1.本发明属于预涂膜制备技术领域,特别是涉及一种可降解环保型预涂膜及其制备方法。
背景技术:
2.预涂膜是指预先将塑料薄膜上胶、复卷后,再与纸张印品复合的工艺。它先由预涂膜加工厂根据使用规格、幅面,将胶液涂布在薄膜上复卷后供使用厂家选择,而后再与印刷品进行复合。覆膜,即贴膜,就是将塑料薄膜涂上黏合剂,与纸印刷品经加热、加压后使之黏合在一起,形成纸塑合一产品的加工技术。经覆膜的印刷品,由于表面多了一层薄而透明的塑料薄膜,表面更平滑光亮,从而提高印刷品的光泽度和牢度,图文颜色更鲜艳,富有立体感,同时更起到防水、防污、耐磨、耐摺、耐化学腐蚀等作用。
3.经过查询预涂膜、触感模压与无溶剂复合技术资料、以及相关专利文献后表明,尚未有采用模压触感效果结合防伪技术工艺、与特定工艺的无溶剂复合、结合挤复制作触感表面效果预涂膜的报道与信息。但是采用uv印刷方式制作的触感包装膜与装饰膜,已经得到实际应用。由于单一的uv印刷、软包无溶剂复合、普通预涂膜行业与相互间技术融合能力不够,没有形成触感预涂膜的规模市场。跨越三个行业是出现上述现象的主要原因。
技术实现要素:
4.本发明的目的在于提供一种可降解环保型预涂膜及其制备方法,以解决上述背景技术中提出的问题。
5.为解决上述技术问题,本发明是通过以下技术方案实现的:
6.本发明为一种可降解环保型预涂膜,包括基材层,所述基材层下端设置有底涂树脂层,所述底涂树脂层下端设置有热熔胶树脂层,所述基材层上端设置有pet离型膜层,所述pet离型膜层上端设置有第一改性聚乙烯醇层,所述第一改性聚乙烯醇层上端设置有聚乙烯复合层,所述聚乙烯复合层上端设置有二氧化钛防火层,所述二氧化钛防火层上端设置有绝缘层,所述绝缘层上端设置有第二改性聚乙烯醇层,所述第二改性聚乙烯醇层上端设置有聚氨酯无溶剂胶粘剂树脂层,所述聚氨酯无溶剂胶粘剂树脂层上端设置有流延层,所述流延层上端设置有若干个普通触感点和若干个防伪触感点。
7.优选地,所述底涂树脂层的厚度为0.01~0.08μm,所述底涂树脂层由聚乙烯亚胺或乙烯-丙烯酸共聚物或高分子聚酯水溶液制成,涂布干重为0.02-0.08g/m2,固含量为0.6%~5.0%。
8.优选地,所述热熔胶树脂层为乙烯-醋酸乙烯共聚物、乙烯-丙烯酸甲酯共聚物、乙烯丙烯酸共聚物、聚乙烯中的一种或几种混合物,所述热熔胶树脂层厚度为10-20μm。
9.优选地,所述普通触感点和防伪触感点呈间隔设置,所述普通触感点的高度为2-15μm,所述普通触感点具有对光反射与折射效果,所述普通触感点和防伪触感点是通过模压工艺同步模压实现的,所述普通触感点的高度大于防伪触感点,所述防伪触感点高度为
1-3μm。
10.优选地,所述流延层厚度为15-60μm,所述流延层与基材层均是采用无溶剂工艺制作而成,所述基材层的厚度为40~160μm,所述流延层和基材层的材料分别为pvc或pe或bopp。
11.优选地,所述绝缘层包括40-50wt%的聚酯酰亚胺和50-60wt%的聚酰胺酰亚胺,其厚度为0.5-0.8mm。
12.优选地,所述二氧化钛防火层包括以下重量份的原料:纳米二氧化钛80-120份、中空玻璃微球20-40份、马来酸酐接枝聚乙烯共聚物10-20份、氯代棕榈油甲酯5-9份;其中马来酸酐接枝聚乙烯共聚物由90wt%的马来酸酐与10wt%的聚乙烯混合而成。
13.优选地,所述二氧化钛防火层的制备具体步骤如下:
14.步骤(1)、填料切片制备:将纳米二氧化钛、中空玻璃微球置于分散机中高速混匀后,加入纳米二氧化钛、中空玻璃微球质量3倍的去离子水,低速搅拌30min后,静置成粘稠共混体系,粘稠共混体系置于55℃干燥箱中干燥至含水量小于5%,送入粉碎机中粉碎成粒径0.2-0.4mm的填料切片;
15.步骤(2)、挤出熔融流延:将马来酸酐接枝聚乙烯共聚物、氯代棕榈油甲酯在65℃混合均匀得到母料,使用两台双螺杆挤出机分别将填料切片、母料共挤出,形成熔膜体;
16.步骤(3)、冷却、拉伸:将熔膜体通入30℃的激冷辊冷却后,在80℃、8mpa的条件下进行3倍拉伸倍数的横向拉伸,冷却40min后,在90℃、7mpa的条件下进行6倍拉伸倍数的纵向拉伸,冷却后得到该二氧化钛防火层。
17.优选地,具体制备步骤如下:
18.步骤(1)、模压触感薄膜:将流延层材料的卷膜安装在模压机放卷轴上,控制版辊温度95
±
5℃,模压触感图案,然后在室温下熟化2-6小时,成为稳定的触感薄膜,在上述模压过程中,上述版辊同步模压了所设计的防伪触感点;
19.步骤(2)、预涂膜的制作:将基材层材料装在挤复机的放卷轴上,在基材层的里层上涂布底涂树脂层,用挤出复合机预涂热熔胶树脂工艺,用挤出复合机流延热熔胶树脂层,将熔融指数mi=15g/10min的热熔胶粒料经过干燥处理后投入挤出机,在熔融温度下挤出和流延于底涂树脂层上,经冷却辊、挤压辊的作用,与基材层复合在一起形成胶层,其剥离力大于0.7n/15mm,经分切修边后,预涂膜的总厚度是20-40μm;
20.步骤(3)、无溶剂复合:在步骤和步骤制得流延层材料与基材层预涂膜后,将步骤制得的基材层预涂膜安装在无溶剂复合机的第一放卷轴上,且基材层塑面上涂布聚氨酯无溶剂胶粘剂,将触感流延层材料、pet离型膜层材料、第一改性聚乙烯醇层、材料、聚乙烯复合层材料、二氧化钛防火层材料、绝缘层材料和第二改性聚乙烯醇层材料均安装在第二放卷轴上,且其触感表面朝外,光滑面朝内与基材层的塑面复合后,制得表面触感效果的预涂膜。
21.本发明具有以下有益效果:
22.1、本发明采用特定参数的无溶剂复合工艺所制造的预涂膜,而不采用直接挤出热熔胶的复合加工这种预涂膜,其最重要的工艺关键就是克服流延聚丙烯薄膜耐温性差、不能直接制作预涂膜的工艺缺陷,而且是一种综合多项技术工艺的环保装装饰和防伪产品,还可以具有鉴别产品真伪和保护品牌功能,尤其是采用特殊的无溶剂复合工艺,通过聚氨
酯胶粘剂树脂层的粘合,使bopp预涂膜的bopp没有预涂胶表面(外表面)与透明的流延薄膜电晕处里面(内表面)粘接成为一体;
23.2、本发明采用第一改性聚乙烯醇层、绝缘层、二氧化钛防火层、聚乙烯复合层、第二改性聚乙烯醇层、pet离型膜层的复合结构,热压拉伸后形成的复合膜具有优异的抗拉强度、断裂伸长率、耐水性、耐腐蚀性,选用的原料无毒环保,降解率高,光氧化45天后即可基本降解。
24.当然,实施本发明的任一产品并不一定需要同时达到以上所述的所有优点。
附图说明
25.为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
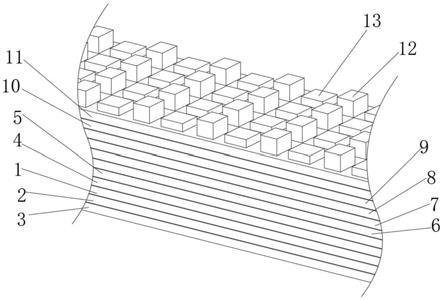
26.图1为本发明的一种可降解环保型预涂膜的整体结构示意图。
27.图中:1、基材层;2、底涂树脂层;3、热熔胶树脂层;4、pet离型膜层;5、第一改性聚乙烯醇层;6、聚乙烯复合层;7、二氧化钛防火层;8、绝缘层;9、第二改性聚乙烯醇层;10、聚氨酯无溶剂胶粘剂树脂层;11、流延层;12、普通触感点;13、防伪触感点。
具体实施方式
28.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
29.请参阅图1所示,本发明为一种可降解环保型预涂膜,包括基材层1,基材层1下端设置有底涂树脂层2,底涂树脂层2下端设置有热熔胶树脂层3,基材层1上端设置有pet离型膜层4,pet离型膜层4上端设置有第一改性聚乙烯醇层5,第一改性聚乙烯醇层5上端设置有聚乙烯复合层6,聚乙烯复合层6上端设置有二氧化钛防火层7,二氧化钛防火层7上端设置有绝缘层8,绝缘层8上端设置有第二改性聚乙烯醇层9,第二改性聚乙烯醇层9上端设置有聚氨酯无溶剂胶粘剂树脂层10,聚氨酯无溶剂胶粘剂树脂层10上端设置有流延层11,流延层11上端设置有若干个普通触感点12和若干个防伪触感点13。
30.底涂树脂层2的厚度为0.01~0.08μm,底涂树脂层2由聚乙烯亚胺或乙烯-丙烯酸共聚物或高分子聚酯水溶液制成,涂布干重为0.02-0.08g/m2,固含量为0.6%~5.0%。
31.热熔胶树脂层3为乙烯-醋酸乙烯共聚物、乙烯-丙烯酸甲酯共聚物、乙烯丙烯酸共聚物、聚乙烯中的一种或几种混合物,热熔胶树脂层厚度为10-20μm。
32.普通触感点12和防伪触感点13呈间隔设置,普通触感点12的高度为2-15μm,普通触感点12具有对光反射与折射效果,普通触感点12和防伪触感点13是通过模压工艺同步模压实现的,普通触感点12的高度大于防伪触感点13,防伪触感点13高度为1-3μm。
33.流延层11厚度为15-60μm,流延层11与基材层1均是采用无溶剂工艺制作而成,基材层1的厚度为40~160μm,流延层11和基材层1的材料分别为pvc或pe或bopp。
34.绝缘层8包括40-50wt%的聚酯酰亚胺和50-60wt%的聚酰胺酰亚胺,其厚度为0.5-0.8mm。
35.二氧化钛防火层7包括以下重量份的原料:纳米二氧化钛80-120份、中空玻璃微球20-40份、马来酸酐接枝聚乙烯共聚物10-20份、氯代棕榈油甲酯5-9份;其中马来酸酐接枝聚乙烯共聚物由90wt%的马来酸酐与10wt%的聚乙烯混合而成。
36.二氧化钛防火层7的制备具体步骤如下:
37.步骤(1)、填料切片制备:将纳米二氧化钛、中空玻璃微球置于分散机中高速混匀后,加入纳米二氧化钛、中空玻璃微球质量3倍的去离子水,低速搅拌30min后,静置成粘稠共混体系,粘稠共混体系置于55℃干燥箱中干燥至含水量小于5%,送入粉碎机中粉碎成粒径0.2-0.4mm的填料切片;
38.步骤(2)、挤出熔融流延:将马来酸酐接枝聚乙烯共聚物、氯代棕榈油甲酯在65℃混合均匀得到母料,使用两台双螺杆挤出机分别将填料切片、母料共挤出,形成熔膜体;
39.步骤(3)、冷却、拉伸:将熔膜体通入30℃的激冷辊冷却后,在80℃、8mpa的条件下进行3倍拉伸倍数的横向拉伸,冷却40min后,在90℃、7mpa的条件下进行6倍拉伸倍数的纵向拉伸,冷却后得到该二氧化钛防火层7。
40.具体制备步骤如下:
41.步骤(1)、模压触感薄膜:将流延层11材料的卷膜安装在模压机放卷轴上,控制版辊温度95
±
5℃,模压触感图案,然后在室温下熟化2-6小时,成为稳定的触感薄膜,在上述模压过程中,上述版辊同步模压了所设计的防伪触感点;
42.步骤(2)、预涂膜的制作:将基材层1材料装在挤复机的放卷轴上,在基材层1的里层上涂布底涂树脂层2,用挤出复合机预涂热熔胶树脂工艺,用挤出复合机流延热熔胶树脂层3,将熔融指数mi=15g/10min的热熔胶粒料经过干燥处理后投入挤出机,在熔融温度下挤出和流延于底涂树脂层2上,经冷却辊、挤压辊的作用,与基材层1复合在一起形成胶层,其剥离力大于0.7n/15mm,经分切修边后,预涂膜的总厚度是20-40μm;
43.步骤(3)、无溶剂复合:在步骤1和步骤2制得流延层11材料与基材层1预涂膜后,将步骤2制得的基材层1预涂膜安装在无溶剂复合机的第一放卷轴上,且基材层1塑面上涂布聚氨酯无溶剂胶粘剂10,将触感流延层11材料、pet离型膜层4材料、第一改性聚乙烯醇层5、材料、聚乙烯复合层6材料、二氧化钛防火层7材料、绝缘层8材料和第二改性聚乙烯醇层9材料均安装在第二放卷轴上,且其触感表面朝外,光滑面朝内与基材层1的塑面复合后,制得表面触感效果的预涂膜。
44.本实施例中,通过采用特定参数的无溶剂复合工艺所制造的预涂膜,而不采用直接挤出热熔胶的复合加工这种预涂膜,其最重要的工艺关键就是克服流延聚丙烯薄膜耐温性差、不能直接制作预涂膜的工艺缺陷,而且是一种综合多项技术工艺的环保装装饰和防伪产品,还可以具有鉴别产品真伪和保护品牌功能,尤其是采用特殊的无溶剂复合工艺,通过聚氨酯胶粘剂树脂层的粘合,使bopp预涂膜的bopp没有预涂胶表面(外表面)与透明的流延薄膜电晕处里面(内表面)粘接成为一体,采用第一改性聚乙烯醇层、绝缘层、二氧化钛防火层、聚乙烯复合层、第二改性聚乙烯醇层、pet离型膜层的复合结构,热压拉伸后形成的复合膜具有优异的抗拉强度、断裂伸长率、耐水性、耐腐蚀性,选用的原料无毒环保,降解率高,光氧化45天后即可基本降解。
45.在本说明书的描述中,参考术语“一个实施例”、“示例”、“具体示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
46.以上公开的本发明优选实施例只是用于帮助阐述本发明。优选实施例并没有详尽叙述所有的细节,也不限制该发明仅为所述的具体实施方式。显然,根据本说明书的内容,可作很多的修改和变化。本说明书选取并具体描述这些实施例,是为了更好地解释本发明的原理和实际应用,从而使所属技术领域技术人员能很好地理解和利用本发明。本发明仅受权利要求书及其全部范围和等效物的限制。