1.本技术属于超硬材料加工制造技术领域,具体涉及一种立方氮化硼微粉的加工处理方法。
背景技术:
2.立方氮化硼作为一种人工合成的超硬材料,在机械加工等行业有着广泛的应用。生产上,立方氮化硼由六方氮化硼和触媒在高温高压下合成而来的。它具有很高的硬度、热稳定性和化学惰性,它的硬度仅次于金刚石,但热稳定性远高于金刚石,对铁系金属元素也有较大的化学稳定性。
3.应用上,以立方氮化硼为原料的磨具具有优异的磨削性能,可以胜任多种材料的磨削加工和具有较好的磨削质量。但是随着工业加工质量要求的提高,尤其是随着高精尖机床加工技术的快速发展,对加工精度要求越来越高,由此对于磨具的要求也原来越高。而实际的以立方氮化硼为原料的磨具制备过程中,立方氮化硼颗粒直径对于相关磨具加工性能具有直接影响,因此,如何调整立方氮化硼颗粒的粒径对于相关磨具的制备具有重要的技术意义。
技术实现要素:
4.本技术目的在于提供一种立方氮化硼微粉的加工处理方法,从而为立方氮化硼粒径调整、进而为相关磨具加工制造奠定一定技术基础。
5.本技术所采取的技术方案详述如下。
6.一种立方氮化硼微粉的加工处理方法,包括如下步骤:(一)气流破碎采用气流破碎方式,对40-80目的立方氮化硼原料进行破碎,将所得的气流粉碎物料进一步依据粒径的粗细程度可依次分为一级物料、二级物料、三级物料等不同级别,从而便于后续加工处理;气流破碎时,具体例如可采用山东达利尔重工 ab30型气流破碎机(该型号设备为流化床式气流破碎机与自分流分级技术结合的物料干法超细粉碎设备)进行相关操作;基于目标粒度产出率指标,对应的气流破碎工艺参数参考为:破碎压力控制在0.4-0.7mpa,内部负压控制在0.02-0.07mpa;气流破碎后物料分级时,三级分类方法可参考设计为:一级d50、 25-35μm,二级d50 、6-16μm,三级d50、1-4μm,其中d50值表示物料粒度检测中值;(二)整形和除杂对步骤(一)中气流破碎物料进气流行整形处理(整形处理时,可将不同级别物料分别处理),以使气流粉碎物料的颗粒形状更加接近圆形(类圆形);气流整形工艺原理为:干燥气流通过喷嘴(具体例如采用拉瓦尔喷嘴)将腔体内物料吹起,通过物料之间的相互旋转、碰撞和摩擦,使物料的颗粒形状更加接近类圆形;
气流整形工艺参数参考为:整形压力0.2-0.6mpa,整形时间为30-70min;整形后的物料进一步进行除杂处理(生产过程中立方氮化硼微粉会掺杂入少量的金属或金属、非金属氧化物,以及少量的碳等);所述除杂过程为将物料进行(可依次进行或者根据需要调整除杂处理工艺操作)混酸除杂、混碱除杂和二次酸处理;具体而言:混酸除杂:将物料与浓硫酸(质量分数95%)和浓硝酸(质量分数70%)在玻璃反应釜中混合,加热搅拌,200-250℃反应3-5h后冷却,冲洗至中性;处理时,立方氮化硼微粉物料:混酸=1g:0.7-3ml;所述混酸中,浓硝酸和浓硫酸体积比为1:5-9;混碱除杂:将氢氧化钠和氢氧化钾与立方氮化硼微粉物料混合均匀,在300~400℃条件下反应2~4小时,反应结束后冷却(可冷却至一定温度加水以加快降温),洗涤至中性;处理时,质量比计,氢氧化钠:氢氧化钾:立方氮化硼物料= 3:2:1-3;二次酸处理:将立方氮化硼微粉物料与王水在玻璃反应釜中混合,加热搅拌,200-250℃反应1-3h后冷却,冲洗至中性;处理时,立方氮化硼物料:王水=1g:0.8-2.5ml;(三)分选、检测和包装依据粒度,将除杂处理后物料使用自动分选机进行分选、粒径检测(例如采用s3500系列激光粒度分析仪进行检测),将检测合格的立方氮化硼微粉物料进一步烘干后并包装即可。
7.实际生产中,通过六面顶压机生产出来的立方氮化硼颗粒,其最细粒径可以达到400目(即38μm),但实际当中,通过六面顶压机生产直接制备较细粒径立方氮化硼颗粒不仅面临技术难度高问题,且有典型的产量低、成本高的缺陷。另一方面,实际的高精度机加工磨具制备所需立方氮化硼颗粒直径为35μm以下,甚至更细至1-10μm。因此,将立方氮化硼颗粒的进一步加工处理成超细立方氮化硼微粉,显然是高精机加工磨具所必须的。
8.基于成本、加工难度等因素,本技术中,选择六面顶压机初步合成制备的40-80目的立方氮化硼作为原料,通过一些列的加工处理来获得超细立方氮化硼微粉,从而为高精磨具制备奠定一定基础。
9.总体上, 本技术所提供的立方氮化硼微粉的加工处理方法,其所获得的立方氮化硼微粉,具有纯度高、粒度集中、晶型规则的产品特点,可以较好克服直接利用六面顶压机制备超细立方氮化硼微粉时的生产成本高、产量低、耗时长等缺点,对于相关高精磨具加工制造具有较好的技术意义。
附图说明
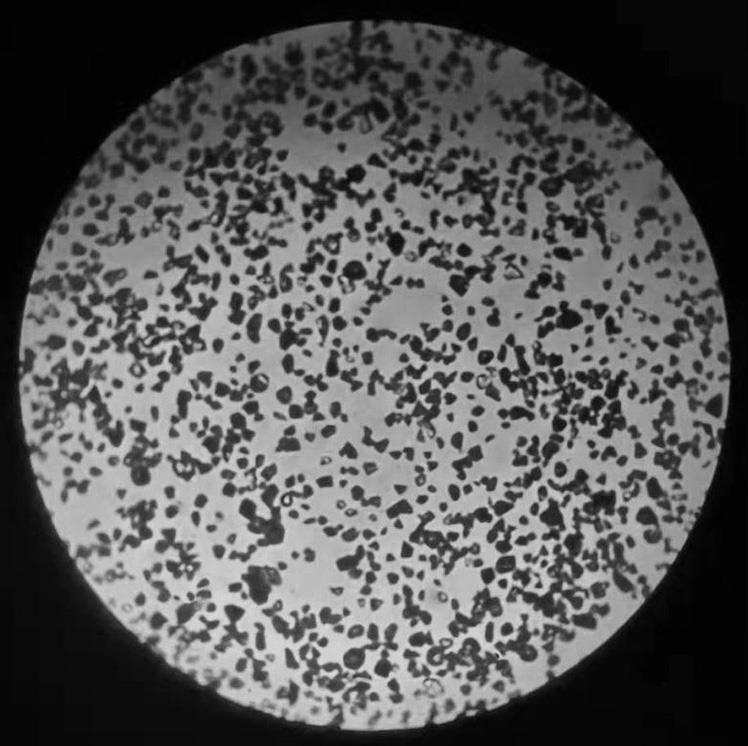
10.图1为实施例1中整形前物料粒径图;图2为实施例1中整形后粒径图。
具体实施方式
11.下面结合实施例对本技术做进一步的解释说明。
12.实施例1本实施例所提供的立方氮化硼微粉的加工处理方法,具体过程简介如下。
13.(一)气流破碎以六面顶压机合成制备的40-80目的立方氮化硼为原料,目标粒度为30-40μm,采用气流破碎方式;气流破碎后物料分级时,三级分类方法可参考设计为:一级d50、 25-35μm,二级d50 、6-16μm,三级d50、1-4μm,其中d50值表示物料粒度检测中值;气流破碎时,采用山东达利尔重工 ab30型气流破碎机进行相关操作;一级物料为目标物料,基于目标粒度产出率(一级目标物料占总产出物料70%、一级物料d50控制在30-33μm的指标)设计,对应的气流破碎工艺参数为:整形破碎压力控制在0.4 mpa,内部负压控制在0.05mpa;破碎后分级时,一级分级频率7.0,二级分级频率25,引风机频率35。
14.(二)整形和除杂选择步骤(一)中的一级物料进一步进行整形处理;气流整形工艺原理为:干燥气流通过拉瓦尔喷嘴将腔体内物料吹起,通过物料之间的相互旋转、碰撞和摩擦,使物料的颗粒形状更加接近类圆形;气流整形工艺参数为:整形压力0.4mpa,分级轮频率25,引风机频率40,整形时间为50min。
15.整形前后物料形貌图如图1、图2所示。可以直观看出,整形处理可以有效调整物料形貌。进一步的检测结果表明,整形之后的立方氮化硼颗粒d50值为30.3-32.5,圆形度可达0.910,粒度、形貌得到了较好提升。
16.将上述整形后的立方氮化硼微粉物料进一步进行除杂处理;所述除杂处理为将物料依次进行混酸除杂、混碱除杂和二次酸处理;具体而言:混酸除杂:将立方氮化硼物料与浓硫酸(质量分数95%)和浓硝酸(质量分数70%)在玻璃反应釜中混合,加热搅拌,200℃反应4h后冷却,冲洗至中性;处理时,立方氮化硼微粉物料:混酸=1g:0.8ml;所述混酸中,浓硝酸和浓硫酸体积比为1:6;混碱除杂:将氢氧化钠和氢氧化钾与上述混酸除杂后立方氮化硼微粉物料混合均匀,在350℃条件下反应3小时,反应结束后冷却(冷却至一定温度加水以加快降温),洗涤至中性;处理时,以质量比计,氢氧化钠:氢氧化钾:立方氮化硼微粉物料=3:2:3;二次酸处理:将上述混碱除杂处理后立方氮化硼物料与王水在玻璃反应釜中混合,加热搅拌,200℃反应2h后冷却,冲洗至中性;处理时,立方氮化硼微粉物料:王水=1g:1ml;(三)分选、检测和包装依据粒度,将除杂处理后物料进行分选、粒径(采用s3500系列激光粒度分析仪)检测后,将检测合格的立方氮化硼微粉物料进一步烘干后并包装即可。
17.实施例2本实施例相关操作与实施例1基本相同,仅就部分工艺参数进行调整,具体如下:步骤(一)中,以8-12μm为目标粒度:破碎压力控制在0.7mpa,内部负压控制在0.04mpa;一级分级频率16,二级分级频率28,引风机频率32。
18.将所得的气流粉碎物料进一步依据粒径的粗细程度分为一级物料、二级物料、三
级物料;二级物料为目标物料,约占总产出物料60%,二级物料d50控制在9-10μm,其中d50值表示物料粒度检测中值。
19.步骤(二)中,选择步骤(一)中的二级物料进一步进行整形处理;气流整形工艺参数为:整形压力0.4mpa,分级轮频率22,引风机频率40,整形时间为70min;整形结束后,检测结果表明,d50值为9.0-9.7,整形之后的立方氮化硼颗粒的圆形度可达0.90,粒度、形貌符合要求。
20.将上述物料进一步进行除杂处理;具体而言:混酸除杂:将立方氮化硼物料与浓硫酸(质量分数95%)和浓硝酸(质量分数70%)在玻璃反应釜中混合,加热搅拌,200℃反应5h后冷却,冲洗至中性;处理时,立方氮化硼微粉物料:混酸=1g:1.5ml;所述混酸中,浓硝酸和浓硫酸体积比为1:8;混碱除杂:将氢氧化钠和氢氧化钾与上述混酸除杂后物料混合均匀,在350℃条件下反应4小时,反应结束后冷却(冷却至一定温度加水以加快降温),洗涤至中性;处理时,以质量比计,氢氧化钠:氢氧化钾:立方氮化硼微粉物料=3:2:2;二次酸处理:将上述混碱除杂处理后立方氮化硼物料与王水在玻璃反应釜中混合,加热搅拌,200℃反应3h后冷却,冲洗至中性;处理时,立方氮化硼微粉物料:王水=1 g:1.5ml;(三)分选、检测和包装依据粒度,将除杂处理后物料进行分选,经粒径(采用s3500系列激光粒度分析仪)检测,将检测合格的立方氮化硼微粉物料进一步烘干后并包装。
21.实施例3本实施例相关操作与实施例1基本相同,仅就部分工艺参数进行调整,具体如下:步骤(一)中,以1-2μm为目标粒度:破碎压力控制在0.7mpa,内部负压控制在0.04mpa;一级分级频率20,二级分级频率30,引风机频率32。
22.将所得的气流粉碎物料进一步依据粒径的粗细程度分为一级物料、二级物料、三级物料;三级物料为目标物料,约占总产出物料50%,二级物料d50控制在1.5μm左右,其中d50值表示物料粒度检测中值。
23.步骤(二)中,选择步骤(一)中的二级物料进一步进行整形处理;气流整形工艺参数为:整形压力0.4mpa,分级轮频率20,引风机频率40,整形时间为90min;整形结束后,检测结果表明,d50值为1.50-1.57,整形之后的立方氮化硼微粉颗粒的圆形度可达0.90,粒度、形貌符合要求。
24.将上述物料进一步进行除杂处理;具体而言:混酸除杂:将立方氮化硼物料与浓硫酸(质量分数95%)和浓硝酸(质量分数70%)在玻璃反应釜中混合,加热搅拌,200℃反应5h后冷却,冲洗至中性;处理时,立方氮化硼微粉物料:混酸=1g:2ml;所述混酸中,浓硝酸和浓硫酸体积比为1:9;混碱除杂:将氢氧化钠和氢氧化钾与上述混酸除杂后物料混合均匀,在350℃条件
下反应5小时,反应结束后冷却(冷却至一定温度加水以加快降温),洗涤至中性;处理时,以质量比计,氢氧化钠:氢氧化钾:立方氮化硼微粉物料=3:2:1;二次酸处理:将上述混碱除杂处理后立方氮化硼物料与王水在玻璃反应釜中混合,加热搅拌,200℃反应3h后冷却,冲洗至中性;处理时,立方氮化硼微粉物料:王水=1 g:2ml;(三)分选、检测和包装依据粒度,将除杂处理后物料进行分选,经粒径(例如采用s3500系列激光粒度分析仪)检测,将检测合格的立方氮化硼微粉物料进一步烘干后并包装。