1.本实用新型属于木吉他桶侧板加工设备技术领域,尤其涉及一种自动加工木吉他桶侧板成型装置。
背景技术:
2.目前,有部分木吉他桶侧板采用三合板放入模具中压制而成,由于三合板黏合不牢固,在传统成型设备压制过程中,先压制主体再压制侧边成型,无法有效同步压制,造成受压力较大和受力不一致时会出现鼓包和侧印的问题,进而导致木吉他桶侧板加工出现较多的残次品,产品合格率低,对产品的质量影响较大,还造成了不必要的材料浪费和成本损失,不利于降低生产成本、提升生产效率和产品质量。
3.因此,研制一种新型的木吉他桶侧板加工设备是解决问题的关键。
技术实现要素:
4.本实用新型在于提供一种自动加工木吉他桶侧板成型装置。
5.本实用新型通过以下技术方案实现:包括机架组件,和设置于机架组件上的主下模具、主上模具和控制装置,所述机架组件的下部设置主下模具,上部设置主上模具,在机架组件的顶部设置主模驱动,所述主模驱动向下连接主上模具,所述主下模具两端的机架组件上分别设置副模具组件,所述主上模具两端的机架组件上分别设置侧板夹持机构,所述主模驱动、副模具组件和侧板夹持机构均信号连接控制装置。
6.本实用新型的有益效果是:本实用新型能满足不同型号木吉他桶侧板的成型加工需求,能有效协同压制成型,受力均匀可控,加工精度高,有效减少残次品率,极大提高产品合格率和产能,对产品质量提升和企业降低成本有明显的效果,利于提升生产效率经济效益。
附图说明
7.图1为本实用新型的结构示意图;
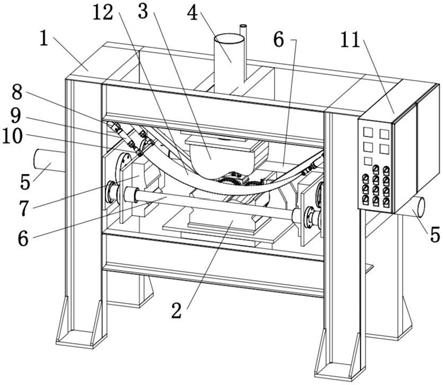
8.图2为本实用新型的立体结构示意图;
9.图中标号:1~机架组件,2~主下模具,3~主上模具,4~主模驱动,5~副模驱动,6~水平导杆,7~副模具,8~安装座,9~夹持驱动,10~侧板夹具,11~控制装置,12~侧板原材。
具体实施方式
10.为了使本技术领域的技术人员能更好地理解本实用新型的技术方案,下面结合附图对其具体实施方式进行详细的说明。
11.如图1~2所示的自动加工木吉他桶侧板成型装置,包括机架组件1,和设置于机架组件1上的主下模具2、主上模具3和控制装置11,所述机架组件1的下部设置主下模具2,上
部设置主上模具3,在机架组件1的顶部设置主模驱动4,所述主模驱动4向下连接主上模具3,所述主下模具2两端的机架组件1上分别设置副模具7组件,所述主上模具3两端的机架组件1上分别设置侧板夹持机构,所述主模驱动4、副模具7组件和侧板夹持机构均信号连接控制装置11。
12.所述的副模具7组件包括副模驱动5、水平导杆6和副模具7,所述水平导杆6沿机架组件1长向平行设置有两根,且均处主下模具2的外侧,在各所述水平导杆6的任一端分别设置副模驱动5和副模具7,所述副模驱动5连接副模具7,驱动副模具7在水平导杆6上往复运动。
13.所述的副模驱动5为气缸或液压缸。
14.所述的侧板夹持机构包括安装座8、夹持驱动9和侧板夹具10,所述安装座8分别设置于主上模具3两端的机架组件1上,各所述安装座8上分别活动铰接设置夹持驱动9,且夹持驱动9处于两水平导杆6之间,所述夹持驱动9则连接侧板夹具10。
15.各所述的安装座8上分别活动铰接设置两个夹持驱动9,且两夹持驱动9平行设置。
16.所述的夹持驱动9为气缸或液压缸。
17.所述的主模驱动4为气缸或液压缸。
18.所述的控制装置11为具有显示屏的plc可编程逻辑控制器。
19.本实用新型的工作方式:把侧板原材12的两端分别用侧板夹具10夹持固定在主下模具2与主上模具3之间,随后启动主模驱动4带动主上模具3向下运动,把侧板原材12压入主下模具2中,同时副模驱动5分别带动两副模具7在水平导杆6向主下模具2运动接触侧板原材12,从而完成对侧板原材12主体和两端部分的压制成型成为木吉他桶侧板。木吉他桶侧板压制完成后,主模驱动4带动主上模具3向上运动复位,副模驱动5分别带动两副模具7在水平导杆6上反向运动复位,实现主上模具3、副模具7与木吉他桶侧板脱离,最后松开木吉他桶侧板两端的侧板夹具10,从主下模具2中取出木吉他桶侧板即可。
20.在压制过程中,由于夹持驱动9与安装座8是活动铰接设置,因此夹持驱动9会随侧板原材12向下或向上运动,同时会自动伸缩调整侧板夹具10的行程长度,从而有效配合主上模具3、副模具7的压制工作,保障夹持稳固性和不干扰侧板原材12的压制工作。
技术特征:
1.一种自动加工木吉他桶侧板成型装置,包括机架组件(1),和设置于机架组件(1)上的主下模具(2)、主上模具(3)和控制装置(11),其特征在于:所述机架组件(1)的下部设置主下模具(2),上部设置主上模具(3),在机架组件(1)的顶部设置主模驱动(4),所述主模驱动(4)向下连接主上模具(3),所述主下模具(2)两端的机架组件(1)上分别设置副模具(7)组件,所述主上模具(3)两端的机架组件(1)上分别设置侧板夹持机构,所述主模驱动(4)、副模具(7)组件和侧板夹持机构均信号连接控制装置(11)。2.根据权利要求1所述的自动加工木吉他桶侧板成型装置,其特征在于:所述的副模具(7)组件包括副模驱动(5)、水平导杆(6)和副模具(7),所述水平导杆(6)沿机架组件(1)长向平行设置有两根,且均处主下模具(2)的外侧,在各所述水平导杆(6)的任一端分别设置副模驱动(5)和副模具(7),所述副模驱动(5)连接副模具(7),驱动副模具(7)在水平导杆(6)上往复运动。3.根据权利要求2所述的自动加工木吉他桶侧板成型装置,其特征在于:所述的副模驱动(5)为气缸或液压缸。4.根据权利要求1所述的自动加工木吉他桶侧板成型装置,其特征在于:所述的侧板夹持机构包括安装座(8)、夹持驱动(9)和侧板夹具(10),所述安装座(8)分别设置于主上模具(3)两端的机架组件(1)上,各所述安装座(8)上分别活动铰接设置夹持驱动(9),且夹持驱动(9)处于两水平导杆(6)之间,所述夹持驱动(9)则连接侧板夹具(10)。5.根据权利要求4所述的自动加工木吉他桶侧板成型装置,其特征在于:各所述的安装座(8)上分别活动铰接设置两个夹持驱动(9),且两夹持驱动(9)平行设置。6.根据权利要求4或5所述的自动加工木吉他桶侧板成型装置,其特征在于:所述的夹持驱动(9)为气缸或液压缸。7.根据权利要求1所述的自动加工木吉他桶侧板成型装置,其特征在于:所述的主模驱动(4)为气缸或液压缸。8.根据权利要求1所述的自动加工木吉他桶侧板成型装置,其特征在于:所述的控制装置(11)为具有显示屏的plc可编程逻辑控制器。
技术总结
本实用新型公开了一种自动加工木吉他桶侧板成型装置,包括机架组件,和设置于机架组件上的主下模具、主上模具和控制装置,所述机架组件的下部设置主下模具,上部设置主上模具,在机架组件的顶部设置主模驱动,所述主模驱动向下连接主上模具,所述主下模具两端的机架组件上分别设置副模具组件,所述主上模具两端的机架组件上分别设置侧板夹持机构,所述主模驱动、副模具组件和侧板夹持机构均信号连接控制装置。本实用新型能满足不同型号木吉他桶侧板的成型加工需求,能有效协同压制成型,受力均匀可控,加工精度高,有效减少残次品率,极大提高产品合格率和产能,对产品质量提升和企业降低成本有明显的效果,利于提升生产效率经济效益。济效益。济效益。
技术研发人员:贾刚
受保护的技术使用者:广州市威柏乐器制造有限公司
技术研发日:2021.07.12
技术公布日:2021/12/11