1.本发明属于新型功能材料技术领域,涉及一种液态金属复合材料热性能的调控方法、以及液态金属复合材料。
背景技术:
2.液态金属在热管理系统、3d打印、柔性导体、软机器人系统和可穿戴能源器件等方面具有广泛的应用前景。目前,一方面需要对液态金属的热性能进行有效且简便的调控;另一方面,液态金属与填料的混合也存在着分散不均匀的情况。因此如何在使填料与液态金属分散均匀的条件下实现对热性能的有效调控,显得尤为重要。
技术实现要素:
3.本发明的目的就是为了提供一种液态金属复合材料热性能的调控方法、以及液态金属复合材料。
4.本发明的目的可以通过以下技术方案来实现:
5.本发明的技术方案之一提供了一种液态金属复合材料热性能的调控方法,取液态金属与固体填料置于容器中,搅拌分散,调节所加入固体填料的尺寸与形状,即完成对复合材料热性能的调控。
6.进一步的,固体填料的调节标准为:同等添加量的固体填料,其比表面积越大,所得到的液态金属复合材料的热导率越小。
7.进一步的,所述的液态金属为金属镓、镓铟合金、镓铟锡合金、金属汞或金属铷中的至少一种。
8.进一步的,所述的固体填料为金属铜粉、金属镍粉、金属铁粉、石墨片或金刚石。
9.进一步的,所述固体填料的大小尺寸为纳米级别至毫米级别的尺寸。
10.进一步的,所述的固体填料的形状为片状、球状、线状、枝叶状或不规则形状。
11.进一步的,搅拌分散的温度在液态金属沸点温度以下,过冷度温度以上。
12.进一步的,搅拌分散在空气或含氧气的气氛下进行。
13.本发明的技术方案之二提供了一种液态金属复合材料,其由液态金属、以及分散于液态金属中的高导热固体填料复合而成。具体的,由液态金属与高导热固体填料在空气或含氧气的气氛下搅拌分散而成。搅拌混合的温度为在液态金属沸点温度以下,过冷度温度以上。
14.进一步的,所述的液态金属为金属镓、镓铟合金、镓铟锡合金、金属汞或金属铷中的至少一种,可选为液态金属镓铟合金等。
15.进一步的,所述的固体填料为金属铜粉、金属镍粉、金属铁粉、石墨片或金刚石,可选为金属铜粉等。
16.进一步的,所述固体填料的大小尺寸为纳米级别至毫米级别的尺寸。
17.进一步的,所述的固体填料的形状为片状、球状、线状、枝叶状或不规则形状,可选为球状,尺寸为100微米球径。
18.本发明利用搅拌棒的剪切力将待混合的填料与液态金属分散开来。一方面,在搅拌棒的剪切作用下会产生液态金属的氧化镓氧化层,从而将待混合的填料均匀的分散在液态金属基体中,形成稳定均匀的复合材料;另一方面,聚四氟乙烯材质的搅拌棒不会与液态金属粘黏,可以有效提高材料的产率。待混合的填料是通过液态金属氧化而产生的氧化层(氧化层的物质是氧化镓,具有低热导率)包裹从而分散在液态金属基体中,不同形状和尺寸的填料的比表面积不同,所以需要的氧化层量也不同,最终导致制备的液态金属复合材料的热导率不同,从而实现对液态金属复合材料热性能的调控。
19.与现有技术相比,本发明具有以下优点:
20.(1)本发明采用不同尺寸和形状填料混合在液态金属中,液态金属的外观、机械性能、热性能等随着填料不同尺寸,不同形状或不同填料含量有着特定的变化。
21.(2)本发明通过搅拌棒的剪切作用,实现了液态金属与固体填料的均匀的分散,具有广泛的适用范围。
22.(3)本发明实现基于填料形状和尺寸的液态金属复合材料的混合与制备,为液态金属基复合材料的制备提供了更广阔的方法与思路。
23.(4)本发明可以实现在指定温度、压强、环境气氛、溶剂等条件下的固体填料与液态金属复合材料热性能的调控,具有广阔的研究价值。
24.(5)本发明此方法制备简单,调控手段通用,具有广泛的适用范围。
25.(6)本发明可以实现不同实际条件要求下的热性能材料的制备,结构的设计,以及其它多功能性液态金属基复合材料等应用。
附图说明
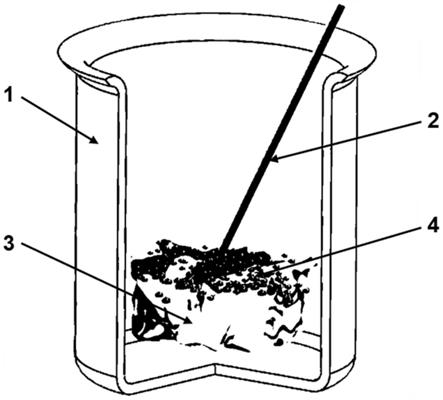
26.图1为本发明的制备过程示意图;
27.图2为实施例1中所使用的不同形状铜粉的扫描电子显微镜照片;
28.图3为实施例1所制备的镓铟合金与不同形状铜粉的复合材料的扫描电子显微镜照片;
29.图4为实施例1所制备的镓铟合金与不同形状铜粉的复合材料的光学照片;
30.图5为实施例1所制备的液态金属镓铟合金对不同形状铜粉进行相同工艺的混合后热性能的变化图;
31.图6为实施例2中所使用的不同尺寸的球形铜粉的扫描电子显微镜照片;
32.图7为实施例2所制备的镓铟合金与不同尺寸的球形铜粉的复合材料的扫描电子显微镜照片;
33.图8为实施例2所制备的镓铟合金与不同尺寸的球形铜粉的复合材料的光学照片;
34.图9为实施例2所制备的液态金属镓铟合金对不同尺寸的球形铜粉进行相同工艺的混合后热性能的变化图。
具体实施方式
35.下面结合附图和具体实施例对本发明进行详细说明。本实施例以本发明技术方案
为前提进行实施,给出了详细的实施方式和具体的操作过程,但本发明的保护范围不限于下述的实施例。
36.以下各实施例中,如无特别说明的原料或处理技术,则表明其均为本领域的常规市售原料或常规处理技术。
37.实施例1
38.本实施例的制备过程如图1所示,主要包括聚四氟乙烯容器1和置于聚四氟乙烯容器1中的聚四氟乙烯搅拌棒2,工作时,将固体填料3与液态金属4加入聚四氟乙烯容器1中,在空气条件下,进行搅拌分散,即实现两者的均匀混合。具体过程如下:
39.(1)在聚四氟乙烯容器中加入10g液态金属镓铟合金,再加入2g球形铜粉,直径为100μm,在空气条件下使用搅拌棒进行混合分散。再以相同的条件和体积分数(即表示球形铜粉在液态金属中的体积比)分别制备片状铜粉、枝状铜粉、线状铜粉与液态金属的复合材料。
40.(2)参见图1所示,在聚四氟乙烯容器和搅拌棒下,液态金属与铜粉混合均匀,不会产生粘连,混合后的液态金属基复合材料在真空烘箱中干燥1h,除去因搅拌而陷入复合材料中的空气,真空烘箱温度为25℃,得到最终产物。
41.图2显示了所使用的不同形状铜粉的复合材料的扫描电子显微镜照片,通过上述工艺,将镓铟合金与上述铜粉进行混合从而对热性能进行调控。
42.图3显示了上述制备的镓铟合金与不同形状铜粉的复合材料的扫描电子显微镜照片,可见,通过上述工艺,液态金属与铜粉之间的分散是均匀的。
43.图4显示了上述制备的镓铟合金与不同形状铜粉的复合材料的光学照片,可见,通过上述混合工艺,混合的铜粉全部包覆在液态金属基体中。
44.图5显示了液态金属镓铟合金对上述不同形状铜粉进行相同工艺的混合后热性能变化的图,可见,不同形状的铜填料与液态金属形成的复合材料的热导率不同,线状铜填料与球状铜填料对整体复合材料的热性能的提高有着较大的帮助,可以据此调控复合材料的热导率。通过此方法制备的球状铜-液态金属复合材料可适用于热管理系统中的散热应用。
45.实施例2
46.采用如实施例1的混合手段,本实施例中分别取10g液态金属镓铟合金,与25μm球形铜粉,75μm球形铜粉,100μm球形铜粉进行混合,制备镓铟合金与不同尺寸的球形铜粉的复合材料。其余同施例1。
47.图6显示了在该例中使用的不同尺寸的球形铜粉的扫描电子显微镜照片,通过上述工艺,将镓铟合金与上述铜粉进行混合从而对热性能进行调控。。
48.图7显示了上述制备的镓铟合金与不同尺寸的球形铜粉的复合材料的扫描电子显微镜照片,可见,通过上述工艺,液态金属与不同尺寸的球形铜粉之间的分散是均匀的。
49.图8显示了上述制备的镓铟合金与不同尺寸的球形铜粉复合材料的光学照片,可见,通过上述混合工艺,混合的铜粉全部包覆在液态金属基体中。
50.图9显示了液态金属镓铟合金对上述不同尺寸的球形铜粉进行相同工艺的混合后热性能变化的图,可见,不同尺寸的球形铜填料与液态金属形成的复合材料的热导率不同,尺寸更大的球形铜填料(100μm球形铜填料)对整体复合材料的热性能的提高有着更大的帮助,可以据此调控复合材料的热导率。通过此方法制备的球状铜(100μm)-液态金属复合材
料可适用于热管理系统中的散热应用。
51.上述的对实施例的描述是为便于该技术领域的普通技术人员能理解和使用发明。熟悉本领域技术的人员显然可以容易地对这些实施例做出各种修改,并把在此说明的一般原理应用到其他实施例中而不必经过创造性的劳动。因此,本发明不限于上述实施例,本领域技术人员根据本发明的揭示,不脱离本发明范畴所做出的改进和修改都应该在本发明的保护范围之内。