1.本实用新型涉及超硬材料合成技术领域,更具体的说,涉及一种聚晶金刚石复合片真空封装阻流剂及阻流结构。
背景技术:
2.聚晶金刚石复合片由聚晶金刚石微粉和硬质合金基体在超高温高压条件下烧结而成,既具有金刚石的高硬度、高耐磨性与导热性,又具有硬质合金的强度与抗冲击韧性,是制造切削刀具、钻井钻头及其他耐磨工具的理想材料。聚晶金刚石复合片在制备时,先组装金属杯,再进行高温真空净化处理,然后组装合成块,把合成块进行高温高压烧结,最后加工成符合要求的产品。
3.在高温真空净化处理时,先抽真空,抽真空结束真空炉内开始加高温,使焊接剂熔融进行焊接,形成金属杯组装件的密封。但是熔融态的焊接剂在重力作用下向下流动,如果进入合金基体或聚晶金刚石微粉中,会直接破坏复合片的合成环境。更进一步,焊接剂在高温作用下会产生微量气态金属,在焊接后留在金属杯内,气态金属在金属杯内进行扩散,如果进入到合金基体和聚晶金刚石微粉中,也会影响聚晶金刚石复合片的合成。总之,金属杯内部的焊接剂熔融液体和高温下产生的金属气体如果流入聚晶金刚石复合片合成区域,直接降低聚晶金刚石复合片的稳定性,降低成品率。
技术实现要素:
4.针对上述现有技术中存在的问题,本实用新型提供一种聚晶金刚石复合片真空封装阻流剂及阻流结构,使得金属杯内部熔融的焊接剂液体或者金属气体在阻流剂的阻止下,留在金属帽杯和阻流剂之间的空间,不进入聚晶金刚石复合片合成区域。使聚晶金刚石微粉和合金基体在阻流剂不受熔融焊接剂液体和微量金属气体的影响,处于真空密封环境。
5.本实用新型提供如下技术方案:一种聚晶金刚石复合片真空封装阻流剂,该聚晶金刚石复合片真空封装阻流剂为粒度小于等于20目的不与金属铌及金属铌合金以及聚晶金刚石复合片的硬质合金反应的颗粒物。
6.所述颗粒物为熔融温度>1300℃难熔氧化物颗粒。
7.所述难熔氧化物是二氧化硅,氧化镁,氧化铝,氧化铁,氧化锰。
8.所述颗粒物为氧化物颗粒或者玻璃颗粒的至少一种,其中至少一种氧化物颗粒或者玻璃颗粒的熔融温度为200
°
c-1000
°
c;熔融温度200℃-1000℃的氧化物颗粒为:氧化钾、氧化铯、氧化铅、氧化铋、氧化锑;熔融温度在200℃-1000℃的玻璃颗粒为:铅玻璃、磨砂玻璃、压花玻璃、热弯玻璃。
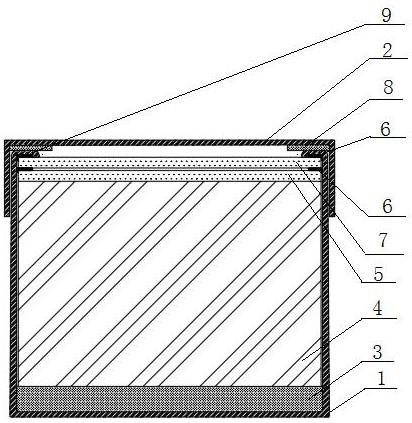
9.一种聚晶金刚石复合片真空封装阻流结构,包括金属底杯和金属帽杯,在金属底杯内依次放入聚晶金刚石微粉、硬质合金基体、第一隔绝层、第一隔绝层周边与金属底杯的杯壁之间为阻流剂,阻流剂的形状为密闭圆环状。
10.所述阻流剂上部设置第二隔绝层。所述第二隔绝层周边与金属底杯的杯壁之间为阻流剂,阻流剂形状为为密闭圆环状。所述第一隔绝层和第二隔绝层为金属铌、铁、钛、钽、锰、钴的单质、混合物或合金或合金混合物。所述金属底杯的口部为向内的折边,折边的上部与金属帽杯之间为焊接剂。所述焊接剂(8)为铜、银、金、锡、锌、磷、铝、镉、的单质或铜、镍、锰、钴、银、金、铑、钯、钛、锡、锌、铌、磷、硼、铝、镉、钽、硅、铬制成熔点在700℃-1300℃的合金。 11.与现有技术相比,本实用新型的有益效果是:
12.1.阻流剂在1300℃高温下,为难熔氧化物颗粒时,紧密接触的难熔氧化物颗粒能完全阻止熔融的焊接剂液体向聚晶金刚石复合片合成区域流动,保证了复合片的合成环境不受焊接剂熔融液体的影响,提高聚晶金刚石复合片的稳定性和成品率。
13.2.阻流剂为氧化物颗粒或玻璃颗粒时,在1300℃高温下,熔点低的颗粒先熔融形成熔融态,或者熔融态玻璃和/或氧化物包覆熔融温度大于1300℃的固态颗粒形成混合熔融态,此时阻流剂能够封堵杯壁与硬质合金基体之间的缝隙,抽真空时,空气从杯壁与硬质合金基体之间溢出遇到熔融态或者混合熔融态的阻流剂,由于阻流剂是软的熔融态或者混合熔融态,空气就会推开熔融态或者混合熔融态的阻流剂,使得金刚石颗粒之间的空气被抽取;抽真空完毕时,熔融态或者混合熔融态的阻流剂均处于真空中,由于熔融态或者混合熔融态的阻流剂的流动趋势,熔融态或者混合熔融态的阻流剂就会填充杯壁与硬质合金基体之间的缝隙,当焊接时,多余的熔融焊接剂及焊接剂产生的微量金属气体产生微小的正压,该微小的正压使得熔融态或者混合熔融态的阻流剂进一步填充杯壁与硬质合金基体之间的缝隙,阻止多余的熔融焊接剂及焊接剂产生的微量金属气体进入复合片合成区域。这种阻流剂既能阻止焊接剂熔融液体又能阻止熔融时焊接剂产生的微量金属气体向聚晶金刚石复合片合成区域流动和扩散,阻隔效果更好,提高了聚晶金刚石复合片的稳定性和成品率。
14.3.阻流剂制备方法简单,成本低,节约产品加工成本。
附图说明
15.图1是本实用新型真空封装阻流结构示意图。
16.图2是本实用新型真空封装阻流结构局部放大图。
17.图3是本实用新型另一种真空封装阻流结构局部放大图。
18.其中,1是金属底杯;2是金属帽杯;3是聚晶金刚石微粉;4是硬质合金基底;5是第一隔绝层;6是阻流剂;7是第二隔绝层;8是焊接剂;9是折边。
具体实施方式
19.下面结合附图和具体实施方式对本实用新型作进一步详细说明。
20.如图1所示,一种聚晶金刚石复合片真空封装阻流剂,该聚晶金刚石复合片真空封装阻流剂为粒度小于等于20目的不与金属铌及金属铌合金以及聚晶金刚石复合片的硬质合金反应的颗粒物。目数在中国规格以每平方厘米面积内的目孔数表示,国际上用每英寸内目孔数表示,也有用每个目孔大小(mm)表示的,在本技术中以泰勒标准筛制为标准,粒度小于等于20目等同于粒度小于等于0.850mm。目数越大,说明物料粒度越细;目数越小,说明
物料粒度越大。
21.所述颗粒物为熔融温度>1300℃难熔氧化物颗粒。
22.所述难熔氧化物是二氧化硅,氧化镁,氧化铝,氧化铁,氧化锰。 在一般的生产加工中,通过在难熔氧化物中添加分散剂,将阻流剂制备成膏状,方便成形和涂抹。
23.所述颗粒物为氧化物颗粒或者玻璃颗粒的至少一种,其中至少一种氧化物颗粒或者玻璃颗粒的熔融温度为200
°
c-1000
°
c;熔融温度200℃-1000℃的氧化物颗粒为:氧化钾、氧化铯、氧化铅、氧化铋、氧化锑;熔融温度在200℃-1000℃的玻璃颗粒为:铅玻璃、磨砂玻璃、压花玻璃、热弯玻璃。普通玻璃一般在600℃-900℃就能软化。
24.一种聚晶金刚石复合片真空封装阻流结构,包括金属底杯1和金属帽杯2,在金属底杯内依次放入聚晶金刚石微粉3、硬质合金基体4、第一隔绝层5、第一隔绝层5周边与金属底杯1的杯壁之间为阻流剂6,阻流剂6的形状为密闭圆环状。
25.金属底杯和金属帽杯成对配合使用,金属杯一般由铌(nb)或钽(ta)制成,本实施例选用铌杯。铌、钽都是高熔点金属,铌是一种带光泽的灰色金属,其熔点为2468℃,钽是一种钢灰色金属,其熔点为2996℃。金属杯一般为圆柱状,特殊情况下为异形结构,铌最主要的特点是耐热性好,导热性好,重量轻,金属杯壁厚较薄,且延展性较好,所以在金属底杯杯口部分易于折弯,封边机器提供很小的力就能达到折弯要求,且不会使金属底杯的杯壁发生变形,保证了聚晶金刚石复合片的形状尺寸要求。
26.所述阻流剂6上部设置第二隔绝层7。
27.所述第二隔绝层7周边与金属底杯1的杯壁之间为阻流剂6,阻流剂6形状为为密闭圆环状,双层阻流剂的设置使密封效果更好,更可靠。所述第一隔绝层5和第二隔绝层7为金属铌、铁、钛、钽、锰、钴的单质、混合物或合金或合金混合物。作为隔绝层,主要配合阻流剂起密封隔绝作用,防止熔融的焊接剂或焊接剂在高温下产生的微量金属气体流动到硬质合金基体上或金刚石微粉层,保证聚晶金刚石复合片的正常合成,所以选择的金属材料,自身熔点要高,导热性好,有一定强度和塑性,耐高温高压,其次厚度较薄,一般为0.3mm。
28.所述金属底杯1的口部为向内的折边9,折边9的上部与金属帽杯2之间为焊接剂8。
29.所述焊接剂8为铜、银、金、锡、锌、磷、铝、镉、的单质或铜、镍、锰、钴、银、金、铑、钯、钛、锡、锌、铌、磷、硼、铝、镉、钽、硅、铬制成熔点在700℃-1300℃的合金。焊接剂在本实施例中选用铜合金,铜的导热性好,不影响合成场的温度均匀,且在1100℃左右熔化,塑性好,密封效果好;焊接剂设置为圆环状,位于折边的上部,节省焊接剂材料,降低加工成本。
30.组装过程:取成套的金属底杯和金属帽杯,在金属帽杯的杯底设置焊接剂,在金属底杯内先装入聚晶金刚石微粉,用t形锤捻平,再放入硬质合金基体、第一隔绝层,然后沿第一隔绝层边缘和金属底杯的内壁之间涂上一层阻流剂,形成密闭圆环状,再放入第二隔绝层,沿第二隔绝层边缘和金属底杯的内壁之间再涂一层阻流剂,最后用封边机器把金属底杯的杯口部分向内折弯形成折边;将设有焊接剂的金属帽杯盖到金属底杯上,完成组装,组装件准备进入高温真空净化处理阶段。
31.高温真空净化处理:将组装件平稳放置在真空炉内,先进行抽真空处理,抽真空结束后加高温(1000℃-1300℃)使金属帽杯上的焊接剂熔融,使金属杯内形成密闭空间。
32.在抽真空时,阻流剂外部(金属底杯杯口方向)的气压低于阻流剂内部(金属底杯杯底方向)的气压,形成压力差。在阻流剂内部压力作用下,膏状的阻流剂受压时形状发生
微小变化,使其与金属底杯内壁之间形成微小缝隙,聚晶金刚石微粉之间的空气、硬质合金基体与金属底杯内壁之间的空气通过阻流剂和内壁之间的微小缝隙在压力作用下被抽出去。两隔绝层之间的空气同样在压力作用下,从阻流剂和第二隔绝层之间形成的微小缝隙中抽出(折弯部分与第二隔绝层的上表面有间隙,不阻碍空气往外流动)。所有金属杯内的空气都通过金属帽杯与金属底杯之间的间隙抽出,使杯体内部形成完全真空环境。
33.空气全部抽完时,炉内开始加温,焊接剂在高温下达到熔融态,形成密封。金属杯内部阻流剂不同,阻隔效果也不完全相同。当阻流剂在1300℃高温下,为难熔氧化物颗粒时,紧密接触的难熔氧化物颗粒能完全阻止熔融的焊接剂液体向聚晶金刚石复合片合成区域流动,保证了复合片的合成环境不受焊接剂熔融液体的影响,提高聚晶金刚石复合片的稳定性和成品率。当阻流剂为氧化物颗粒或玻璃颗粒时,在1300℃高温下,熔点低的颗粒先熔融形成液态,包覆熔融温度大于1300℃的固态颗粒形成粘稠状,由于颗粒的支撑,在压力作用下阻流剂只是整体形态产生微小变化,贴合在金属底杯的内壁上形成密封,并不会流入复合片合成区域。这种阻流剂既能阻止焊接剂熔融液体又能阻止熔融时焊接剂产生的微量金属气体向聚晶金刚石复合片合成区域流动,阻隔效果更好,提高了聚晶金刚石复合片的稳定性和成品率。
34.以上所述仅为本技术的优选实施例而已,并不用于限制本技术,对于本领域的技术人员来说,本技术可以有各种更改和变化。凡在本技术的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本技术的保护范围之内。