1.本发明涉及标志制作工艺的技术领域,尤其是涉及一种微型金属标志的制作方法。
背景技术:
2.在我国,金属logo的应用已经有很多年的历史,一般作为产品的金属logo装饰镶嵌在主产品上,使产品在外观上具有明显的增效特性,产品更加容易识别、传达信息、突出个性,视觉上更能抓住消费者的视线。另外,金属logo具有良好的耐候特性,在提升产品档次的同时,还具有长期不变形等特点。金属logo广泛应用于家用电器,如:数码电子、工艺品、珠宝、化妆品等方面,俗称金属镍标。
3.上述现有技术中,金属镍标的制作工艺基本相同,金属镍标的共同之处是尺寸比较大,可视性明显,在正常的灯光和照度下呈现,作为产品的外观装饰作用。
4.但是,由于金属镍标的尺寸通常设置的比较大,制作工艺复杂,不能进行大批量生产,严重影响了生产的进度;并且大尺寸的金属镍标的精密性差;目前,市场上的伪劣产品比较多,产品的防伪性能差,消费者通过金属镍标不能准确辨别产品的真假,导致消费者对该标志的生产质量产生错误认识,严重影响了生产厂家的信誉度。
技术实现要素:
5.本发明的目的在于提供一种微型金属标志的制作方法,以解决现有技术中存在的,金属镍标的尺寸比较大,工艺复杂,影响生产进度;大尺寸的金属镍标的精密性差;消费者通过金属镍标不能准确判断产品质量,影响生产厂家的信誉度的技术问题。
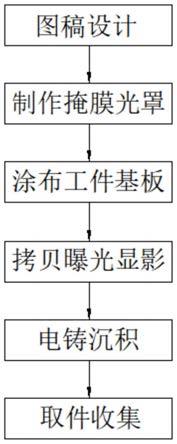
6.本发明提供的一种微型金属标志的制作方法,包括如下步骤:
7.步骤一,图稿设计
8.利用图形制作软件绘制图稿,图形制作软件为ps、cdr、cad、ai中的任意一种;
9.图稿为几何图形、数字、logo中的一种或者几种的组合;
10.步骤二,制作掩膜光罩
11.利用直写光刻机光刻设计图稿的内容,直写光刻机的光刻分辨率在200nm以上;然后使用带有镀铬层的基板掩膜光罩进行光刻,对显影光刻部分蚀刻基板铬层,去除表面感光胶体,即可得到带有图文的掩膜光罩;
12.掩膜光罩的图文区域为透光区,不带图文的区域为镀铬层不透光区;
13.步骤三,涂布工件基板
14.利用涂布或者旋涂设备将高分辨率正性感光胶均匀涂布在工件基板的表面,胶层厚度的取值范围在500nm~10000nm之间;
15.然后利用烘箱烘干带有感光胶的工件基板,烘箱的烘烤温度取值范围在50
°
~100
°
之间;
16.步骤四,拷贝曝光显影
17.掩膜光罩的镀铬图文透光层与工件基板的感光胶层相对设置;将具有真空功能的拷贝晒版机抽至负压,使掩膜光罩与工件基板之间充分吸合无间隙;掩膜光罩上端面朝向拷贝晒版机的灯光面,根据拷贝晒版机的能量设定晒版时间,然后进行晒版;
18.晒版结束,分离掩膜光罩和工件基板;利用感光胶专用显影液对工件基板进行显影,即可得到带有图文的工件基板;此时,图文区域为工件基板的金属面,没有图文的区域为感光胶面;
19.步骤五,电铸沉积
20.将工件基板的图文面朝上固定在专用电铸夹具上,使用脱模剂对工件基板上的图文区域进行钝化处理;然后放入电铸槽中进行阴极镍离子堆积,堆积厚度的取值范围在0.01mm~0.05mm之间;达到设定厚度值后,取下夹具,分离工件基板,并利用纯净水将工件基板表面冲洗干净,晾干;
21.步骤六,取件收集
22.对电铸后的工件基板的正面进行均匀的喷洒低粘胶水;在工件基板的正面贴附pe保护材料;然后用压辊除去气泡;最后,揭开pe保护材料,使工件基板上沉积的金属图文与工件基板分离,即可得到微型金属标志。
23.进一步的,在步骤一中,图稿内容的高度取值范围在0.01mm~1mm之间。
24.进一步的,在步骤一中,图稿设计的排版方式为阵列式,或者随机排列。
25.进一步的,在步骤二中,掩膜光罩铬层厚度的取值范围在10nm~50nm之间。
26.进一步的,在步骤三中,工件基板采用金属材料或者表面导电材料,表面导电材料为镍、不锈钢、铜、合金材料中的任意一种。
27.进一步的,在步骤三中,工件基板的整体平整;
28.工件基板的表面为镜面或者具有微结构。
29.进一步的,在步骤三中,工件基板的尺寸大于掩膜光罩的尺寸;
30.工件基板的厚度取值范围在0.05mm~5mm之间。
31.进一步的,在步骤四中,晒版时间在1秒~900秒之间。
32.进一步的,在步骤五中,为保证工件基板上的电铸沉积层质量,电铸槽的槽温度在38
°
~45
°
之间,比重在28~32之间,电铸槽以氨基硫酸镍为主盐。
33.进一步的,在步骤六中,pe保护材料的贴附厚度取值范围在0.02mm~0.1mm之间。
34.本发明提供的一种微型金属标志的制作方法,依次采用图稿设计、制作掩膜光罩、涂布工件基板、拷贝曝光显影、电铸沉积、取件收集等步骤。本技术的成型工艺简单,制作出的金属标志的尺寸小,能够进行批量化生产;小尺寸的标志的精密性好;由于金属标志的尺寸小,能够镶嵌在产品的包装或者产品的隐藏部位,作为产品的装饰的同时,还具有很好的防伪性能,消费者能够轻松辨别产品的真假,可广泛应用于不同产品的外观,大大提高了生产厂家的信誉度。
附图说明
35.为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前
提下,还可以根据这些附图获得其他的附图。
36.图1为本发明实施例提供的一种微型金属标志的制作方法的流程图;
37.图2为本发明实施例提供的掩膜光罩与工件基板相贴合的示意图;
38.图3为本发明实施例提供的工件基板的示意图。
39.图标:
40.100-掩膜光罩;
ꢀꢀꢀꢀꢀꢀꢀꢀ
101-镀铬图文透光层;
41.200-工件基板;
ꢀꢀꢀꢀꢀꢀꢀꢀ
201-感光胶层;
42.202-电铸沉积层。
具体实施方式
43.下面将结合附图对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
44.在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
45.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
46.如图1所示,本发明提供的一种微型金属标志的制作方法,包括如下步骤:
47.步骤一,图稿设计
48.利用图形制作软件绘制图稿,图形制作软件为ps、cdr、cad、ai中的任意一种;
49.图稿为几何图形、数字、logo中的一种或者几种的组合;
50.在进行上述几种图形的组合时,组合图形需要进行变形处理,以使几种图形的局部相连接,形成一个整体的图形。
51.进一步的,在上述步骤一中,图稿内容的高度取值范围在0.01mm~1mm之间。
52.进一步的,在上述步骤一中,图稿设计的排版方式为阵列式,或者随机排列。
53.步骤二,制作掩膜光罩
54.利用直写光刻机光刻设计图稿的内容,直写光刻机的光刻分辨率在200nm以上;然后使用带有镀铬层的基板掩膜光罩进行光刻,对显影光刻部分蚀刻基板铬层,去除表面感光胶体,即可得到带有图文的掩膜光罩100;
55.掩膜光罩100的图文区域为透光区,不带图文的区域为镀铬层不透光区;
56.在上述过程中,使用2英寸~20英寸,或者大于20英寸的基板掩膜光罩进行光刻。
57.为保证基板掩膜光罩的精度,光刻环境必须在洁净的室内,并且使用安全灯。
58.进一步的,在上述步骤二中,掩膜光罩100铬层厚度的取值范围在10nm~50nm之
间。
59.步骤三,涂布工件基板
60.利用涂布或者旋涂设备将高分辨率正性感光胶均匀涂布在工件基板200的表面,胶层厚度的取值范围在500nm~10000nm之间;
61.然后利用烘箱烘干带有感光胶的工件基板200,烘箱的烘烤温度取值范围在50
°
~100
°
之间;
62.在上述过程中,为保证涂布的质量,涂布环境必须在洁净的室内,并且使用安全灯。
63.进一步的,在上述步骤三中,工件基板200采用金属材料或者表面导电材料,表面导电材料为镍、不锈钢、铜、合金材料中的任意一种。
64.进一步的,在上述步骤三中,工件基板200的整体平整;
65.工件基板200的表面为镜面或者具有微结构,如拉丝纹、cd纹、镭射纹等。
66.进一步的,在上述步骤三中,工件基板200的尺寸大于掩膜光罩100的尺寸;以确保掩膜光罩100在工件基板200上的覆盖面积。
67.工件基板200的厚度取值范围在0.05mm~5mm之间。
68.步骤四,拷贝曝光显影
69.如图2所示,掩膜光罩100的镀铬图文透光层101与工件基板200的感光胶层201相对设置;将具有真空功能的拷贝晒版机抽至负压,使掩膜光罩100与工件基板200之间充分吸合无间隙;掩膜光罩100上端面朝向拷贝晒版机的灯光面,根据拷贝晒版机的能量设定晒版时间,然后进行晒版;
70.晒版结束,分离掩膜光罩100和工件基板200;利用感光胶专用显影液对工件基板200进行显影,即可得到带有图文的工件基板200;此时,图文区域为工件基板200的金属面,没有图文的区域为感光胶面;
71.在上述过程中,为保证晒版的质量,晒版环境必须在洁净的室内,并且使用安全灯。
72.进一步的,在上述步骤四中,晒版时间在1秒~900秒之间。
73.步骤五,电铸沉积
74.如图3所示,将工件基板200的图文面朝上固定在专用电铸夹具上,使用脱模剂对工件基板200上的图文区域进行钝化处理;然后放入电铸槽中进行阴极镍离子堆积,堆积厚度的取值范围在0.01mm~0.05mm之间;达到设定厚度值后,取下夹具,分离工件基板200,并利用纯净水将工件基板200表面冲洗干净,晾干;
75.进一步的,在上述步骤五中,为保证工件基板200上的电铸沉积层202质量,电铸槽的槽温度在38
°
~45
°
之间,比重在28~32之间,电铸槽以氨基硫酸镍为主盐。
76.步骤六,取件收集
77.对电铸后的工件基板200的正面进行均匀的喷洒低粘胶水;在工件基板200的正面贴附pe保护材料,即pe保护膜;然后用压辊除去气泡;最后,揭开pe保护膜,使工件基板200上沉积的金属图文与工件基板200分离,即可得到微型金属标志。
78.进一步的,在上述步骤六中,pe保护材料的贴附厚度取值范围在0.02mm~0.1mm之间。
79.本发明提供的一种微型金属标志的制作方法,作为传统镍标制作的升级工艺,通过图稿设计、制作掩膜光罩,涂布工件基板、拷贝曝光显影、电铸沉积、取件收集等工艺,相比现有技术,本技术的工艺流程简单,制作出的镍标更为精密,尺寸更小,制作出来的镍标标志的尺寸范围可在0.1mm~1mm之间大小,具有可批量化生产的特性。
80.镍标的图形内容可以是图形、数字、logo、二维码、几何图形等任意形状,还可以是上述几种图形的组合,虽然镍标的尺寸小,但是图形的内容可选择性多,可根据需要进行图文定制。在镍标的表面还可以设置镜面或者微结构,例如:拉丝纹、cd纹、镭射纹理等,使镍标的表面图文更加的精密。
81.可将上述制作出来的微小镍标做为颗粒混合在产品的包装内,也可将微小镍标镶嵌在产品的局部或者产品整体上,作为不同产品的外观装饰,在不破坏整体产品的完整性上做到隐藏性,进行防伪识别时,需要借助金属探测设备、光学放大镜才能进行寻找、识别带有产品信息的金属镍标,以读取镍标上的产品图文信息,从而区别于该产品是否是原厂或正规渠道的产品,确保本技术的微小镍标具有较强的装饰性、隐藏性、溯源辨别真伪的功能。
82.最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。