纸片覆盖物及其制备方法
1.本技术要求于2020年5月5日提交的pct/ib20/54254的优先权。
技术领域
2.本公开涉及由纸材基底制成的片覆盖物以及用于制造此类纸片覆盖物的方法,所述片覆盖物具有优于现有片覆盖物的有益效果,包括改善的环境影响、成本和性能的组合。
背景技术:
3.覆盖物是施用到土壤的表面用于改善土壤产量和所得作物产量的目的的材料层。覆盖物可以松散材料的形式施加,诸如草夹、叶、树皮、木屑等,或者以更结构化的材料的形式施加,诸如片。覆盖物的有益效果可包括下列中的一种或多种:增加土壤温度(这可允许作物更早种植和更早成熟)、抑制杂草生长(这可减少可能破坏作物植株的根部的机械杂草)、降低土壤压实(这可导致有益微生物活性的更好土壤充氧)、保留水分(通过抑制蒸发或者允许蒸发和冷凝的水回落到土壤上)、减少有害昆虫的数量(通过防止昆虫定位作物植株)、增加土壤营养素的效率(通过防止营养素和肥料浸出在根部区下方)和/或减少水果/蔬菜与土壤的接触(这得到具有更少污染机会的更清洁的产品)。具体的覆盖物可产生这些有益效果中的一种或多种的程度取决于覆盖物的物理特性和材料组成。
4.最近,合成塑料片覆盖物已主导市场,例如聚乙烯基片覆盖物。虽然已证实合成片覆盖物可有效用于改善作物产量,但是它们的使用也具有许多不负面的属性和成本。合成片覆盖物不仅需要安装片,而且需要移除片,这是耗时的并且通常涉及手动劳动,从而导致农民的成本显著。移除的合成片覆盖物也必须被丢弃,这已呈现大的环境问题。合成片不能简单地被钻入土壤中,因为它们将导致污染和逐年积聚。也不能将合成片覆盖物燃烧,因为燃烧释放有害污染物。对于高含量的污染物(例如,土壤、肥料、植被)和片的光降解性质,再循环通常也是不可行的。因此,填埋场已成为用于处理合成片覆盖物的主要公认的做法,但该做法也具有显著的环境和经济成本。因此,期望开发一种能够替代现有不可降解的合成片覆盖物的可生物降解覆盖物。
5.为了解决这些问题,可生物降解和可光降解塑料已经并且正在被开发。二十世纪八十年代引入的许多不适于有机农业,因为它们不完全由衍生自天然来源的组分组成。也存在对这些材料不完全分解的担心,从而导致塑性碎片在土壤中以及最终在海洋中积聚。这些膜也是昂贵的,常常为聚乙烯基片覆盖物成本的2
‑
3倍。因此期望开发一种衍生自有机非塑性材料的可生物降解片覆盖物。
6.纸基片覆盖物已被提出作为可能的选项。由于它们可生物降解,因此在它们已用于它们的目的后,纸材覆盖物可被钻入土壤中,从而大大降低处理成本。然而,为了有效,纸覆盖物必须具有足够的强度和拉伸度以承受其整个生命周期中的物理滥用,诸如在铺设和由机械设备嵌入、用于种植的穿刺、以及由工人的动作撕裂期间。纸片覆盖物还必须拥有适当的生物降解生命周期。如果纸材降解过快,则其可使得片无用。
7.迄今为止,已发现现有纸片覆盖物具有不可接受的物理特性组合,例如确保可承
受所需物理滥用的高性价比产品所需的基重、强度和拉伸的组合。还已发现,现有纸片覆盖物具有较差的土壤温度、保湿性、杂草控制、天气抗性和/或作物产量特性,尤其是与合成的不可生物降解片覆盖物相比。已发现,与甚至可生物降解的塑料覆盖物的另选方案相比,现有的纸覆盖物也是昂贵的。
8.因此,在工业中存在长期但未满足的开发可生物降解纸片覆盖物的需求,其表现出与合成片覆盖物相当的性能属性,但具有改善的环境影响,并且成本合理。
9.本发明人已开发出该问题的新型解决方案,已开发出由单层非织造起绉纸片制成的纸片覆盖物产品,所述单层非织造起绉纸片包含添加剂以实现抗水性和基本上100%的不透明度。
技术实现要素:
10.本发明人已开发出新型纸片覆盖物产品,其具有优于现有片覆盖物的有益效果,包括改善的拉伸、强度、不透明度和抗水性特征的组合。在一些实施方案中,纸片覆盖物产品可包含棕色纤维或再循环纤维。在一些实施方案中,纸片覆盖物产品可含有一种或多种不透明度改性剂。在一些实施方案中,纸片覆盖物产品可含有一种或多种抗水性添加剂。在一些实施方案中,纸片覆盖物产品可含有一种或多种润湿强度添加剂或干燥强度添加剂。在一些实施方案中,可进一步增加拉伸以便承受使用的物理应力。
具体实施方式
11.用于本公开的纸片覆盖物产品中的基片可由任何本领域公认的纤维素造纸纤维制成。造纸纤维可为漂白的、棕色的、再循环的、或它们的混合物。在一些实施方案中,纸片覆盖物产品包含基于所述片的干重计至少约75%的纤维素造纸纤维,例如至少85%、至少约90%、或至少约95%。
12.在一些实施方案中,纤维素造纸纤维包括具有小于约80的iso亮度的至少一些纤维,以便降低成本并增加最终产品的不透明度。在一些实施方案中,造纸纤维可包括具有小于约70或小于约60的iso亮度的那些。iso亮度可根据tappi t525确定。在一些实施方案中,纸片覆盖物产品可包含基于片的干重计至少约50%的具有小于约80的iso亮度的纤维素造纸纤维,例如基于片的干重计至少约75%、至少约90%、至少约95%、或约75%至约100%的具有小于约80的iso亮度的纤维。
13.在一些实施方案中,纤维素造纸纤维包括至少一些再循环纤维,例如混合再循环纤维(mrf)、旧报纸(onp)纤维、旧波纹容器(occ)纤维等。在一些实施方案中,纸片覆盖物产品可包含基于片的干重计至少约50%的再循环纤维素造纸纤维,例如基于片的干重计至少约75%、至少约90%、至少约95%、或约75%至约100%的再循环纤维。不受理论的束缚,据信掺入高木质素再循环纤维诸如例如onp纤维和/或occ纤维可有益地降低纸片的生物降解速率。另一方面,过多的木质素可减少纤维间的粘结,从而导致片变弱。
14.在一些实施方案中,纸片可具有至少约45、至少约70、至少约130或至少约150,例如约45至约200、约70至约180或约130至约160的κ数(其中κ数用作木质素含量的评估)。κ数可由tappi t236确定。
15.在一些实施方案中,纸片覆盖物产品可包含基于片的干重计至少约30%的onp纤
维,例如至少约50%或至少约75%。除了通过增加木质素含量减慢生物降解之外,还据信由于报纸工艺中使用的墨和/或颜料,掺入onp纤维可有利地增加纸片覆盖物产品的不透明度。在一些实施方案中,纸片覆盖物产品可包含基于片的干重计至少约30%的occ纤维,例如至少约50%或至少约75%。在一些实施方案中,纸片覆盖物产品可包含基于片的干重计至少约30%的mrf纤维,例如至少约50%或至少约75%。在一些实施方案中,纸片覆盖物产品可包含基于片的干重计至少约75%,例如,基于片的干重计至少85%、至少约90%或至少约95%的量的onp纤维和occ纤维的组合。在一些实施方案中,纸片覆盖物产品可包含基于片的干重计至少约75%,例如,基于片的干重计至少85%、至少约90%或至少约95%的量的mrf纤维和occ纤维的组合。在一些实施方案中,纸片覆盖物产品可包含基于片的干重计约55%至约65%的occ纤维和约35%至约45%的mfr纤维的组合。
16.本发明的纸片覆盖物产品可在非织造薄页纸造纸机上制造。在典型的工艺中,在沉积在成型丝网上之前将纤维送入流浆箱中,在流浆箱中纤维将适当地与水和化学添加剂混合。用于形成基片的化学添加剂可为造纸化学品的任何已知组合。造纸化学品包括例如强化剂、软化剂、脱粘剂、起绉改性剂、胶粘剂、光学增亮剂、保持剂等中的一种或多种。如本文所用,“片”、“纤维网”、“薄页纸”、“新生纤维网”、“薄页纸产品”、“基片”或“薄页纸片”可互换使用,以指在其发展的各个阶段期间的纸幅。例如,新生纤维网是指沉积在成型网上的胚纤维网。一旦纤维网实现约30%的固体含量,其就被称为薄页纸、或片、或纤维网。生产后,单层薄页纸通常被称为纸片或基片。
17.在一些实施方案中,本发明的纸片覆盖物产品可使用通风干燥(“tad”)方法来制造。在tad方法中,新生纤维网使用真空抽吸来部分脱水。此后,在部分脱水的幅材由贯通干燥织物支承的同时,通过使热空气穿过幅材来干燥该部分脱水的幅材而无需压缩。在一些实施方案中,tad工艺使用特殊的织物或带以在干燥期间赋予片结构。虽然上文描述了一种通风干燥操作,但该系统仅是示例性的,并且所述系统的变型对于技术人员而言将是显而易见的。
18.在一些实施方案中,本发明的纸片覆盖物产品可使用常规湿压(“cwp”)方法来制造。在常规的湿压中,新生纤维网被转移到造纸毡上并通过使其在压力下在毡和压力辊之间通过而脱水。然后由抽吸压辊将纤维网压靠在旋转的yankee干燥机滚筒的表面上,加热所述滚筒以使纸在滚筒表面上基本上干燥。当纤维网被放置在yankee表面上时,纤维网内的水分导致纤维网转移至所述表面。如有必要,可将液体粘合剂施用到干燥机的表面以提供纤维网对表面的基本粘附性。然后用起皱刀片将纤维网从yankee表面移除。然后使起绉的幅材通过压延辊之间并且卷起以用于纸制品的下游生产中。由于用于将湿纤维网脱水的压实方法,这种制造薄页纸片的方法通常被称为“湿压”。虽然上文描述了一种常规的湿压操作,但该系统仅是示例性的,并且所述系统的变型对于技术人员而言将是显而易见的。
19.在一些实施方案中,纸片可起绉以增强拉伸和堆积体积,例如在常规湿压工艺中从yankee干燥机起绉。起绉可由任何已知类型的起绉刀片来执行。在一些实施方案中,使用非taurus(例如蓝色钢)刀片。在一些实施方案中,使用taurus绉刀片。不受理论的束缚,据信使用taurus刀片可增加片的拉伸(例如横向(cd)拉伸),据信这改善了在覆盖物铺设操作期间片的处理。在一些实施方案中,造纸机可以yankee干燥机和卷轴之间的速度差运行以便增加md拉伸。在一些实施方案中,片可在湿起绉工艺中从yankee干燥机起绉,其中片在片
干重的约8%至约12%的水分含量下起绉。在一些实施方案中,片可在干起绉工艺中从yankee干燥机起绉,其中片在片干重的约3%至约5%的水分含量下起绉。
20.在典型的工艺中,在干燥之后,基片被卷起并等待转换加工。转换加工是指将基片改变或“转换”成最终产品的工艺。在一些实施方案中,可在转换加工期间向片赋予褶皱,例如用弓形辊或具有环形圈的辊。不受理论的束缚,据信向片添加褶皱进一步增加了片的拉伸或“给予”。在一些实施方案中,可在纵向(在形成和加工期间片在造纸机中行进的方向)上以完全或部分对齐的取向添加褶皱。不受理论的束缚,据信向在纵向上完全或部分对齐的片添加褶皱提供对片的横向拉伸的特定增加。在一些实施方案中,纸片在与横向方向成介于约30
°
和约90
°
之间,例如介于约60
°
和约90
°
之间的方向上具有褶皱。
21.在一些实施方案中,可以在转换加工期间向片赋予打褶折叠部。在一些实施方案中,可在重新卷绕操作期间通过使片在折叠板或犁形部件上运行以在片中赋予一个或多个折叠部(例如,以前后折叠的形式)来产生折叠部。然后可引导片通过例如压延辊之间的一个或多个压制辊隙,以将打褶折叠部固定到适当位置。不受理论的束缚,据信在片中产生打褶折叠部提供应力消除点,所述应力消除点允许片松弛而不是撕裂,尤其是在覆盖物成网工艺期间。在一些实施方案中,可在纵向上以完全或部分对齐的取向添加打褶折叠部。不受理论的束缚,据信向在纵向上完全或部分对齐的片添加打褶折叠部提供对片的横向拉伸的特定增加。在一些实施方案中,纸片具有在与横向成约30
°
和约90
°
之间(例如,约60
°
和约90
°
之间)的方向上延伸的打褶折叠部。
22.在一些实施方案中,纸片覆盖物产品可为单层,仅包括一张纸基片。在一些实施方案中,纸片覆盖物产品可为通过组合两个或更多个纸基片而形成的多层产品。
23.在一些实施方案中,纸片可用不透明度改性剂处理以增加不透明度。不透明度改性剂可为足以获得基本上100%不透明度(至少95%不透明度)的任何添加剂。不透明度可根据tappi t425来确定。在一些实施方案中,不透明度改性剂可包括炭黑(例如生物基炭黑)、生物炭、颜料或染料(例如有机和/或无机颜料或染料)、填料(例如粘土、高岭土和氧化钛)等中的一种或多种。在一些实施方案中,不透明度改性剂可包括黑色颜料,例如有机黑色颜料。在一些实施方案中,不透明度改性剂可包括蓝色颜料,例如有机蓝色颜料,或例如包含酞菁衍生物的蓝色颜料。在一些实施方案中,不透明度改性剂可包括包含铜的蓝色颜料,例如,含有酞菁铜络合物的蓝色颜料。不受理论的束缚,据信铜的存在可有助于片的抗微生物特性,这可改善(减慢)片的生物降解速率。
24.在一些实施方案中,不透明度改性剂可为不透明度表面涂层。不透明度表面涂层可在片形成之后通过任何已知的技术例如通过印刷、涂覆或喷涂来施加。在一些实施方案中,不透明度改性剂可作为涂层施加在片的两侧上。在一些实施方案中,当作为不透明表面涂层施加时,不透明度改性剂可以基于片的干重计约0.2磅/令至约20磅/令(lbs/ream)的量施加,例如约2磅/令至约10磅/令。在一些实施方案中,炭黑可以基于片的干重计约1磅/令至约10磅/令(例如,约2磅/令至约5磅/令)的量作为不透明表面涂层施加。在一些实施方案中,生物炭可以基于片的干重计约2磅/令至约10磅/令,例如约7磅/令至约10磅/令或约8磅/令至约9磅/令的量作为不透明表面涂层施加。
25.在一些实施方案中,不透明度改性剂可在片形成之前在造纸机的湿端添加。不透明度改性剂在湿端的此类添加得到纸片覆盖物,其中不透明度改性剂基本上均匀地分布在
整个纸片覆盖物产品中,这在通过例如印刷、涂覆或喷涂形成片之后仅在施用于干燥端时不发生。在一些实施方案中,不透明度改性剂可在流浆箱中添加。在一些实施方案中,不透明度改性剂可在流浆箱之前添加,例如在料盒、风扇泵或机器胸泵处添加。在一些实施方案中,不透明度改性剂可在机器胸泵的抽吸侧处添加。在一些实施方案中,不透明度改性剂可为至少一种有机颜料和/或无机颜料,诸如蓝色或黑色颜料,在片形成之前以约0.2磅/吨纤维干重至约30磅/吨纤维干重,例如约2磅/吨至约20磅/吨、约5磅/吨至约15磅/吨、或约8磅/吨至约12磅/吨纤维干重的量在造纸机的湿端添加。不受理论的束缚,据信在片形成之后,在干燥端添加不透明度改性剂可导致不可取的回渗以及在片形成和起绉期间赋予的拉伸的一些损失。相比之下,在片形成和起绉结束之前,在湿端施加不透明度改性剂通过消除在干燥端施加的需要来保持拉伸。
26.在一些实施方案中,在片形成之前在造纸机的湿端添加不透明度改性剂的地方,固定剂也可以约0.2磅/吨至约10磅/吨纤维干重,例如约1磅/吨至约7磅/吨或约2磅/吨至约5磅/吨纤维干重的量添加。固定剂可为已知用于增加不透明度改性剂在纸片中的保持的任何已知的固定剂。在一些实施方案中,固定剂可为阳离子固定剂,例如低至中等分子量的阳离子聚合物。
27.在一些实施方案中,可在片形成之前在造纸机的湿端添加不透明度改性剂,并且可在片形成之后将不透明度改性剂作为不透明度表面涂层添加。
28.在一些实施方案中,纸片可用抗水性改性剂处理。抗水性改性剂可为将结合到纤维素并且还排斥液体诸如水的任何物质,例如疏油体或疏水物。在一些实施方案中,抗水性改性剂可包括丙烯酸类、蜡、烯基烯酮二聚体(alkd)、烷基烯酮二聚体(akd)、烯基琥珀酸酐(asa)、含氟化合物、有机硅、疏水改性的阴离子聚合物(hmap)、疏水改性的阳离子聚合物(hmcp)、乙烯
‑
丙烯酸(eaa)、中性松香乳液、常规的纸胶粘剂等中的一种或多种。在一些实施方案中,抗水性添加剂可为丙烯酸类。在一些实施方案中,抗水性添加剂可为akd。
29.在一些实施方案中,抗水性改性剂可作为表面涂层施加。抗水性表面涂层可在片形成之后通过任何已知的技术例如印刷、涂覆或喷涂来施加。在一些实施方案中,抗水性改性剂可作为涂层施加在片的两侧上。在一些实施方案中,抗水性改性剂可以基于片的干重计约0.2磅/令至约20磅/令的量作为表面涂层施加。在一些实施方案中,含丙烯酸类的抗水性涂层可以基于片的干重计约1磅/令至约15磅/令的量作为表面涂层施加,例如约8磅/令至约12磅/令。
30.在一些实施方案中,可在片形成之前在造纸机的湿端添加抗水性改性剂。抗水性改性剂在湿端的此类添加得到纸片覆盖物,其中抗水性改性剂基本上均匀地分布在整个纸片覆盖物产品中,这在通过例如印刷、涂覆或喷涂形成片之后仅在施用于干燥端时不发生。在一些实施方案中,可在流浆箱中添加抗水性改性剂。在一些实施方案中,抗水性改性剂可在流浆箱之前,例如在料盒、风扇泵或机器胸泵处添加。在一些实施方案中,可在机器风扇泵处添加抗水性改性剂。在一些实施方案中,当在造纸机的湿端施用时,抗水性改性剂可以约0.2磅/吨至约30磅/吨纤维干重,例如约2磅/吨至约20磅/吨的量施用。在一些实施方案中,烷基烯酮二聚体可在片形成之前以约1磅/吨纤维干重至约10磅/吨纤维干重,例如约4磅/吨纤维干重至约6磅/吨纤维干重的量作为抗水性改性剂在造纸机的湿端添加。
31.在一些实施方案中,可在片形成之前在造纸机的湿端添加抗水性改性剂,并且可
在片形成之后添加抗水性改性剂作为表面涂层。
32.在一些实施方案中,可向纸片覆盖物添加一种或多种湿强度添加剂。在一些实施方案中,可在片形成之前在造纸机的湿端添加一种或多种湿强度添加剂。湿强度添加剂在湿端的此类添加得到纸片覆盖物,其中湿强度添加剂基本上均匀地分布在整个纸片覆盖物产品中,这在通过例如印刷、涂覆或喷涂形成片之后仅在施用于干燥端时不发生。在一些实施方案中,所述一种或多种湿强度添加剂可以约0.2磅/吨纤维干重至约30磅/吨纤维干重的量添加,例如约2磅/吨至约20磅/吨、或约5磅/吨至约10磅/吨纤维干重。适用的湿强度添加剂包括但不限于脂族和芳族醛、脲醛树脂、三聚氰胺甲醛树脂、聚酰胺
‑
环氧氯丙烷树脂等中的一种或多种。在一个实施方案中,所述至少一种湿强度添加剂可为聚酰胺
‑
环氧氯丙烷(pae)树脂等。
33.在一些实施方案中,可向纸片覆盖物添加一种或多种干强度添加剂。在一些实施方案中,可在片形成之前在造纸机的湿端添加一种或多种干强度添加剂。干强度添加剂在湿端的此类添加得到纸片覆盖物,其中干强度添加剂基本上均匀地分布在整个纸片覆盖物产品中,这在通过例如印刷、涂覆或喷涂形成片之后仅在施用于干燥端时不发生。在一些实施方案中,所述一种或多种干强度添加剂可以约0.2磅/吨纤维干重至约10磅/吨纤维干重的量添加,例如约0.5磅/吨至约7磅/吨、或约1磅/吨至约4磅/吨纤维干重。适用的干强度添加剂包括但不限于阴离子聚丙烯酰胺、羧甲基纤维素、乙烯
‑
马来酰胺酸共聚物、丙烯酰胺
‑
马来酸共聚物、淀粉、瓜尔胶、阳离子瓜尔胶、阳离子淀粉、阳离子聚丙烯酰胺、聚
‑
dadmac、阳离子聚丙烯酸酯、阴离子淀粉、阳离子胶乳、乙醛化聚丙烯酰胺、聚胺、阳离子pva、两性干强度树脂等。
34.在一些实施方案中,本公开的纸片覆盖物产品可具有约20lb/3000ft2至约50lb/3000ft2的基重,例如约25lb/3000ft2至约45lb/3000ft2、或约30lb/3000ft2至约40lb/3000ft2。基重可根据tappi t410来测量。
35.在一些实施方案中,本公开的纸片覆盖物产品可具有约3密耳/1sht至约10密耳/1sht的厚度,例如约4密耳/1sht至约8密耳/1sht。厚度可由tappi t411来确定。
36.在一些实施方案中,本公开的纸片覆盖物产品可具有至少约5lb/1in的纵向拉伸强度(拉伸md),例如至少约10lb/1in、或约5lb/1in至约20lb/1in、或约6lb/1in至约13lb/1in。在一些实施方案中,本公开的纸片覆盖物产品可具有至少约2lb/1in的横向拉伸强度(拉伸cd),例如至少约5lb/1in、或约2lb/1in至约10lb/1in、或约3lb/1in至约8lb/1in。拉伸md和拉伸cd可根据tappi tm
‑
494来确定。
37.在一些实施方案中,纸片覆盖物产品可具有至少约1%的纵向拉伸(拉伸md),例如至少约5%、至少约8%、或至少约10%、或约1%至约30%,例如约5%至约20%、或约10%至约20%。在一些实施方案中,本公开的纸片覆盖物产品可具有至少约1%的横向拉伸(拉伸cd),例如至少约3%、至少约5%、或至少约10%、或约1%至约30%,例如约3%至约20%。在其中已向纸片覆盖物产品赋予褶皱或打褶折叠部的一些实施方案中,横向拉伸可为约10%至约20%,例如约13%至约17%。拉伸md和拉伸cd可根据tappi tm
‑
576来确定
38.在一些实施方案中,纸片覆盖物产品可具有至少约2mm
‑
g/mm2的纵向拉伸能量吸收(md tea),例如至少约3mm
‑
g/mm2、至少约5mm
‑
g/mm2、或至少约7mm
‑
g/mm2、或约3mm
‑
g/mm2至约10mm
‑
g/mm2、或约5mm
‑
g/mm2至约8mm
‑
g/mm2。md tea可根据tappi t 576来确定。
39.在一些实施方案中,本公开的纸片覆盖物产品可具有至少约1lb/1in的纵向湿拉伸强度(湿拉伸md),例如至少约3lb/1in、至少约5lb/1in、或约1lb/1in至约7lb/1in、或约1.5lb/1in至约3lb/1in。在一些实施方案中,本公开的纸片覆盖物产品可具有约0.5lb/1in至约6lb/1in的横向湿拉伸强度(湿拉伸cd),例如约0.7lb/1in至约2lb/1in。湿拉伸md和湿拉伸cd可根据tappi tm
‑
494来确定。
40.在一些实施方案中,本公开的纸片覆盖物产品可具有至少约95%的不透明度,例如至少约98%、或约100%。不透明度可根据tappi t425来确定。
41.在一些实施方案中,本公开的纸片覆盖物产品可具有至少约90秒的0.1ml水吸收速率(war),例如至少约200秒、至少约500秒、或至少约1000秒。war可由tappi t432来确定。
42.接触角常常用于评估纤维素基表面的可润湿性或抗水性。在一些实施方案中,本公开的纸片覆盖物产品可具有约0
°
至约150
°
的接触角。接触角可取决于向片赋予抗水性的方法。在通过在造纸机的湿端添加抗水性改性剂而赋予抗水性的一些实施方案中,接触角可小于约50
°
,例如约0
°
至约20
°
。在通过向片的表面添加抗水性改性剂而赋予抗水性的一些实施方案中,接触角可大于约75
°
,例如大于约90
°
、大于约110
°
、或约75
°
至约160
°
、或约110
°
至约150
°
。接触角可由tappi t558来确定。
43.本文所述的纸片覆盖物的生物降解速率可通过测量随时间推移的气体碳生成来评估。生物降解速率可使用稍微修改版本的astm方法d5988来测量。如原始astm d5988方法中所述,将纸片覆盖物样品与限定量的土壤混合以产生测试样品,将所述测试样品置于密封的广口瓶中并在40c的受控温度下温育45天。与astm方法d5988不同,土壤不用氮调节以实现指定的碳氮比。类似地制备仅由限定量的土壤组成的参考样品并温育45天。45天后,测量由测试样品和参考样品中的每一个生成的co2。生物降解速率可由测试样品生成的co2的量减去由其对应参考样品生成的co2的量来推断。在一些实施方案中,根据该测试方法,本文所述的纸片覆盖物产品可具有在45天内约50mg至约800mg的co2的生物降解速率,例如在45天内约100mg至约700mg的co2、或在45天内约200mg至约600mg的co2。
44.在一些实施方案中,本公开的纸片覆盖物产品可具有约1s/100cm3至约100s/100cm3的gurley孔隙率。gurley孔隙率可由tappi t460来确定。
45.应当理解,在不脱离本公开的实质和范围的情况下,可作出各种修改。
46.实施例1
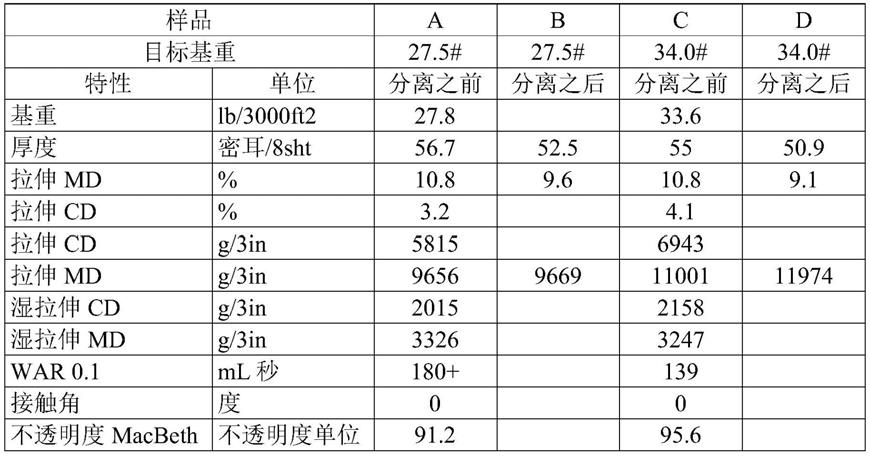
47.使用常规湿压干燥方法,使用非taurus绉刀片进行湿起绉,以不同的基重制备单层纸基片。使用60%旧波纹容器(occ)纤维和40%混合再循环纸纤维(mrf)的配料生产基片。用于制造基片的工艺参数报告于表1中。
48.表1
49.目标基重27.5#34.0#yankee速度fpm25752450ad速度fpm23822265卷轴速度fpm24222306精炼器
‑
北安培2828精炼器
‑
南安培2534罩温度we f740800
hoof温度de f740800yankee蒸汽psi7582ad蒸汽psi430湿强度流量ml/min12501350干强度流量ml/min16001600pvoh ml/min455455改性剂ml/min3131涂层ml/min4646原液流量gpm9151070
50.在生产期间向造纸工艺的湿端的基片添加的化学品基于纤维干重计以百分比报告于表2中。在湿端添加的少于100%的化学品保留在最终的基片中。例如,据估计仅5%的yankee涂层包装件最终位于最终的基片中。
51.表2
52.添加剂类型添加剂27.5#34.0#湿强度聚酰胺
‑
环氧氯丙烷(pae)树脂0.35%0.34%干强度乙醛化聚丙烯酰胺(gpam)0.13%0.12%起绉粘合剂聚(乙烯醇)(pvoh)0.02%0.02%起绉改性剂聚烯烃和矿物油0.01%0.01%起绉粘合剂聚酰胺
‑
环氧氯丙烷(pae)树脂0.01%0.01%
53.测试基片的物理特性,并且然后分离成两个50.25英寸母辊,并且测试不透明度、war(吸水率)和接触角(抗水性)。这些测试的结果报告于表3中。
54.表3
[0055][0056]
试验产生的卷轴基重为大约27.5磅/令和34磅/令。减小的厚度和增加的光滑度是改善最终涂覆片的目标特性。34磅/令片具有比27.5磅/令片更低的厚度。这归因于yankee处更高的片水分和后干燥机中的蒸汽。卷轴水分从27.5磅/令的1.6%增加至34磅/令的2.5%。
[0057]
将以27.5磅/令和34磅/令的目标基重制成的纸片进一步用炭黑墨不透明涂层和/或丙烯酸类抗水性涂层涂覆。测试片的某些特性,报告于表4中。
[0058]
表4
[0059][0060]
实施例2
[0061]
进行了第二试验,目的是改善纸片覆盖物产品的某些特性,包括片韧性(强度和拉伸的组合)和生物降解速率。使用常规湿压干燥方法,在中试规模造纸机上生产单层纸基片,以达到30lb/3000ft2和40lb/3000ft2的目标基重。使用100%混合再循环纸纤维(mrf)的配料生产基片。
[0062]
在表5和表6中基于纤维干重计以磅/吨报告了在生产期间添加到造纸工艺的湿端的基片中的化学品。还报告了所使用的起绉刀片的类型。
[0063]
表5
[0064]
添加剂类型添加剂湿强度聚酰胺
‑
环氧氯丙烷(pae)树脂颜料(蓝色)酞菁铜络合物
颜料(黑色)炭黑固定剂阳离子聚合物胶粘烷基烯酮二聚体(akd)
[0065]
表6
[0066][0067]
yankee干燥机以75fpm的速度运行,并且卷轴以69fpm的速度运行。以4mg/m2添加聚烯烃和矿物油起绉改性剂,并且以50mg/m2添加pae起绉粘合剂。
[0068]
测试基片样品i
‑
m的物理特性并与来自实施例1的样品c进行比较,如表7中所报告。
[0069]
表7
[0070][0071][0072]
发现两种颜料(蓝色、黑色)的添加在30lb/3000ft2和40lb/3000ft2两种目标基重下均赋予98+%的不透明度。
[0073]
与如实施例1中那样在转换加工期间在干燥端添加不透明度改性剂墨的样品(样品e
‑
h)相比,在实施例2中在造纸机的湿端添加不透明度改性剂颜料导致增加的拉伸(对于
片韧性重要)。不受理论的束缚,据信在转换加工期间在干燥端添加不透明度改性剂墨导致水分被引入片中,这导致绉松弛拉伸而不可取地减小。
[0074]
与实施例1中生产的基片相比,实施例2的基片具有减小约一半的湿强度和干强度。这可能是由于多种因素的组合效应,包括配料的变化(如实施例1中一样使用occ据信导致强度增加)以及实施例2的基片是在中试干绉机上而不是全尺寸湿绉机上制成的事实。
[0075]
还发现,在样品k中添加胶粘添加剂(akd)具有增加接触角并因此抑制水渗透到片中的期望效应。
[0076]
通过分析co2生成进一步测试基片样品i
‑
m的生物降解速率,并与来自实施例1的样品f和h进行比较,如表8和表9中所报告。更低的生物降解速率指示45天后反应的co2的量更低,这指示更慢的生物降解速率(有益)。
[0077]
表8
[0078][0079]
表9
[0080] 处理无处理差值蓝色颜料相对于黑色颜料的效应
ꢀꢀꢀ
蓝色(样品i)相对于黑色(样品l)412607
‑
195蓝色(样品j)相对于黑色(样品m)624663
‑
39胶粘相对于无胶粘的效应
ꢀꢀꢀ
胶粘的(样品k)相对于未胶粘的(样品l)545607
‑
62高基重相对于低基重的效应
ꢀꢀꢀ
40#(样品i)相对于30#(样品j)412624
‑
21240#(样品l)相对于30#(样品m)607663
‑
56
[0081]
基于酞菁铜络合物的蓝色颜料产生比黑色(炭黑)颜料略低含量的co2。两种颜料均为碱性。不受理论的束缚,据信这可能部分是由于在蓝色颜料中存在铜,铜可起到抑制加速降解的微生物生长的作用。无论使用哪种颜料,据信在湿端添加(其使颜料分布在片的厚度中)导致与在片形成之后在干燥端施用不透明度改性剂相比更慢的生物降解。虽然该效应相对小,但似乎添加内部胶粘也可通过阻碍水移动到覆盖物结构中而有助于减慢生物降解,这是一些微生物生长所需的。本实验的结果似乎还证实具有更高基重的基片有利地具有更慢的生物降解速率。
[0082]
其他发明实施方案
[0083]
所公开的实施方案的描述不是穷举性的,并且不限于所公开的精确形式或示例性
实施方案。通过考虑所公开的实施方案的说明书和实践,示例性实施方案的修改和改型将显而易见。应当理解,本发明也可根据以下实施方案来限定,所述实施方案不一定是受权利要求书保护的那些的排他性的或限制性的:
[0084]
a.一种纸片覆盖物产品,所述纸片覆盖物产品具有至少约5lb/1in的纵向拉伸强度(拉伸md),例如至少约10lb/1in、或约5lb/1in至约20lb/1in、或约6lb/1in至约13lb/1in。
[0085]
b.根据实施方案a所述的纸片覆盖物产品,所述纸片覆盖物产品还具有至少约1%的纵向拉伸(拉伸md),例如至少约5%、至少约8%、或至少约10%、或约1%至约30%,例如约5%至约20%、或约10%至约20%。
[0086]
c.根据实施方案a
‑
b所述的纸片覆盖物产品,所述纸片覆盖物产品还具有至少约95%的不透明度,例如至少约98%、或约100%。
[0087]
d.根据实施方案a
‑
c所述的纸片覆盖物产品,所述纸片覆盖物产品还具有约20lb/3000ft2至约50lb/3000ft2的基重,例如约25lb/3000ft2至约45lb/3000ft2、或约30lb/3000ft2至约40lb/3000ft2。
[0088]
e.根据实施方案a
‑
d所述的纸片覆盖物产品,所述纸片覆盖物产品还具有约3密耳/1sht至约10密耳/1sht的厚度,例如约4密耳/1sht至约8密耳/1sht。
[0089]
f.根据实施方案a
‑
e所述的纸片覆盖物产品,根据该测试方法,所述纸片覆盖物产品还具有在45天内约50mg至约800mg的co2的生物降解速率,例如在45天内约100mg至约700mg的co2、或在45天内约200mg至约600mg的co2。
[0090]
g.根据实施方案a
‑
f所述的纸片覆盖物产品,所述纸片覆盖物产品还具有至少约2mm
‑
g/mm2的纵向拉伸能量吸收(md tea),例如至少约3mm
‑
g/mm2、至少约5mm
‑
g/mm2、或至少约7mm
‑
g/mm2、或约3mm
‑
g/mm2至约10mm
‑
g/mm2、或约5mm
‑
g/mm2至约8mm
‑
g/mm2。
[0091]
h.根据实施方案a
‑
g所述的纸片覆盖物产品,所述纸片覆盖物产品还具有至少约1%的横向拉伸(拉伸cd),例如至少约5%、至少约8%、或至少约10%、或约1%至约30%,例如约3%至约20%。在其中已向纸片覆盖物产品赋予褶皱或打褶折叠部的一些实施方案中,横向拉伸可为约10%至约20%,例如约13%至约17%。
[0092]
i.根据实施方案a
‑
h所述的纸片覆盖物产品,所述纸片覆盖物产品还具有至少约2lb/1in的横向拉伸强度(拉伸cd),例如至少约5lb/1in、或约2lb/1in至约10lb/1in、或约3lb/1in至约8lb/1in。
[0093]
j.根据实施方案a
‑
i所述的纸片覆盖物产品,所述纸片覆盖物产品还具有至少约90秒的0.1ml吸水速率(war),例如至少约200秒、至少约500秒或至少约1000秒。
[0094]
k.根据实施方案a
‑
j所述的纸片覆盖物产品,所述纸片覆盖物产品还具有大于约75
°
的接触角,例如大于约90
°
、大于约110
°
、或约110
°
至约150
°
。
[0095]
l.根据实施方案a
‑
j所述的纸片覆盖物产品,所述纸片覆盖物产品还具有iso亮度小于约80、小于约70或小于约60的纤维素纤维。
[0096]
m.根据实施方案a
‑
j所述的纸片覆盖物产品,所述纸片覆盖物产品还具有κ数为至少约45、至少约70、至少约130、或至少约150的纤维素纤维,例如约45至约200、约70至约180、或约130至约160。
[0097]
n.一种制备纸片覆盖物的方法,所述方法包括添加不透明度改性剂以获得至少
95%的不透明度。
[0098]
o.根据实施方案n所述的制备纸片覆盖物的方法,其中不透明度改性剂包括炭黑和生物炭中的至少一种,并且在片形成之后以基于片的干重计约0.2磅/令至约20磅/令(例如,约1磅/令至约10磅/令)的量作为表面涂层施加。
[0099]
p.根据实施方案n所述的制备纸片覆盖物的方法,其中不透明度改性剂包括至少一种有机颜料和/或无机颜料,诸如蓝色颜料或黑色颜料,并且在片形成之前以约0.2磅/吨纤维干重至约30磅/吨纤维干重,例如约2磅/吨至约20磅/吨、约5磅/吨至约15磅/吨、或约8磅/吨至约12磅/吨纤维干重的量在造纸机的湿端添加。
[0100]
q.根据实施方案n
‑
p所述的制备纸片覆盖物的方法,其中抗水性改性剂例如丙烯酸类、蜡、烯基烯酮二聚体(alkd)、烷基烯酮二聚体(akd)、烯基琥珀酸酐(asa)、含氟化合物、有机硅、疏水改性的阴离子聚合物(hmap)、疏水改性的阳离子聚合物(hmcp)、乙烯
‑
丙烯酸(eaa)和中性松香乳液中的一种或多种在片形成之后以基于片干重计约0.2磅/令至约20磅/令,例如约1磅/令至约15磅/令或约8磅/令至约12磅/令的量作为表面涂层施用。
[0101]
r.根据实施方案n
‑
p所述的制备纸片覆盖物的方法,其中抗水性改性剂例如丙烯酸类、蜡、烯基烯酮二聚体(alkd)、烷基烯酮二聚体(akd)、烯基琥珀酸酐(asa)、含氟化合物、有机硅、疏水改性的阴离子聚合物(hmap)、疏水改性的阳离子聚合物(hmcp)、乙烯
‑
丙烯酸(eaa)和中性松香乳液中的一种或多种在片形成之前以约0.2磅/吨纤维干重至约30磅/吨纤维干重,例如约2磅/吨至约20磅/吨、约1磅/吨至约10磅/吨纤维干重、或约4磅/吨至约6磅/吨纤维干重的量在造纸机的湿端添加。
[0102]
s.根据实施方案n
‑
r所述的制备纸片覆盖物的方法,其中在片形成之前,以约0.2磅/吨纤维干重至约30磅/吨纤维干重,例如约2磅/吨至约20磅/吨纤维干重、或约5磅/吨至约10磅/吨纤维干重的量在造纸机的湿端添加湿强度添加剂,例如脂族醛和芳族醛、脲醛树脂、三聚氰胺甲醛树脂和聚酰胺
‑
环氧氯丙烷树脂中的一种或多种。
[0103]
t.根据实施方案n
‑
s所述的制备纸片覆盖物的方法,其中在片形成之前,在造纸机的湿端以约0.2磅/吨纤维干重至约10磅/吨纤维干重,例如约0.5磅/吨至约7磅/吨纤维干重、或约1磅/吨至约4磅/吨纤维干重的量添加干强度添加剂,例如阴离子聚丙烯酰胺、羧甲基纤维素、乙烯
‑
马来酰胺酸共聚物、丙烯酰胺
‑
马来酸共聚物、淀粉、瓜尔胶、阳离子瓜尔胶、阳离子淀粉、阳离子聚丙烯酰胺、聚
‑
dadmac、阳离子聚丙烯酸酯、阴离子淀粉、阳离子胶乳、乙醛化聚丙烯酰胺、聚胺、阳离子pva和两性干强度树脂中的一种或多种。
[0104]
u.根据实施方案n
‑
t所述的制备纸片覆盖物的方法,其中所述纸片覆盖物使用通风干燥(“tad”)方法来制造。
[0105]
v.根据实施方案n
‑
t所述的制备纸片覆盖物的方法,其中所述纸片覆盖物使用常规的湿压(“cwp”)方法来制造,所述方法包括在yankee滚筒的表面上干燥所述片。
[0106]
w.根据实施方案n
‑
t和v所述的制备纸片覆盖物的方法,其中所述纸片在湿起绉工艺中从所述yankee干燥机起绉,其中所述片在所述片干重的约8%至约12%的水分含量下起绉。
[0107]
x.根据实施方案n
‑
t和v所述的制备纸片覆盖物的方法,其中所述纸片在干起绉工艺中从所述yankee干燥机起绉,其中所述片在所述片干重的约3%至约5%的水分含量下起绉。
[0108]
y.根据实施方案n
‑
x所述的制备纸片覆盖物的方法,其中例如用弓形辊或具有环形圈的辊在与横向成约30
°
和约90
°
之间(例如,约60
°
和约90
°
之间)的方向上转换加工期间向片赋予褶皱。
[0109]
根据实施方案n
‑
y所述的制备纸片覆盖物的方法,其中在转换加工期间在与横向成约30
°
和约90
°
之间(例如,约60
°
和约90
°
之间)的方向上向片赋予打褶折叠部,例如,在重新卷绕操作期间,通过使片在折叠板或犁形部件上运行以在片中赋予一个或多个折叠部,并且然后引导片通过一个或多个压制辊隙以将打褶折叠部固定到适当位置。