1.本发明涉及胶合板相关技术领域,具体为一种胶合板热压工艺中自动装取装置。
背景技术:
2.在胶合板的生产工艺中,热压工艺起着非常重要的作用,但是在热压工艺中,很多企业仍然采用人工的方式实现装板和取板,这种情况下可能出现芯板移动、错位,导致生产出的胶合板不平整,进而导致胶合板不能通过检验,增加了废品率,造成了劳动力的浪费。
技术实现要素:
3.本发明提供如下技术方案:一种胶合板热压工艺中自动装取装置,包括机体,所述机体内开设有空间,所述空间内两侧设有能升降的承托板,所述承托板底部设有控制升降的第一升降机构,两侧所述承托板上部均设有能滑动的第一滑动板,所述承托板上部还设有能带动所述第一滑动板滑动的第一平移机构,所述第一平移机构在工作时可以把所述第一滑动板和所述第二承托板平移进热压机内,两侧所述第一滑动板相互靠近一侧均设有第二承托板,位于同一侧的所述第一滑动板和所述第二承托板之间设置有伸缩机构,所述伸缩机构能控制两侧所述第二承托板相互靠近,进而对坯板进行夹紧并抬起,两侧所述承托板相互靠近一端开设有空腔,两侧所述空腔内共同滑动设有一个第一支撑板,一侧所述承托板内设有能带动所述第一支撑板移动的第二平移机构,所述第二平移机构能带动所述第一支撑板平移至热压机内并对坯板底部进行承托,并把残留在热压机内垫板上残留的胶水刮除,所述空间内顶部固定设有固定板,所述固定板下方设有除胶板,所述除胶板与所述固定板之间设有第二升降机构,所述第二升降机构能带动所述除胶板升降,所述固定板上设有带动所述除胶板平移的第三平移机构,所述第三平移机构能带动所述除胶板移动至热压机内,所述第二升降机构能带动所述除胶板下降并压紧坯板顶部,同时对坯板侧边流出的胶水刮落。
4.精选的,所述第一升降机构包括固定设置在所述空间底部两端的第一伸缩杆,两侧所述第一伸缩杆分别位于两侧所述承托板正下方,两侧所述承托板分别固定设置在两个所述第一伸缩杆的顶部。
5.精选的,所述第一平移机构包括固定安装在所述承托板上的第一电机,所述第一电机输出轴朝向第一滑动板一侧并固定安装有第一齿轮,所述第一滑动板固定设置有与所述第一齿轮啮合的第一齿条。
6.精选的,所述伸缩机构包括分别固定在两侧所述第一滑动板相互靠近一侧的第二伸缩杆,两侧所述第二伸缩杆相互靠近一端分别与对应所述第二承托板固定连接,两侧所述第二承托板相互靠近一侧端面底部固定有梯形板,所述梯形板上表面为倾斜斜面,进而便于所述梯形板插入坯板的底部并抬起坯板,两侧所述第二承托板相互靠近一侧端面顶部固定有第一长板,所述第一长板能对坯板顶部进行夹紧。
7.精选的,所述第二平移机构包括转动设置在一侧所述空腔内的第二齿轮,所述第
一支撑板靠近所述第二齿轮一端固定有第二齿条,所述第二齿条与所述第二齿轮啮合,所述第二齿轮底部设有固定安装于所述承托板的第二电机,所述第二电机的输出轴于所述第二齿轮轴心固定连接。
8.精选的,所述第一支撑板相互远离的两端均开设有凹槽,所述凹槽内设有圆球,所述除胶板顶部设有三个第二空腔,位于中间的所述第二空腔侧壁固定有齿条。
9.精选的,所述第二升降机构包括固定设置在所述固定板底部两侧且正对两侧边所述第二空腔上方的第三伸缩杆,两侧所述第三伸缩杆底部均固定有圆饼,两侧所述圆饼能分别在两侧边所述第二空腔内滑动。
10.精选的,所述第三平移机构包括转动设置于所述固定板上表面的轴套,所述轴套内上下贯穿且键连接有轴,所述轴底端延伸至中间所述第二空腔内并固定有第三齿轮,所述第三齿轮与所述第三齿条啮合,所述轴套上固定有第四齿轮,所述固定板顶部固定安装有第三电机,所述第三电机输出轴上固定有与所述第四齿轮啮合的第五齿轮。
11.本发明具备以下有益效果:
12.本发明通过升降机构可以平稳的运送每一块坯板,从根源上解决芯板移动、错位的问题,通过第一平移机构和伸缩机构可以除去靠近伸缩机构两侧坯板的胶水,通过第二升降机构和第三平移机构可以去除其他两侧坯板的胶水,通过第二平移机构不仅可以支撑坯板还可以去除垫板上的胶水,通过本发明不仅解决了芯板问题,同时还解决了垫板上出现胶水除去的问题。
附图说明
13.下面结合附图和实施例对本发明进一步说明。
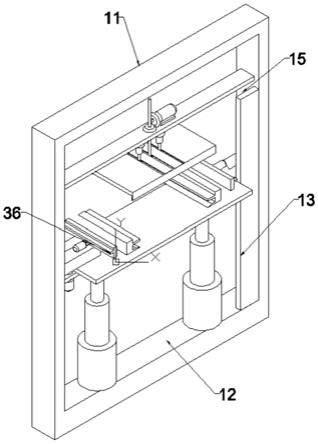
14.图1为本发明的立体示意图;
15.图2为本发明的结构示意图;
16.图3为图2中a处放大示意图;
17.图4为图2中b处放大示意图;
18.图5为图2中c处放大示意图;
19.图6为图2中c处立体示意图。
具体实施方式
20.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
21.请参阅图1
‑
6,一种胶合板热压工艺中自动装取装置,包括机体11,所述机体11内开设有空间12,所述空间12内两侧设有能升降的承托板17,所述承托板17底部设有控制升降的第一升降机构,两侧所述承托板17上部均设有能滑动的第一滑动板35,所述承托板17上部还设有能带动所述第一滑动板35滑动的第一平移机构,所述第一平移机构在工作时可以把所述第一滑动板35和所述第二承托板39平移进热压机内,两侧所述第一滑动板35相互靠近一侧均设有第二承托板39,位于同一侧的所述第一滑动板35和所述第二承托板39之间
设置有伸缩机构,所述伸缩机构能控制两侧所述第二承托板39相互靠近,进而对坯板进行夹紧并抬起,两侧所述承托板17相互靠近一端开设有空腔62,两侧所述空腔62内共同滑动设有一个第一支撑板57,一侧所述承托板17内设有能带动所述第一支撑板57移动的第二平移机构,所述第二平移机构能带动所述第一支撑板57平移至热压机内并对坯板底部进行承托,并把残留在热压机内垫板上残留的胶水刮除,所述空间12内顶部固定设有固定板19,所述固定板19下方设有除胶板29,所述除胶板29与所述固定板19之间设有第二升降机构,所述第二升降机构能带动所述除胶板29升降,所述固定板19上设有带动所述除胶板29平移的第三平移机构,所述第三平移机构能带动所述除胶板29移动至热压机内,所述第二升降机构能带动所述除胶板29下降并压紧坯板顶部,同时对坯板侧边流出的胶水刮落。
22.其中,所述第一升降机构包括固定设置在所述空间12底部两端的第一伸缩杆58,两侧所述第一伸缩杆58分别位于两侧所述承托板17正下方,两侧所述承托板17分别固定设置在两个所述第一伸缩杆58的顶部。
23.其中,所述第一平移机构包括固定安装在所述承托板17上的第一电机45,所述第一电机45输出轴朝向第一滑动板35一侧并固定安装有第一齿轮43,所述第一滑动板35固定设置有与所述第一齿轮43啮合的第一齿条36。
24.其中,所述伸缩机构包括分别固定在两侧所述第一滑动板35相互靠近一侧的第二伸缩杆50,两侧所述第二伸缩杆50相互靠近一端分别与对应所述第二承托板39固定连接。
25.其中,两侧所述第二承托板39相互靠近一侧端面底部固定有梯形板67,所述梯形板67上表面为倾斜斜面,进而便于所述梯形板67插入坯板的底部并抬起坯板,两侧所述第二承托板39相互靠近一侧端面顶部固定有第一长板66,所述第一长板66能对坯板顶部进行夹紧。
26.其中,所述第二平移机构包括转动设置在一侧所述空腔62内的第二齿轮54,所述第一支撑板57靠近所述第二齿轮54一端固定有第二齿条68,所述第二齿条68与所述第二齿轮54啮合,所述第二齿轮54底部设有固定安装于所述承托板17的第二电机55,所述第二电机55的输出轴于所述第二齿轮54轴心固定连接。
27.其中,所述第一支撑板57相互远离的两端均开设有凹槽59,所述凹槽59内设有圆球69。
28.其中,所述除胶板29顶部设有三个第二空腔56,位于中间的所述第二空腔56侧壁固定有齿条28。
29.其中,所述第二升降机构包括固定设置在所述固定板19底部两侧且正对两侧边所述第二空腔56上方的第三伸缩杆61,两侧所述第三伸缩杆61底部均固定有圆饼26,两侧所述圆饼26能分别在两侧边所述第二空腔56内滑动。
30.其中,所述第三平移机构包括转动设置于所述固定板19上表面的轴套21,所述轴套21内上下贯穿且键连接有轴20,所述轴20底端延伸至中间所述第二空腔56内并固定有第三齿轮27,所述第三齿轮27与所述第三齿条28啮合,所述轴套21上固定有第四齿轮22,所述固定板19顶部固定安装有第三电机,所述第三电机输出轴上固定有与所述第四齿轮22啮合的第五齿轮23。
31.工作原理:
32.初始时,第一伸缩杆58处于最大伸长状态,第三伸缩杆61处于收缩状态,除胶板
29、第一滑动板35、第二承托板39、第一支撑板57均处于远离热压机的一侧,将机体11安装于热压机进出料口一侧,将待加工的坯板堆叠在机体11远离热压机一侧。
33.向热压机运送坯板时,第一伸缩杆58伸缩带动承托板17移动,进而带动第一支撑板57移动至上表面与堆叠的坯板最上面一块相齐平,此时第二电机55开始工作带动第二齿轮54转动,第二齿轮54通过啮合带动第二齿条68移动,进而带动第一支撑板57向靠近坯板方向移动,此时第一电机45启动带动第一齿轮43转动,第一齿轮43通过齿轮啮合带动第一齿条36移动,进而带动两侧第一滑动板35和第二承托板39移动至坯板的两侧,第二伸缩杆50开始伸长带动两侧第二承托板39相互靠近,直到第二承托板39将最上方的坯板夹取并抬起,此时反向启动第一电机45和第二电机55,进而将坯板移动至第一支撑板57上方,同时移动第一支撑板57靠近热压机,此时控制第一伸缩杆58伸缩,进而将坯板的高度与待放入热压机内空间的高度齐平,此时启动第一电机45,带动第二承托板39和坯板向热压机内移动,直至将坯板完全放置在热压机内,此时控制第二伸缩杆50缩短并解除对坯板的夹紧和承托,坯板自动掉落至热压机内,并控制第一滑动板35复位,按上述过程依次将每块坯板放置在热压机内。
34.从热压机取坯板时,第一伸缩杆58收缩带动承托板17移动,第一电机45启动并带动第一滑动板35和第二承托板39向热压机内平移,然后第二伸缩杆50开始伸长带动第二承托板39平移直到第二承托板39夹取到坯板并抬起,在夹取的过程中,可以对坯板两侧的胶水进行处理,第二电机55开始工作带动第一支撑板57向热压机内移动,在移动的过程中,如果垫板上有胶水,第一支撑板57在平移的过程中可以把胶水刮除,第三伸缩杆61伸长带动除胶板29下降,第三电机启动并带动第三齿轮27转动,第三齿轮27和第三齿条28啮合,从而带动除胶板29平移进入热压机并在第三伸缩杆61的作用下刮落胚板上的胶水至第一支撑板57上。
35.上述实施例只为说明本发明的技术构思及特点,其目的在于让熟悉此领域技术的人士能够了解本发明内容并加以实施,并不能以此限制本发明的保护范围。凡根据本发明精神实质所作的等效变化或修饰,都应涵盖在本发明的保护范围内。