1.本实用新型涉及纤维毡技术领域,更具体地说,本实用新型涉及一种高性能复合碳毡。
背景技术:
2.碳纤维毡是一种用碳纤维制成的毡,制法有碳短丝气流成网后针刺,预氧丝毡碳化,聚丙烯腈纤维毡预氧化和碳化,用作真空炉和惰性气体炉绝热材料、热的气体或液体和熔融金属滤材、燃料电池多孔电极、催化剂载体、耐腐蚀容器复合材料,所制成的碳毡在使用过程中具有吸附广谱性,而且容量大,对汽油,醛类,酚类,醇类,烯烃等有机蒸汽吸附量比活性炭大几倍到几十倍。
3.现有技术中,复合碳粘在进行收卷包裹使用时,复合碳毡与包裹物体之间连接的摩擦力较小,很容易造成滑落,安装使用时都需要裁剪胶带进行粘接,不仅裁剪较为麻烦,而且单单依靠胶带粘接还是存在连接不牢固,不便于使用。
技术实现要素:
4.为了克服现有技术的上述缺陷,本实用新型的实施例提供一种高性能复合碳毡,通过多个折形摩擦印条和横向摩擦印条收卷在使用物表面,一层一层进行收卷,不仅粘接更加方便,而且可以提高收卷后的横向和竖向的摩擦力,不易造成滑落,连接稳定性更好,更加方便使用,以解决上述背景技术中提出的问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种高性能复合碳毡,包括高性能阻燃层,所述高性能阻燃层上方设置有碳纤维填充层,所述碳纤维填充层上方设置有粘接层,所述粘接层上方设置有胶水层,所述胶水层上方设置有撕条层,所述撕条层两侧均设置有多个折形摩擦印条,所述折形摩擦印条一侧设置有多个横向摩擦印条。
6.在一个优选地实施方式中,所述粘接层上方与所述胶水层之间固定连接,所述胶水层与所述撕条层之间采用粘接方式进行固定。
7.在一个优选地实施方式中,所述折形摩擦印条和所述横向摩擦印条均与碳纤维填充层之间采用模具一体化成型,多个所述横向摩擦印条从左到右依次等距设置。
8.在一个优选地实施方式中,所述高性能阻燃层下方设置有纤维网状加固层,所述纤维网状加固层下方嵌入设置有氯丁橡胶防水层,所述氯丁橡胶防水层与所述纤维网状加固层之间采用粘接的方式进行连接。
9.在一个优选地实施方式中,所述高性能阻燃层与所述碳纤维填充层之间采用粘接方式进行固定,所述高性能阻燃层上表面涂抹有三氧化二锑阻燃剂。
10.在一个优选地实施方式中,所述高性能阻燃层内部的有纳米级氢氧化镁阻燃层,所述纳米级氢氧化镁阻燃层底端设置有硅橡胶阻燃层,所述纳米级氢氧化镁阻燃层与所述高性能阻燃层之间采用粘接方式进行固定。
11.在一个优选地实施方式中,所述纳米级氢氧化镁阻燃层与所述硅橡胶阻燃层之间
采用模具一体化成型。
12.本实用新型的技术效果和优点:
13.1、本实用新型采用胶水层可以带动碳纤维填充层粘接在使用物体外表面并进行卷收操作,多个折形摩擦印条和横向摩擦印条收卷在使用物表面,一层一层进行收卷,不仅粘接更加方便,而且可以提高收卷后的横向和竖向的摩擦力,收卷摩擦力更大,不易造成滑落,连接稳定性更好,更加方便使用;
14.2、高性能阻燃层起到阻燃的作用,并且纳米级氢氧化镁阻燃层和硅橡胶阻燃层起到多层阻燃的作用,不仅可以提高复合碳毡的阻燃性,而且阻燃过程中有害物质析出少,更加环保。
附图说明
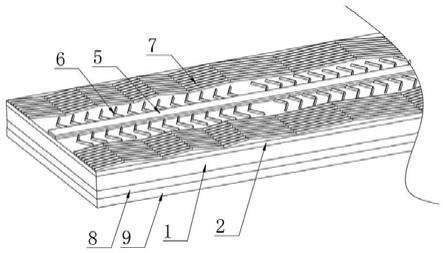
15.图1为本实用新型的整体结构示意图。
16.图2为本实用新型的仰视立体结构示意图。
17.图3为本实用新型的高性能阻燃层切面结构示意图。
18.图4为本实用新型的粘接层与胶水层连接处切面结构示意图。
19.附图标记为:1、高性能阻燃层;2、碳纤维填充层;3、粘接层;4、胶水层;5、撕条层;6、折形摩擦印条;7、横向摩擦印条;8、纤维网状加固层;9、氯丁橡胶防水层;10、纳米级氢氧化镁阻燃层;11、硅橡胶阻燃层。
具体实施方式
20.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
21.如附图1-4所示的一种高性能复合碳毡,包括高性能阻燃层1,高性能阻燃层1上方设置有碳纤维填充层2,碳纤维填充层2上方设置有粘接层3,粘接层3上方设置有胶水层4,胶水层4上方设置有撕条层5,撕条层5两侧均设置有多个折形摩擦印条6,折形摩擦印条6一侧设置有多个横向摩擦印条7。
22.如附图4所示,粘接层3上方与胶水层4之间固定连接,胶水层4与撕条层5之间采用粘接方式进行固定,以便粘接层3与胶水层4连接的更加牢固,同时可以撕掉撕条层5使胶水层4暴露出来,这样胶水层4可以进行粘接操作,方便碳纤维填充层2进行粘接收卷操作。
23.如附图1所示,折形摩擦印条6和横向摩擦印条7均与碳纤维填充层2之间采用模具一体化成型,多个横向摩擦印条7从左到右依次等距设置,以便使折形摩擦印条6与横向摩擦印条7之间连接的更加牢固,且采用一体化成型效率更高,成型速度更快,连接更加牢固,从而在使用时可以增加横向和竖向摩擦力,摩擦力更大。
24.如附图1所示,高性能阻燃层1下方设置有纤维网状加固层8,纤维网状加固层8下方嵌入设置有氯丁橡胶防水层9,氯丁橡胶防水层9与纤维网状加固层8之间采用粘接的方式进行连接,以便纤维网状加固层8可以提高碳毡整体的韧性,同时氯丁橡胶防水层9起到防水的作用,这样不仅提高了碳毡的韧性也提高了防水性,性能更加齐全。
25.如附图1和图2所示,高性能阻燃层1与碳纤维填充层2之间采用粘接方式进行固定,高性能阻燃层1上表面涂抹有三氧化二锑阻燃剂,以便使碳纤维填充层2与高性能阻燃层1之间连接的更加牢固,且高性能阻燃层1与碳纤维填充层2之间涂抹有三氧化二锑阻燃剂,可以起到第一层阻燃的作用。
26.如附图3所示,高性能阻燃层1内部的有纳米级氢氧化镁阻燃层10,纳米级氢氧化镁阻燃层10底端设置有硅橡胶阻燃层11,纳米级氢氧化镁阻燃层10与高性能阻燃层1之间采用粘接方式进行固定,以便可以通过高性能阻燃层1起到阻燃的作用,并且纳米级氢氧化镁阻燃层10和硅橡胶阻燃层11可以提高低复合碳毡的阻燃性。
27.如附图3所示,纳米级氢氧化镁阻燃层10与硅橡胶阻燃层11之间采用模具一体化成型,以便纳米级氢氧化镁阻燃层10与硅橡胶阻燃层11一体化成型,这样连接的更加牢固,节约生产成本。
28.本实用新型工作原理:在使用时,可以将撕条层5进行撕去,这样露出胶水层4,然后将碳纤维填充层2粘接在使用物体上进行卷收操作,同时多个折形摩擦印条6收卷在使用物表面上,横向摩擦印条7收卷在使用物表面,这样不仅起到了粘接的作用,而且可以增加横向和竖向的摩擦力,不易造成滑落,收卷连接的更加牢固。
29.最后应说明的几点是:首先,在本技术的描述中,需要说明的是,除非另有规定和限定,术语“安装”、“相连”、“连接”应做广义理解,可以是机械连接或电连接,也可以是两个元件内部的连通,可以是直接相连,“上”、“下”、“左”、“右”等仅用于表示相对位置关系,当被描述对象的绝对位置改变,则相对位置关系可能发生改变;
30.其次:本实用新型公开实施例附图中,只涉及到与本公开实施例涉及到的结构,其他结构可参考通常设计,在不冲突情况下,本实用新型同一实施例及不同实施例可以相互组合;
31.最后:以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。