一种l线45
°
及90
°
混合精切设备
技术领域
1.本实用新型涉及木工加工技术领域,尤其涉及一种l线45
°
及90
°
混合精切设备。
背景技术:
2.现有的门套边框安装位置的加工,都是分步骤来进行的,在不同的机床上完成定长切断、加工顶部装饰板槽、加工铰链安装槽、加工锁舌板安装槽等工作,存在的加工周期长、生产效率低、加工过程废品率高等问题。另外现有的门套边框加工,总是一块一块地分别进行加工,由于门套边框是左右各一块,加工的工序和安装槽的形状不一致,使得生产管理工作量较大,同时由于分块加工,总是有较大的加工误差,使得配对的两块不能很好地配对。
技术实现要素:
3.为了解决上述问题,本实用新型提供一种l线45
°
及90
°
混合精切设备,实现l型线条的45
°
及90
°
双组锯切,多工序合并,提高工作效率,减少装饰线条的加工工序及周转时间。
4.本实用新型采用的技术方案为:
5.一种l线45
°
及90
°
混合精切设备,包括上料台、主工作台、前数控夹手、余料分切部件、错位推料部件、旋转主锯、后数控夹手、90
°
竖板边角锯切部件和出料台,所述的上料台和出料台分别位于主工作台的同一侧的两端且与主工作台相连接,主工作台的中间位置设置旋转主锯,与上料台相对应的主工作台上设置有前数控夹手,与出料台相对应的主工作台上设置有后数控夹手,前数控夹手的外端设置有余料分切部件,余料分切部件的内侧靠近主工作台的端部设置有错位推料部件,后数控夹手的外端设置有90
°
竖板边角锯切部件。
6.所述的旋转主锯通过主锯连接杆与主锯滑道相连接,主锯滑道设置在支柱的上部,支柱的底部固定设置在转盘的中心位置,转盘与蜗杆相配合,蜗杆与减速电机的输出轴相连接。
7.所述的主锯滑道上设置有丝杠,丝杠位于主锯滑道的中间位置,且丝杠的一端与伺服电机相连接,丝杠的另一端与主锯连接杆的末端的滑块相连接,该滑块与主锯连接杆一体成型或固定连接,滑块的中心内套丝杠,滑块与丝杠通过螺纹连接,滑块的外侧与主锯滑道相配合。
8.所述的主锯滑道的外部一侧与支柱之间通过焊接的方式固定连接或通过螺栓固定连接。或通过丝杠与滑块的方式滑动连接。
9.所述的主工作台上设置有定尺精截锯装置,所述的定尺精截锯装置为限位块或红外限位装置。
10.所述的前数控夹手、余料分切部件、错位推料部件、旋转主锯、后数控夹手、90
°
竖板边角锯切部件均与控制器相连接,控制器还与定尺精截锯装置相连接。
11.所述的余料分切部件是由余料分切电机和分切锯片组成的,所述的90
°
竖板边角
锯切部件是由切角锯片和切角电机组成的,所述的错位推料部件指的是电动伸缩杆。
12.本实用新型的有益效果为:本实用新型可以实现l型线条定尺锯切、余料分切、90
°
竖线条边角锯切,还可以进行双组锯切,多工序合并的综合功能设备,减少装饰线条的加工工序及周转时间,提高了工作效率。
附图说明
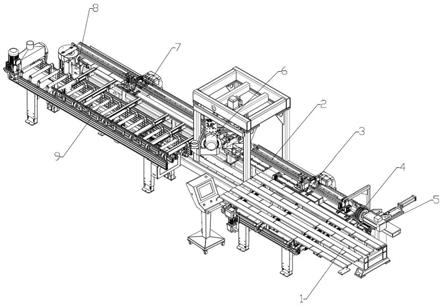
13.图1为本实用新型的结构示意图。
14.图2为本实用新型的主锯滑道与支柱的结构示意图。
15.图3为本实用新型的转盘与蜗杆的连接关系图。
16.图4为本实用新型的旋转主锯为45
°
精切时的位置关系图。
17.图5为本实用新型的旋转主锯为90
°
精切时的位置关系图。
18.图6为本实用新型的旋转主锯为90
°
精切时的l型线条的摆放方式。
19.图7为本实用新型的旋转主锯为90
°
精切时的l型线条的摆放方式。
20.图中,1、上料台,2、主工作台,3、前数控夹手,4、余料分切部件,5、错位推料部件,6、旋转主锯,7、后数控夹手,8、90
°
竖板边角锯切部件,9、出料台,10、主锯滑道,11、丝杠,12、伺服电机,13、支柱,14、蜗杆,15、转盘,16、减速电机,17、主锯连接杆,18、l型线条。
具体实施方式
21.如图1~图7所示,一种l线45
°
及90
°
混合精切设备,包括上料台1、主工作台2、前数控夹手3、余料分切部件4、错位推料部件5、旋转主锯6、后数控夹手7、90
°
竖板边角锯切部件8和出料台9,所述的上料台1和出料台9分别位于主工作台2的同一侧的两端且与主工作台2相连接,主工作台2的中间位置设置旋转主锯6,与上料台1相对应的主工作台2上设置有前数控夹手3,与出料台9相对应的主工作台2上设置有后数控夹手7,前数控夹手3的外端设置有余料分切部件4,余料分切部件4的内侧靠近主工作台2的端部设置有错位推料部件5,后数控夹手7的外端设置有90
°
竖板边角锯切部件8。
22.所述的旋转主锯6通过主锯连接杆17与主锯滑道10相连接,主锯滑道10设置在支柱13的上部,支柱13的底部固定设置在转盘15的中心位置,转盘15与蜗杆14相配合,蜗杆14与减速电机16的输出轴相连接。
23.所述的主锯滑道10上设置有丝杠11,丝杠11位于主锯滑道10的中间位置,且丝杠11的一端与伺服电机12相连接,丝杠11的另一端与主锯连接杆17的末端的滑块相连接,该滑块与主锯连接杆17一体成型或固定连接,滑块的中心内套丝杠11,滑块与丝杠11通过螺纹连接,滑块的外侧与主锯滑道10相配合。
24.所述的主锯滑道10的外部一侧与支柱13之间通过焊接的方式固定连接或通过螺栓固定连接。或通过丝杠11与滑块的方式滑动连接。
25.所述的主工作台2上设置有定尺精截锯装置,所述的定尺精截锯装置为限位块或红外限位装置。
26.所述的前数控夹手3、余料分切部件4、错位推料部件5、旋转主锯6、后数控夹手7、90
°
竖板边角锯切部件8均与控制器相连接,控制器还与定尺精截锯装置相连接。
27.所述的余料分切部件4是由余料分切电机和分切锯片组成的,所述的90
°
竖板边角
锯切部件8是由切角锯片和切角电机组成的,所述的错位推料部件5是由夹手和电动伸缩杆组成的。
28.所述的控制器的型号为6es7416
‑
2xk04
‑
0ab0。电动伸缩杆15的型号为xtl100。
29.使用时,减速电机16的输出轴带动蜗杆14转动,蜗杆14的转动带动转盘15转动,转盘15的转动带动支柱13转动,支柱13的转动带动主锯滑道10、主锯连接杆17和旋转主锯6都转动,转动的角度为45
°
或90
°
。
30.旋转主锯6进行切割时,启动伺服电机12,伺服电机12的输出轴带动丝杠11转动,丝杠11的转动带动滑块在丝杠11上移动,滑块的移动带动主锯连接杆17和旋转主锯6沿着丝杠11的方向移动,从而进行切割。
31.旋转主锯6的电机:1.5kw,50hz,1400rpm;余料分切部件4电机:7.5kw,200hz,6000rpm;90
°
竖板边角锯切部件8的切角电机:3.7kw+1.5kw, 200hz,6000rpm;旋转主锯6锯片:φ350
×
φ30
×
1张;余料分切部件4的分切锯片:φ300
×
φ30
×
3张;90
°
竖板边角锯切部件8的切角锯片:φ185
×
φ22
×
1张+φ300
×
φ30
×
1张。
32.l型锯切90度上料规则:如图6所示,l型线条18采用每两根背对背摆放。
33.人工在履带处按规则上料,履带输送入上料台1。
34.当90度锯切可设置两种锯切模式备选,即精裁和非精裁模式。90度精裁锯切模式,数据自动计算,由前数控夹手3夹取工件将l型线条18末端送至余料分切部件4处,由多锯片锯切多余余料分切,同时将有用堵头与废料分离。前数控夹手3夹取l型线条18送至指定位置,后数控夹手7夹持l型线条18移动所需长度定尺(可由红外定位),由旋转主锯6切割,后数控夹手7将锯切完成的两根竖板直接夹持送至90度竖板边角锯切部件8进行边角锯除,如是横板,无需锯切边角,成品由出料托架将l型线条18快速送至后端出料台9输出。90度非精裁锯切模式,长度尺寸计算为实际尺寸加10
‑
15mm左右,数据自动计算锯切长度,直接由前数控夹手3夹取l型线条18将末端送置余料分切部件4处,由多锯片锯切多余余料分切即锯切完成,前数控夹手3夹取l型线条18送至指定位置,后数控夹手7夹持l型线条18移动至可出料端,由出料托架将工件快速送至后端出料台9输出。
35.l型锯切45度上料规则:如图7所示,竖板:l型线条采用两根上下叠放方式摆放,横板:单根摆放。
36.当进行45度锯切时,数据自动计算,竖板锯切时由前数控夹手3夹取堆叠的两根l型线条18末端送至余料分切部件4处,由多锯片锯切多余余料分切锯切90度,同时将有用堵头与废料分离。错位推料部件5的夹手将抓取堆叠的上根竖板定位,下根竖板由电动伸缩杆的推料动作错位,错位距离为l型线条18插边条厚度。前数控夹手再次夹取l型线条18送至指定位置,由旋转锯头锯切另一端45度。横板为单根计算余料长度较长,需进行余料分切,在由前数控夹手3移动锯切所需要的长度,旋转锯头6旋转所对应的角度进行锯切,连续锯切两根横板,锯切完成后数控夹手7拖动l型线条18到出料位,由出料托架将工件快速送至后端出料台9输出。