1.本实用新型涉及木材热压机加工技术领域,尤其涉及到一种用于全自动热压机的进板机构。
背景技术:
2.胶合板是由木段旋切成单板或由木方刨切成薄木,再用胶粘剂胶合而成的三层或多层的板状材料,通常用奇数层单板,并使相邻层单板的纤维方向互相垂直胶合而成。现有的胶合板热压工序,普遍采用10~15层级的热压机,工作温度摄氏105~150℃,工作压力500~800吨。
3.现有市面上的热压机人工参与度过多,导致生产效率低下;同时,大多在生产时还在使用叉车等设备将胶合板放置热压机中进行热压处理,现有的热压机进板机构其存在如下缺陷:
4.1、生产效率低下,往往需要使用较多人力将胶合板抬起放下;
5.2、容易存在安全隐患;
6.3、可调节性差,往往仅能针对单一厚度的胶合板进行进料。
技术实现要素:
7.本实用新型的目的在于克服现有技术的不足,提供了一种用于全自动热压机的进板机构。
8.本实用新型是用过以下技术方案实现的:
9.一种用于全自动热压机的进板机构,包括:移动架,所述移动架滑动设置于热压机的横梁下端,所述移动架可在水平方向移动;夹持机构,所述夹持机构与所述移动架固定连接,所述夹持机构包括夹持机架,所述夹持机架在靠近热压机的一侧均匀设置有若干夹持板,所述夹持机架内还均匀设置有若干簧片,所述簧片可上下移动,所述夹持板和所述簧片呈间隔设置。
10.本实用新型的进一步设置为:所述簧片在靠近热压机的一端包覆有限位套。
11.本实用新型的进一步设置为:所述限位套为“匚”形结构。
12.本实用新型的进一步设置为:所述限位套为硅胶材质。
13.本实用新型的进一步设置为:所述移动架为l形结构,所述移动架的顶部内侧固定有液压油缸,所述液压油缸的活塞杆向热压机方向延伸,所述液压油缸的活塞杆末端与横梁固定连接;所述移动架的顶部两侧均固定有导向座,所述横梁的内侧设有滑动轨道,所述导向座位于所述滑动轨道内并与所述横梁的内侧壁相接触;所述移动架的顶部下端两侧均固定有导向轮,所述导向轮与所述横梁的底部转动接触。
14.本实用新型的进一步设置为:所述移动架处还固定有加强杆,所述加强杆呈倾斜设置。
15.本实用新型的进一步设置为:所述夹持机架的内部还设有可上下移动的升降架,
所述升降架的内部顶端固定有油压缸,所述油压缸与所述升降架相连接,所述升降架的内部均匀设置有若干安装板,所述簧片与所述安装板固定连接,所述簧片延伸至所述升降架的外部。
16.本实用新型的进一步设置为:所述夹持板为板状结构,所述夹持板在靠近全自动热压机的一端斜向下呈弯折状。
17.本实用新型的进一步设置为:所述夹持机架的内部两侧均固定有转动轮,所述升降架的两侧均凹设有移动轨道,所述转动轮位于所述移动轨道内并与所述升降架的外侧壁相接触。
18.本实用新型公开了一种用于全自动热压机的进板机构,与现有技术相比:
19.1、通过液压油缸带动夹持机构移动,夹持机构将胶合板夹住并且液压油缸带动夹持机构向热压机方向移动,直至胶合板完全进入热压机从而进行热压,工作效率高;
20.2、夹持板用于对胶合板上表面进行限位,簧片用于对胶合板下表面进行限位,两者可以将胶合板夹住,确保夹持的稳定性,而且簧片可上下移动,可适应不同厚度的胶合板的进板,簧片端部设置的限位套可以起到防滑效果。
附图说明
21.图1为本实用新型的立体图。
22.图2为本实用新型的主视图。
23.图3为本实用新型移动架的俯视图。
24.图4为本实用新型夹持机构的结构示意图。
25.图5为本实用新型夹持机构的剖视图。
26.图6为图5中a面的放大图,用于表现夹持板、簧片和限位套。
27.图7为本实用新型转动轮的结构示意图。
28.图8为本实用新型应用示意图。
29.图中数字和字母所表示的相应部件名称:
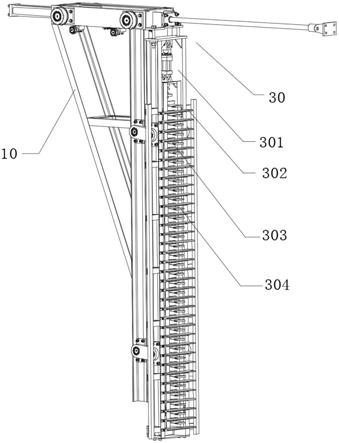
30.其中:10、移动架;20、横梁;30、夹持机构;40、热压机;101、液压油缸;102、导向座;103、导向轮;104、加强杆;301、夹持机架;302、夹持板;303、簧片;304、限位套;305、升降架;306、油压缸;307、安装板;308、转动轮。
具体实施方式
31.下面对本实用新型的实施例作详细说明,本实施例在以本实用新型技术方案为前提下进行实施,给出了详细的实施方式和具体的操作过程,但本实用新型的保护范围不限于下述的实施例。
32.如图1至图8所示,一种用于全自动热压机的进板机构,包括:移动架10,所述移动架10滑动设置于热压机40的横梁20下端,所述移动架10可在水平方向移动;夹持机构30,所述夹持机构30与所述移动架10固定连接,所述夹持机构30包括夹持机架301,所述夹持机架301在靠近热压机40的一侧均匀设置有若干夹持板302,所述夹持机架301内还均匀设置有若干簧片303,所述簧片303可上下移动,所述夹持板302和所述簧片303呈间隔设置。
33.上述技术方案中,所述移动架10可向热压机40方向靠近或远离,即移动架10可带
动夹持机构30向热压机40方向靠近或远离,如图8所示,全自动热压机的进板架中间具有供夹持机构30通过的通道;胶合板先放置于进板架上,然后夹持机架301带动夹持板302伸入至若干胶合板之间,簧片303可上下移动,夹持板302抵住胶合板的上表面,簧片303上升则抵住胶合板的下表面,这样便将胶合板夹持柱,然后移动架10再带动夹持机构30移动从而将胶合板推进至热压机40内部进行热压。
34.结合图5和图6所示,所述簧片303在靠近全自动热压机的一端包覆有限位套304;所述限位套304为“匚”形结构;所述限位套304为硅胶材质。
35.上述技术方案中,限位套304包覆于簧片303外,限位套304为硅胶材质,限位套304在与胶合板接触时两者之间会产生较大的摩擦力,从而防止脱落,此外,限位套304采用硅胶材质其具有耐高温和寿命长的优点。
36.结合图1至图3所示,所述移动架10为l形结构,所述移动架10的顶部内侧固定有液压油缸101,所述液压油缸101的活塞杆向热压机40方向延伸,所述液压油缸101的活塞杆末端与横梁20固定连接;所述移动架10的顶部两侧均固定有导向座102,所述横梁20的内侧设有滑动轨道,所述导向座102位于所述滑动轨道内并与所述横梁20的内侧壁相接触;所述移动架10的顶部下端两侧均固定有导向轮103,所述导向轮103与所述横梁20的底部转动接触;所述移动架10处还固定有加强杆104,所述加强杆104呈倾斜设置。
37.上述技术方案中,加强杆104与移动架10之间构成三角状,使得整体更加稳定;横梁20包括两根平行设置的导轨,导轨为“匚”形结构,移动架10顶部的导向座102在导轨的滑动轨道内并且两根导轨可以对移动架10进行限位,导向轮103的设置便于移动架10相对于横梁20进行滑动,液压油缸101的活塞杆末端与横梁20固定连接(即液压油缸101的活塞杆末端与横梁20靠近热压机40的位置连接),当液压油缸101工作时,液压油缸101可以带动移动架10向热压机40方向靠近或远离。
38.结合图1至图7所示,所述夹持机架301的内部还设有可上下移动的升降架305,所述升降架305的内部顶端固定有油压缸306,所述油压缸306与所述升降架305相连接,所述升降架305的内部均匀设置有若干安装板307,所述簧片303与所述安装板307固定连接,所述簧片303延伸至所述升降架305的外部;所述夹持板302为板状结构,所述夹持板302在靠近热压机40的一端斜向下呈弯折状;所述夹持机架301的内部两侧均固定有转动轮308,所述升降架305的两侧均凹设有移动轨道,所述转动轮308位于所述移动轨道内并与所述升降架305的外侧壁相接触。
39.上述技术方案中,油压缸306用于带动升降架305进行上下移动,升降架305带动安装板307上下移动,而簧片303又与安装板307固定连接,即油压缸306可以带动簧片303进行上下移动,簧片303延伸至升降架305的外部便于配合夹持板303进行夹持工序;夹持板302的一端斜向下呈弯折状便于对胶合板夹住;转动轮308的设置使得升降架305的上下移动更加平稳,不会晃动。
40.本实用新型的工作原理:如图8所示,图8为全自动热压机,其自左至右依次包括进板机构、进板架、热压机、出板架和出板机构,进板机构与出板机构呈径向对称设置;首先液压油缸控制移动架逐渐向胶合板靠近并且令夹持板伸入至间隔设置的胶合板内,然后油压缸控制簧片上升从而将胶合板夹住,再通过液压油缸工作带动胶合板推送至热压机内部进行热压;值得注意的是,如若胶合板的厚度较厚,可通过调整簧片与夹持板之间的距离即
可。
41.以上,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
42.需要要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。