粘接性树脂组合物、片材、盖材、容器用构件组及容器
1.本技术主张以2020年6月22日提出申请的日本技术特愿2020-106703号为基础的优先权,且将所述日本技术特愿公开的全部内容并入本文中。
技术领域
2.本发明涉及一种粘接性树脂组合物、使用所述粘接性树脂组合物的片材、盖材、容器用构件组及容器。
背景技术:
3.近年来,作为食品包装及工业用包装,就耐热性及绝热保温性优异的观点而言,使用了聚丙烯及聚苯乙烯等塑料制的容器主体。作为这些容器主体中所使用的盖材,可优选地使用具有适度的热封强度,且具有易剥离性的膜。
4.作为聚丙烯或聚苯乙烯制的容器主体的盖材中所使用的膜,例如在专利文献1中公开了一种易剥离性膜,其包括包含如下树脂组合物的粘接剂层:所述树脂组合物包含乙酸乙烯酯含有率为3重量%~15重量%、熔体质量流动速率((melt mass flow rate))为10g/10分钟~40g/10分钟的乙烯-乙酸乙烯酯共聚物、粘着赋予剂及低密度聚乙烯。
5.[现有技术文献]
[0006]
[专利文献]
[0007]
[专利文献1]日本专利特开2019-199496号公报
技术实现要素:
[0008]
[发明所要解决的问题]
[0009]
然而,专利文献1中记载的易剥离性膜由于粘接剂层包含低密度聚乙烯,因此存在耐热性差、无法进行蒸煮/压热(boil
·
retort)处理的问题。
[0010]
因此,本发明的课题在于提供一种粘接性树脂组合物、以及使用其的片材、盖材、构件组及容器,所述粘接性树脂组合物的成膜性优异,并且可形成相对于聚丙烯及聚苯乙烯等塑料制的容器主体而易开封性及耐蒸煮性优异的粘接剂层。
[0011]
[解决问题的技术手段]
[0012]
本发明人反复进行了努力研究,结果发现,通过以规定的调配比将具有特定的乙酸乙烯酯含有率的乙烯-乙酸乙烯酯共聚物(a)、具有特定的熔体质量流动速率的直链状低密度聚乙烯(b)及粘着赋予树脂(c)组合来解决所述课题,从而完成了本发明。
[0013]
本发明涉及一种粘接性树脂组合物,含有:40质量%~75质量%的乙烯-乙酸乙烯酯共聚物(a),乙酸乙烯酯含有率为5质量%~15质量%;10质量%~45质量%的直链状低密度聚乙烯(b),熔体质量流动速率为1g/10分钟~20g/10分钟;以及15质量%~30质量%的粘着赋予树脂(c)。
[0014]
本发明涉及所述粘接性树脂组合物,其熔体质量流动速率为1g/10分钟~20g/10分钟。
[0015]
本发明涉及所述粘接性树脂组合物,其中,乙烯-乙酸乙烯酯共聚物(a)的利用差示扫描型量热计测定的熔点为80℃~120℃。
[0016]
本发明涉及所述粘接性树脂组合物,其中,直链状低密度聚乙烯(b)的利用差示扫描型量热计测定的熔点为90℃~150℃。
[0017]
本发明涉及所述粘接性树脂组合物,其中,粘着赋予树脂(c)的利用差示扫描型量热计测定的熔点为55℃~100℃。
[0018]
本发明涉及所述粘接性树脂组合物,其中,粘着赋予树脂(c)包含选自由脂环族烃树脂及萜烯树脂所组成的群组中的至少一种。
[0019]
本发明涉及所述粘接性树脂组合物,其中,直链状低密度聚乙烯(b)的含有率为20质量%~30质量%。
[0020]
本发明涉及一种片材,在基材上包括含有所述粘接性树脂组合物的涂膜。
[0021]
本发明涉及一种盖材,包括所述片材。
[0022]
本发明涉及一种容器用构件组,包括:容器主体,具有开口部;以及所述盖材,且所述容器用构件组能够开封。
[0023]
本发明涉及一种容器,其中,容器主体的开口部被所述盖材密封,且所述容器能够开封。
[0024]
[发明的效果]
[0025]
根据本发明,可提供一种粘接性树脂组合物、以及使用其的片材、盖材、构件组及容器,所述粘接性树脂组合物的成膜性优异,并且可形成相对于聚丙烯及聚苯乙烯等塑料制的容器主体而易开封性及耐蒸煮性优异的粘接剂层。
具体实施方式
[0026]
本发明的粘接性树脂组合物含有:40质量%~75质量%的乙烯-乙酸乙烯酯共聚物(a),乙酸乙烯酯含有率为5质量%~15质量%;10质量%~45质量%的直链状低密度聚乙烯(b),熔体质量流动速率为1g/10分钟~20g/10分钟;以及15质量%~30质量%的粘着赋予树脂(c)。
[0027]
直链状低密度聚乙烯(b)的含量优选为20质量%~30质量%。
[0028]
通过以规定的调配比将具有特定的乙酸乙烯酯含有率的乙烯-乙酸乙烯酯共聚物(a)、具有特定的熔体质量流动速率的直链状低密度聚乙烯(b)以及粘着赋予树脂(c)组合,可提供一种易开封性与耐热性优异、可进行蒸煮处理的粘接性树脂组合物。
[0029]
以下,对本发明进行详细说明。
[0030]
《乙烯-乙酸乙烯酯共聚物(ethylene vinyl acetate,eva)(a)》
[0031]
乙烯-乙酸乙烯酯共聚物(a)是将乙烯与乙酸乙烯酯共聚而成的热塑性树脂。本发明中使用的乙烯-乙酸乙烯酯共聚物(a)的乙酸乙烯酯含有率为5质量%~15质量%,只要满足此条件,则可无特别限制地使用。通过使用此种乙烯-乙酸乙烯酯共聚物,可获得挤出层压加工性、低温密封性及吹塑(inflation)加工适应性优异的粘接性树脂组合物。乙烯-乙酸乙烯酯共聚物可单独使用一种,也可并用两种以上。
[0032]
以粘接性树脂组合物的总量为基准,乙烯-乙酸乙烯酯共聚物(a)的含量为40质量%~75质量%。若乙烯-乙酸乙烯酯共聚物(a)的含量为40质量%以上,则不会损害开封
强度,相对于聚丙烯及聚苯乙烯等塑料制的容器主体的粘接性变得良好。若乙烯-乙酸乙烯酯共聚物(a)的含量为75质量%以下,则涂敷适应性与粘接性的平衡优异,不会发生容器主体的凸缘中的树脂残留及拉丝。
[0033]
就易开封性及剥离感的观点而言,乙烯-乙酸乙烯酯共聚物(a)的含量优选为45质量%~55质量%。
[0034]
乙烯-乙酸乙烯酯共聚物(a)的利用差示扫描型量热计测定的熔点优选为80℃~120℃,更优选为90℃~110℃。若为此范围内,则与直链状低密度聚乙烯(b)的相容性提高,涂敷适应性提高,不会损害开封强度,可获得良好的粘接性,从而优选。
[0035]
乙烯-乙酸乙烯酯共聚物(a)的熔体质量流动速率(mfr)优选为0.5g/10分钟~50g/10分钟,更优选为0.5g/10分钟~20g/10分钟,尤其优选为0.5g/10分钟~10g/10分钟。再者,本说明书中的熔体质量流动速率是依据日本工业标准(japanese industrial standards,jis)k7210,在190℃、21.168n的条件下测定的值。
[0036]
乙烯-乙酸乙烯酯共聚物(a)的密度优选为0.90g/cm3~0.95g/cm3,更优选为0.92g/cm3~0.94g/cm3。此外,本说明书中的密度是依据jis k7112,通过比重计(pycnometer)法测定的值。
[0037]
《直链状低密度聚乙烯(b)》
[0038]
直链状低密度聚乙烯(b)是使重复单元的乙烯与少量的α-烯烃共聚而成的热塑性树脂。本发明中使用的直链状低密度聚乙烯(b)的熔体质量流动速率为1g/10分钟~20g/10分钟,只要满足此条件,则可无特别限制地使用。通过使用此种直链状低密度聚乙烯(b),相对于聚丙烯及聚苯乙烯等塑料制的容器主体的粘接性提高,可获得耐蒸煮性优异的粘接性树脂组合物。直链状低密度聚乙烯(b)可单独使用一种,也可并用两种以上。
[0039]
以粘接性树脂组合物的总量为基准,直链状低密度聚乙烯(b)的含有率为10质量%~45质量%。若直链状低密度聚乙烯(b)的含量为10质量%以上,则粘接强度的维持性变得良好。若直链状低密度聚乙烯(b)的含量为45质量%以下,则不易产生熔融膜裂纹,挤出层压加工性优异。
[0040]
就粘接性、高温环境下的粘接强度维持性及耐蒸煮性的观点而言,直链状低密度聚乙烯(b)的含量优选为15质量%~40质量%,更优选为20质量%~30质量%。
[0041]
直链状低密度聚乙烯(b)的利用差示扫描型量热计测定的熔点优选为90℃~150℃,更优选为100℃~130℃。若为所述范围内,则表现出适度的粘接强度,低温密封性更优异,因此优选。
[0042]
直链状低密度聚乙烯(b)的密度优选为0.85g/cm3~0.95g/cm3,更优选为0.90g/cm3~0.95g/cm3。
[0043]
《粘着赋予树脂(c)》
[0044]
本发明中的粘着赋予树脂(c)并无特别限制,可在密封剂树脂领域从公知的粘着赋予树脂中适当选择。
[0045]
作为粘着赋予树脂,例如可列举:脂肪族烃树脂、脂环族烃树脂、芳香族系烃树脂、多萜系树脂及松香类。作为多萜树脂,可使用α-蒎烯及β-蒎烯等的均聚物或共聚物、或者对它们加氢(氢化)而成的氢化萜烯树脂。
[0046]
粘着赋予树脂(c)优选包含选自由脂环族烃树脂、芳香族烃树脂及萜烯树脂所组
成的群组中的至少一种,更优选为包含选自由脂环族烃树脂及萜烯树脂所组成的群组中的至少一种。
[0047]
粘着赋予树脂可单独使用一种,也可并用两种以上。
[0048]
以粘接性树脂组合物的总量为基准,粘着赋予树脂(c)的含量为15质量%~30质量%。若粘着赋予树脂(c)的含量为10质量%以上,则不会损害开封强度,相对于聚丙烯及聚苯乙烯等塑料制的容器主体可获得良好的粘接性。若粘着赋予树脂(c)的含量为30质量%以下,则不易产生熔融膜裂纹,挤出层压加工性优异。
[0049]
就成膜性、易开封性及剥离感的观点而言,粘着赋予树脂(c)的含量优选为20质量%~30质量%。
[0050]
就热密封时的粘接性及易开封性的观点而言,粘着赋予树脂(c)的软化点优选为120℃以下,更优选为100℃~120℃。此外,本说明书中的软化点可依据jis k 6863求出。
[0051]
粘着赋予树脂(c)的利用差示扫描型量热计测定的熔点优选为55℃~100℃,更优选为60℃~80℃。
[0052]
《粘接性树脂组合物》
[0053]
本发明的粘接性树脂组合物可通过公知的方法将乙烯-乙酸乙烯酯共聚物(a)、直链状低密度聚乙烯(b)及粘着赋予树脂(c)混合来制造。作为制造法,例如可列举如下方法:将各成分投入亨舍尔混合机(henschel mixer)及转鼓混合机(tumbler mixer)等混合装置中并进行5分钟~20分钟混合,将所获得的混合物投入挤出机中进行加热混炼并挤出。挤出工序通常在150℃~200℃下进行。挤出物通常被加工为颗粒形状,以用于之后的工序中。作为挤出机,可适宜地使用双螺杆挤出机,但并不限于此。
[0054]
本发明的粘接性树脂组合物中的乙烯-乙酸乙烯酯共聚物(a)、直链状低密度聚乙烯(b)及粘着赋予树脂(c)的合计量以粘接性树脂组合物为基准而优选为95质量%以上,更优选为98质量%以上。
[0055]
粘接性树脂组合物的熔体质量流动速率优选为1g/10分钟~20g/10分钟,更优选为1g/10分钟~15g/10分钟。若为此范围内,则相对于聚丙烯及聚苯乙烯等塑料制的容器主体的粘接性优异,从而优选。
[0056]
在本发明的粘接性树脂组合物中,在不损害本发明的效果的范围内也可调配除乙烯-乙酸乙烯酯共聚物(a)、直链状低密度聚乙烯(b)及粘着赋予树脂(c)以外的任意树脂和/或添加剂。
[0057]
作为任意树脂,例如可列举:高密度聚乙烯及高密度聚丙烯等聚烯烃树脂、其氧化物及马来酸改性物;乙烯-丙烯酸共聚物及乙烯-(甲基)丙烯酸共聚物等乙烯-不饱和单羧酸共聚物及其金属盐;高密度聚乙烯蜡、聚丙烯蜡、费-托蜡(fischer-tropsch wax)、石蜡、氧化蜡、及马来酸改性蜡等蜡类。任意树脂可单独使用一种,也可并用两种以上。
[0058]
可出于防止热劣化、热分解及粘连等的目的或者确保膜加工及挤出层压加工等的加工适当的目的而使用添加剂。作为添加剂,例如可列举:芥子酸酰胺等有机润滑剂、碳酸钙等无机润滑剂、受阻酚等抗氧化剂、防粘连剂、抗静电剂、填充剂、防雾剂、非晶质铝硅酸盐、及二氧化硅等。
[0059]
任意树脂和/或添加剂可在将乙烯-乙酸乙烯酯共聚物(a)、直链状低密度聚乙烯(b)及粘着赋予树脂(c)混合时调配,也可预先调配至乙烯-乙酸乙烯酯共聚物(a)、直链状
低密度聚乙烯(b)或粘着赋予树脂(c)的任一者中。
[0060]
《片材》
[0061]
接下来,对在基材上配置含有本发明的粘接性树脂组合物的涂膜(以下,也称为被膜或粘接剂层)而成的片材进行说明。
[0062]
粘接性树脂组合物在基材上的配置方法并无特别限制。例如可列举:利用吹塑法或浇铸法等将如上所述的那样经颗粒化的粘接性树脂组合物膜化,并将所获得的膜与基材层叠的方法;以及将经混炼的粘接性树脂组合物直接被覆于基材上的方法。膜与基材也可经由另外的粘接剂层来层叠。
[0063]
基材包括长条的或经切断的短条的膜及片材。
[0064]
一般来说,相对于薄膜成形体,根据厚度而使用术语“膜”或“片材”,但并无它们的明确定义,且它们之间并无明确区别。
[0065]
以下,设为用作基材的“膜”中包括“膜”及“片材”。
[0066]
另外,关于本发明的片材,也设为包括“膜”及“片材”。
[0067]
基材可为聚酯膜、聚酰胺膜及聚丙烯膜等经拉伸或未经拉伸的单层膜,也可为树脂层压加工物那样的层叠有多个层的层叠膜。
[0068]
例如,在使用预先层压有聚乙烯的基材的情况下,可将粘接性树脂组合物直接挤出层压至基材上来制造片材。
[0069]
另外,可通过将粘接性树脂组合物与聚乙烯及聚丙烯等共挤出而获得层叠膜,并通过干式层压(dry lamination)或夹心层压(sandwich lamination)将层叠膜与基材膜层叠,由此获得片材。
[0070]
为了提高基材与粘接剂层(含有本发明的粘接性树脂组合物的被膜)的粘接性,可对基材的供形成粘接剂层一侧的表面预先进行火焰处理、臭氧处理、电晕放电处理或底涂层(anchor coat)之类的处理。
[0071]
粘接剂层(含有本发明的粘接性树脂组合物的被膜)的厚度优选为5μm以上,更优选为10μm以上。上限值并无特别限制,例如为40μm以下。
[0072]
本发明的片材可适宜地用作密封剂膜。本发明的片材可适宜地用于容器的盖材及制袋品等。在制袋品中,通过将粘接剂层(含有本发明的粘接性树脂组合物的被膜)配置于内表面,可将袋的口密封。
[0073]
《盖材》
[0074]
在基材上层叠含有粘接性树脂组合物的涂膜而成的本发明的片材可配合作为密封对象的容器主体的开口形状进行裁剪而适宜地用作盖材。
[0075]
在将本发明的片材用作盖材的情况下,作为基材,可使用各种基材。作为基材,例如可列举:纸、铝、聚酯、聚乙烯、聚丙烯、聚苯乙烯、铝蒸镀聚酯、铝蒸镀聚丙烯及二氧化硅蒸镀聚酯等。基材可为单层结构,也可为两层以上的层叠结构。
[0076]
在由本发明的片材形成盖材的情况下,作为优选的基材,例如可列举厚度5μm~20μm的聚对苯二甲酸乙二酯(polyethylene terephthalate,pet)与厚度5μm~30μm的聚乙烯(polyethylene,pe)的层叠膜。
[0077]
作为盖材,优选在所述层叠膜的聚乙烯面层叠含有本发明的粘接性树脂组合物的厚度5μm~40μm的被膜而成的盖材。
[0078]
《容器用构件组、容器》
[0079]
将容器主体与所述盖材组合而成的构件为容器用构件组。容器主体的开口部被所述盖材密封的构件为容器,所述容器能够开封。
[0080]
容器主体并无特别限制,优选为塑料制的容器主体或内表面经塑料覆盖的容器主体。其中,本发明的粘接性树脂组合物相对于聚丙烯及聚苯乙烯等塑料制的容器主体的易开封性及耐蒸煮性优异,因此可适宜地用于聚丙烯制或聚苯乙烯制的容器主体、或者内表面经聚丙烯或聚苯乙烯覆盖的容器主体。
[0081]
即,本发明的容器优选为聚丙烯制或聚苯乙烯制的容器主体、或者内表面经聚丙烯或聚苯乙烯覆盖的容器主体的开口部被所述盖材密封。
[0082]
[实施例]
[0083]
以下,基于实施例对本发明进行说明,但本发明并不由此限定。
[0084]
[熔体质量流动速率(mfr)]
[0085]
mfr是依据jis k7210进行测定。在熔融指数仪(melt indexer)l244(宝工业股份有限公司制造)的内径9.55mm、长度162mm的料筒中填充样品,在190℃下熔融后,使用重2160g、直径9.48mm的柱塞均等地施加负荷,根据每单位时间内从设置于料筒的中央部的直径2.1mm的孔口挤出的树脂量(g/10分钟)来求出mfr。
[0086]
[实施例1~实施例9及比较例1~比较例5]
[0087]
(粘接性树脂组合物(s-1)~粘接性树脂组合物(s-14)的制造)
[0088]
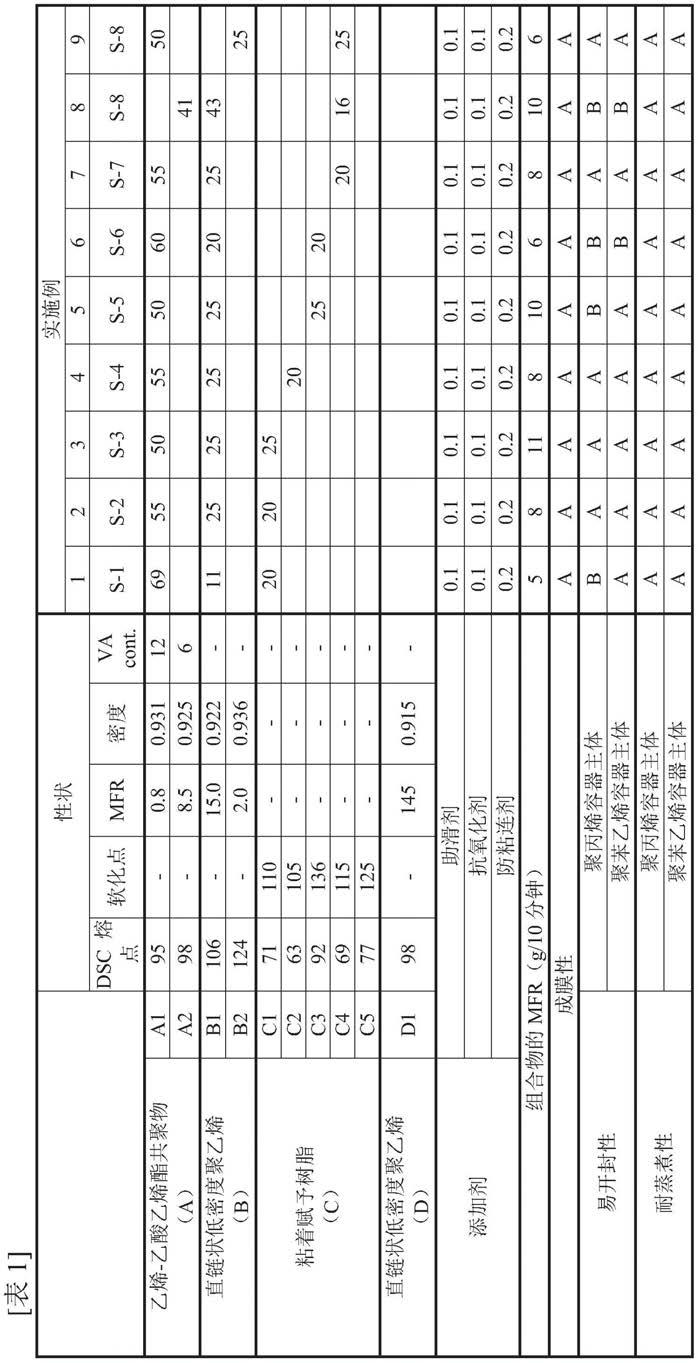
以表1及表2中记载的调配组成,利用亨舍尔混合机将乙烯-乙酸乙烯酯共聚物(a)、直链状低密度聚乙烯(b)、粘着赋予树脂(c)、低密度聚乙烯(d)及添加剂预掺合5分钟。将所得的预掺合物投入料斗中,使用螺旋进料机供给至下述挤出机,并在下述条件下挤出,制造颗粒状的粘接性树脂组合物(s-1)~粘接性树脂组合物(s-14)。
[0089]
表1及表2中的调配量的单位为“质量份”。
[0090]
《挤出机与挤出条件》
[0091]
挤出机:ikg公司制造的同向旋转双螺杆挤出机“pmt32-40.5”,
[0092]
筒体温度:160℃(供给口的温度:150℃),
[0093]
螺杆旋转速度:200rpm,
[0094]
供给速度:10kg/hr。
[0095]
(层叠片材的制造)
[0096]
作为基材,准备了聚对苯二甲酸乙二酯(pet,12μm厚)/聚乙烯(pe,25μm厚)的层叠膜。在下述加工条件下,将各例中所得的粘接性树脂组合物挤出层压至所述基材的pe面,获得层叠片材。以粘接剂层的厚度成为20μm的方式进行成膜。
[0097]
《加工条件》
[0098]
挤出层压机:武藏野机械(musashino kikai)公司制造的“400m/m测试ext层压机”,
[0099]
模头正下方的树脂温度:200℃~250℃(利用粘接性树脂组合物的mfr等适当调整为优选的温度),
[0100]
加工速度:30m/分钟,
[0101]
t模头宽度:400mm,
[0102]
冷却辊的表面温度:20℃。
[0103]
(盖材的制造)
[0104]
将所得的层叠片材剪裁为90mm
×
90mm的尺寸,获得盖材。
[0105]
[评价项目与评价方法]
[0106]
对所得的粘接性树脂组合物及层叠片材(盖材)进行以下评价。将结果示于表1及表2。
[0107]
[成膜性]
[0108]
在所述(层叠片材的制造)中,将树脂温度调整为200℃~260℃的范围内的某温度,确认此时能否进行涂敷。另外,使用膜厚计测定随机选择的10处的被膜厚度。按照下述基准对粘接性树脂组合物的成膜性进行评价。
[0109]
《评价基准》
[0110]
a:可进行涂敷,且10处的被膜厚度为20
±
5μm的范围内;良好,
[0111]
c:因产生膜裂纹或膜断裂而无法涂敷,或者虽然可进行涂敷但10处的被膜厚度为20
±
5μm的范围外;不良。
[0112]
[易开封性]
[0113]
作为容器主体,准备了具有开口部的聚丙烯制的容器主体(开口直径:71mmφ)及具有开口部的聚苯乙烯制的容器主体(开口直径:71mmφ)这两种。
[0114]
使盖材的被膜面分别与所述两种容器主体的开口部密接,在表压0.3mpa、160℃、1秒钟的条件下进行热粘接,制造密封容器。
[0115]
将所得的两种密封容器在温度23℃、相对湿度65%的恒温恒湿室内放置24小时。在此恒温恒湿室内,使用奥古拉夫(autograph)(岛津制作所公司制造的“ags-x”),在剥离速度200mm/分钟、剥离角度90
°
、试样宽度15mm的条件下,对各密封容器进行盖材的剥离强度的测定。将剥离强度的最大值作为开封强度,按照下述基准对易开封性进行评价。
[0116]
《评价基准》
[0117]
a:剥离强度的最大值为10n以上且小于15n;良好,
[0118]
b:剥离强度的最大值为5n以上且小于10n;能够使用,
[0119]
c:剥离强度的最大值小于5n;不良。
[0120]
[耐蒸煮性]
[0121]
作为容器主体,准备了具有开口部的聚丙烯制的容器主体(开口直径:71mmφ)及具有开口部的聚苯乙烯制的容器主体(开口直径:71mmφ)这两种。在各容器主体内填充40℃的水。
[0122]
使盖材的被膜面分别与所述两种容器主体的开口部密接,在表压0.3mpa、180℃、1秒钟的条件下进行热粘接,制造密封容器。
[0123]
将所得的两种密封容器浸渍于90℃的热水中,在30分钟后以目视观察盖材有无脱落,按照下述基准进行评价。
[0124]
《评价基准》
[0125]
a:盖材无脱落(有耐蒸煮性);良好,
[0126]
c:盖材有脱落(无耐蒸煮性);不良。
[0127]
[0128][0129]
将表1及表2中的代号示于以下。
[0130]
va cont.:乙酸乙烯酯含有率,
[0131]
a1:乙烯-乙酸乙烯酯共聚物(乙酸乙烯酯含有率12%),密度0.931g/cm3,差示扫描型量热计(differential scanning calorimeter,dsc)熔点95℃,mfr0.8g/10分钟,
[0132]
a2:乙烯-乙酸乙烯酯共聚物(乙酸乙烯酯含有率6%),密度0.925g/cm3,dsc熔点98℃,mfr8.5g/10分钟。
[0133]
b1:直链状低密度聚乙烯,密度0.922g/cm3,dsc熔点106℃,mfr15.0g/10分钟,
[0134]
b2:直链状低密度聚乙烯,密度0.936g/cm3,dsc熔点124℃、mfr2.0g/10分钟。
[0135]
c1:部分氢化脂环族烃树脂,软化点110℃,dsc熔点71℃,
[0136]
c2:部分氢化脂环族烃树脂,软化点105℃,dsc熔点63℃,
[0137]
c3:部分氢化脂环族烃树脂,软化点136℃,dsc熔点92℃,
[0138]
c4:部分氢化脂环族烃树脂,软化点115℃,dsc熔点69℃,
[0139]
c5:完全氢化脂环族烃树脂,软化点125℃,dsc熔点77℃。
[0140]
d1:直链状低密度聚乙烯,密度0.915g/cm3,dsc熔点98℃,mfr145g/10分钟。
[0141]
助滑剂:芥子酸酰胺,dsc熔点80℃,
[0142]
抗氧化剂:受阻酚系抗氧化剂,
[0143]
防粘连剂:非晶质铝硅酸盐。
[0144]
如表1及表2所示,含有包含45质量%~70质量%的乙烯-乙酸乙烯酯共聚物(a)、15质量%~45质量%的直链状低密度聚乙烯(b)以及15质量%~30质量%的粘着赋予树脂(c)的本发明的粘接性树脂组合物的粘接剂层的成膜性优异,且相对于聚丙烯及聚苯乙烯等塑料制的容器主体,易开封性及耐蒸煮性优异。
[0145]
尤其是若为乙烯-乙酸乙烯酯共聚物(a)45质量%~70质量%、直链状低密度聚乙烯(b)20质量%~30质量%以及粘着赋予树脂(c)15质量%~30质量%,则可获得综合性地良好的结果。
[0146]
由此可知,以特定比率包含特定的树脂(a)~树脂(c)的本发明的粘接性树脂组合物适宜用作聚丙烯及聚苯乙烯等塑料制的容器主体的盖材。