆、推压轮以及推压杆驱动件均安装于移动板上;所述移动板可沿所述加工方向移动。
13.进一步地,所述压料工作台上设有滑槽,所述移动板的底端设有滑轨,所述滑轨与所述滑槽滑动配合。
14.进一步地,所述抵靠板上可滑动的设有光栅尺。
15.进一步地,所述压料工作上设有两个抵靠板,两个抵靠板的端部垂直衔接;各个抵
靠板的上方均设有所述斜压料机构。
16.相比现有技术,本实用新型的有益效果在于:
17.1、在进行工件压紧时,可压块驱动件可施加一垂直于斜压面的压力,斜压面便可将压力分解为横向力以及纵向力,在横向以及纵向上均可较好的压紧工件。
18.2、在工件装夹时,工件可抵靠在压料工作台上,然后压块驱动件是要施加一垂直于斜压面的压力,斜压面便可将压力分解为横向力以及纵向力,纵向力可在工件端部对工件进行压紧限位,而横向力则可推动工件紧靠抵靠板,压紧定位效果更好,便于提供后期加工精度。
附图说明
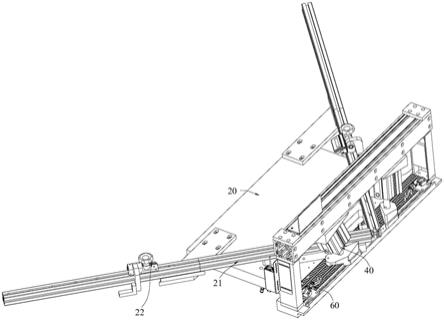
19.图1为本实用新型的压料工作台的结构示意图;
20.图2为本实用新型的斜压料机构的结构示意图;
21.图3为本实用新型的推压导向组件的结构示意图。
22.图中:20、压料工作台;21、抵靠板;22、光栅尺;40、斜压料机构;41、压块;411、斜压面;42、压块驱动件;60、推压导向组件;61、推压轮;62、推压杆;63、推压杆驱动件。
具体实施方式
23.下面,结合附图以及具体实施方式,对本实用新型做进一步描述:
24.在本实用新型的描述中,需要说明的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
25.除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。本文中在本实用新型的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在限制本实用新型。
26.实施例1,
27.如图1所示的斜压料机构40,包括压块41以及压块驱动件42,在压块41的底端设有用于与工件接触的斜压面411,上述压块驱动件42用于施加一压力至压块41上,以驱使压块41压紧工件。具体压力方向与斜压面411垂直。
28.在上述结构基础上,在进行工件压紧时,可压块驱动件42可施加一垂直于斜压面411的压力,斜压面411便可将压力分解为横向力以及纵向力,在横向以及纵向上均可较好的压紧工件。
29.进一步地,本实施例中的压块驱动件42为驱动气缸,将驱动气缸的活塞杆与压块41连接,驱动气缸的活塞杆的延伸方向与斜压面411垂直,如此,可通过驱动气缸的活塞杆伸缩对压块41施压,驱动结构简单。
30.实施例2,
31.如图1、图2以及图3所示的压料工作台20,压料工作台20上设有抵靠板21,该抵靠板21用于供工件抵靠。当然,压料工作台的上方设有上述的斜压料机构40,斜压料机构40位于抵靠板21的一侧,斜压料机构40包括压块41以及压块驱动件42,在压块41的底端设有用
于与工件接触的斜压面411,上述压块驱动件42用于施加一压力至压块41上,以驱使压块41压紧工件。具体压力方向与斜压面411垂直。
32.如此,在工件装夹并抵靠在上述抵靠板21后,可通过压块驱动件42带动压块41向下运动,压块41向下运动过程中,可抵接在工件的顶端面上,对工件的定位结构更加稳定。
33.更具体的是,由于压块41的底端为斜压面411,因而在压块41向下运动过程中,压块41底端的斜压面411先与工件端面抵接,斜压面411可将垂直于其自身的压力分解为纵向力以及横向力,纵向力可在工件端部对工件进行压紧限位,而横向力则可推动工件紧靠抵靠板21,压紧定位效果更好,便于提供后期加工精度。
34.进一步地,压料工作台20上设有推压导向组件60,具体推压导向组件60与抵靠板21对应间隔设置,该推压导向组件60可靠近抵靠板21运动以抵靠工件侧部。如此,在工件抵靠在抵靠板21后,推压导向组件60位于工件相对抵靠板21的外侧,通过推压导向组件60靠近抵靠板21运动后,推压导向组件60便可由工件外侧进行侧向施压,防止工件推入或加工过程中跑偏。
35.进一步地,具体推压导向组件60包括推压杆62、推压轮61以及推压杆驱动件63,推压杆62的一端铰接于压料工作台20上,推压轮61枢接于推压杆62的另一端;推压轮61与抵靠板21间隔设置;推压杆驱动件63用于带动推压杆62转动。
36.在工件加工时,可通过推压杆驱动件63带动推压杆62靠近抵靠板21转动,推压杆62上的推压轮61便可与工件外侧抵接,防止工件推入或加工过程中跑偏;而推压轮61与工件的外侧面滚动配合,也使工件具有一定自由度,避免直接压紧在加工过程中出现卡死的情况。
37.更具体的是,上述推压导向组件60还包括移动板,将推压杆62、推压轮61以及推压杆驱动件63均安装于移动板上,移动板可沿加工方向移动。
38.具体可在压料工作台20上设置沿加工方向延伸的滑槽,移动板通过滑轨与滑槽滑动配合,如此,可根据工件的宽度使推压轮61的位置可调,适用于不同宽度工件加工。
39.进一步地,还可在抵靠板21上还设有光栅尺22,该光栅尺22可沿抵靠板21的延伸方向运动,如此,在工件第一次装夹加工时,光栅尺22可测量工件装夹尺寸,精度更好。
40.具体本实施例中设有两个抵靠板,两个抵靠板的端部垂直抵接设置。各个抵靠板可供工件抵靠,两个抵靠板便可供两个工件呈90度垂直抵靠状态,便于后期直接加工形成45度加工面,便于榫卯结构加工后直接装配,精度较高。
41.当然,在各个抵靠板的上方均设有上述斜压料机构,且各个抵靠板外侧对应设置上述推压导向组件即可。
42.对本领域的技术人员来说,可根据以上描述的技术方案以及构思,做出其它各种相应的改变以及形变,而所有的这些改变以及形变都应该属于本实用新型权利要求的保护范围之内。