1.本发明涉及面制品加工设备技术领域,尤其涉及一种面条压制成型一体机。
背景技术:
2.人们在日常生活中经常要使用面条等制作方便的食品,面条压制成型工艺是将熟化后的面片经连续数道压延成一定均匀厚度、宽度平整的面带,再经切条后断段成型。
3.在整个压延过程中,存在以下问题:1、将熟化后的面片导入压延设备以及在压延设备压延的过程中经常会出现面片下垂量过大而使面片经过压延后厚度不均匀或出现断裂的情况,影响面条生产的连续性;2、在面片压延之前的和面过程中可能会出现设备中的铁制品进入面团中,因此,在经过压延成型后面条里面可能会有铁制品,使面条生产不合格;3、现有的面条的形状单一,对于手工制作的刀削面等形状的面条加工困难;4、在面条切条后需要经过切断工序,传统的切断工具结构复杂,不能定长切断面条,切断效率低,而且在面条切断的过程中,由于没有防护措施,对在一旁工作的工人的生命安全造成威胁。
技术实现要素:
4.为了解决上述技术问题,本发明提供了一种面条压制成型一体机,可以使熟化后的面片平稳导入压延辊组内,在压延后切条之前对面片中的金属物进行检测,可及时发现不合格的面片位置并及时处理,使面片可以切条形成多种形状的面条,而且切条后的面条可实现定长、高效切断。
5.为实现上述目的,本发明解决其技术问题所采用的技术方案是:所述面条压制成型一体机,包括机架,机架上沿其长度方向设置多个压延辊组,多个压延辊组之间通过带传输机构相连以将面皮平稳传输,多个压延辊组的出料端设置有定长切断组件。
6.所述带传输机构包括多个传输平台,所述传输平台位于压延辊组的出料端,相邻两个传输平台的两侧分别通过链传动机构相连,远离所述定长切断组件一端的传输平台的输入轴与电机ⅰ相连。
7.所述定长切断组件包括机架上设置的将面皮压延成面条的成型刀具,所述成型刀具的下方设置将面条等长切断的定长切断组件。
8.所述成型刀具包括将面皮压延成面条的两个相互啮合的刀辊,所述刀辊沿其长度方向间隔设置有多圈环形槽ⅰ和环形槽ⅱ,所述环形槽ⅰ所在的刀辊直径大于所述环形槽ⅱ所在的刀辊的直径,所述环形槽ⅰ和环形槽ⅱ之间形成切断面,两个刀辊的环形槽ⅰ与环形槽ⅱ相对设置,且两个刀辊的切断面的外缘相切。
9.所述定长切断组件包括转动连接在机架上的切断辊,所述切断辊包括辊轴及其上可拆卸连接的切断刀,所述辊轴转动连接在机架上,所述辊轴的一端与电机ⅱ的输出轴相连。
10.所述定长切断组件还包括导料板ⅰ和导料板ⅱ,所述切断辊与所述刀辊之间的机架上等间距设置有多个导料板ⅰ,所述切断辊下方的机架上设置有多个与所述导料板ⅰ相对
的导料板ⅱ,所述导料板ⅱ的下方设置传输带。
11.所述切断辊的外侧设置有保护罩,所述保护罩安装在机架上。
12.所述机架远离所述定长切断组件的一端设置有导料装置,所述导料装置包括导料架,所述导料架设置有两个且对称设置,两个导料架的一端安装在所述机架的两侧,两个导料架之间沿其长度方向转动连接有多个导料辊。
13.所述导料架包括平直段和倾斜段,两个所述平直段之间的端部分别安装有导料辊,两个所述倾斜段之间安装有多个导料辊。
14.靠近所述定长切断组件的压延辊组的入料侧设置有金属检出装置,所述金属检出装置的入料口和出料口处均设置有倾斜布置的传输平台,所述传输平台的一端与所述金属检出装置的检出通道的底部平滑过渡相连。
15.本发明的有益效果是:
16.1、本发明通过在多个压延辊组之间通过带传输机构相连可将压延后的面皮平稳传输,而且通过在压延辊组的进料端设置导料装置,对熟化后的面片起到支撑导向的作用,使面片平整地进入压延辊组中,并在压延辊组中平稳压延,防止了面片下垂量过大而使面片经过压延后厚度不均匀或出现断裂的情况。
17.2、本发明通过在靠近成型刀具的压延辊组的入料侧设置金属检出装置,可以在面片切条之前及时检测面片中是否含有金属物并及时停机处理,降低了生产后的不合格率;在面片切条时,通过两个相互啮合的刀辊完成面条的切条成型,切条成型的面条通过转动的切断辊将面条切断,通过控制切断辊的转动速度即可实现面条的定长、高效切断。
18.3、本发明中的刀辊沿其长度方向间隔设置有多圈环形槽ⅰ和环形槽ⅱ,两个刀辊的环形槽ⅰ和环形槽ⅱ相对,环形槽ⅰ和环形槽ⅱ的形状根据所要生产的面条的截面形状而加工,环形槽ⅰ和环形槽ⅱ的直径不同,因此在环形槽ⅰ和环形槽ⅱ之间形成切断面,两个刀辊的切断面的外缘相切,可将进入两个刀辊之间的面片切条形成形状一致的面条,通过设计环形槽ⅰ和环形槽ⅱ的形状可生产多种形状的面条。
19.综上,该面条压制成型一体机使熟化后的面片平稳导入压延辊组内,在压延后切条之前对面片中的金属物进行检测,可及时发现不合格的面片位置并及时处理,而且使面片可以切条形成多种形状的面条,切条后的面条可实现定长、高效切断。
附图说明
20.下面对本发明说明书各幅附图表达的内容及图中的标记作简要说明:
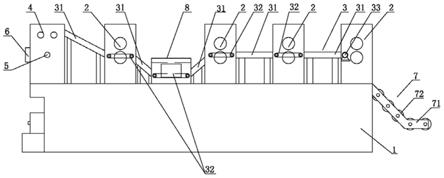
21.图1为本发明的结构示意图;
22.图2为图1的左视图;
23.图3为图1中成型刀具的结构示意图;
24.上述图中的标记均为:1.机架,2.压延辊组,3.带传输机构,31.传输平台,32.链传动机构,33.电机ⅰ,4.成型刀具,41.刀辊,411.环形槽ⅰ,412.环形槽ⅱ,413.切断面,5.定长切断组件,51.切断辊,511.辊轴,512.切断刀,52.电机ⅱ,53.导料板ⅰ,54.导料板ⅱ,6.保护罩,7.导料装置,71.导料架,72.导料辊,8.金属检出装置。
具体实施方式
25.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对实施例中的技术方案进行清楚、完整地描述,以下实施例用于说明本发明,但不用来限制本发明的范围。
26.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
27.本发明具体的实施方案为:如图1~图3所示,一种面条压制成型一体机,包括机架1,机架1上沿其长度方向设置多个压延辊组2,多个压延辊组2之间通过带传输机构3相连以将面皮平稳传输,在面皮压制的过程中,避免了由于自身重力的作用而下垂,导致面皮的宽度和厚度发生变化,无法加工出预想中的面带,多个压延辊组2的出料端设置有切断成型装置,用于对面带进行切断成型成所需的尺寸。
28.具体地,其中的带传输机构3包括多个传输平台31,传输平台31位于压延辊组2的出料端,传输平台31的转动轴与机架1通过轴承相连后向外伸出,转动轴的两端安装有链轮,链轮与链条相连,使相邻两个传输平台31的两侧分别通过链传动机构32相连,远离切断成型装置一端的传输平台31的输入轴与电机ⅰ33相连,通过电机ⅰ33和链传动机构32可同时带动多个传输平台31动作而将面皮高效输送。
29.具体地,其中的切断成型装置包括机架1上设置的将面皮压延成面条的成型刀具4,成型刀具4的下方设置将面条等长切断的定长切断组件5。
30.其中的成型刀具4包括将面皮压延成面条的两个相互啮合的刀辊41,刀辊41沿其长度方向间隔设置有多圈环形槽ⅰ411和环形槽ⅱ412,两个刀辊41的环形槽ⅰ411与环形槽ⅱ412相对设置,环形槽ⅰ411和环形槽ⅱ412的形状根据所要生产的面条的截面形状而加工,例如为压制成刀削面,环形槽ⅰ411和环形槽ⅱ412可设置成中间下凹的锥形面,两个锥形面之间形成与刀削面形状相同的压制空间,当然也可以设计成矩形、圆形等形状;环形槽ⅰ411所在的刀辊41直径大于环形槽ⅱ412所在的刀辊41的直径,因此,环形槽ⅰ411和环形槽ⅱ412之间形成切断面413,且两个刀辊41的切断面413的外缘相切,可将进入两个刀辊41之间的面片切条形成形状一致的面条,通过设计环形槽ⅰ411和环形槽ⅱ412的形状可生产多种形状的面条。
31.其中的定长切断组件5包括转动连接在机架1上的切断辊51,切断辊51包括辊轴511及其上可拆卸连接的切断刀512,辊轴511转动连接在机架1上,辊轴511的一端与电机ⅱ52的输出轴相连,通过控制电机ⅱ52的转速即可实现面条的定长、高效切断。
32.其中的定长切断组件5还包括导料板ⅰ53和导料板ⅱ54,切断辊51与刀辊41之间的机架1上等间距设置有多个导料板ⅰ53,切断辊51下方的机架1上设置有多个与所述导料板ⅰ53相对的导料板ⅱ54,导料板ⅱ54的下方设置传输带,使经过切条后的面条通过导料板ⅰ53导向进入切断辊51内进行定长切断,定长切断后的面条在导料板ⅱ54的导向作用下落到传输带上运送到下一工序。另外,切断辊51的外侧设置有保护罩6,保护罩6安装在机架1上,保护罩6防止了工人靠近切断辊51而容易出现误伤的情况,使安全防护性更强,保护罩6上设置透明观察窗,便于查看切断辊51的转动状态,并及时处理。
33.具体地,其中的机架1远离切断成型装置的一端设置有导料装置7,导料装置7包括导料架71,导料架71设置有两个且对称设置,两个导料架71的一端安装在机架1的两侧,两个导料架71之间沿其长度方向转动连接有多个导料辊72,导料架71包括平直段和倾斜段,两个所述平直段之间的端部分别安装有导料辊72,两个所述倾斜段之间安装有多个导料辊72,平直段对面片起到支撑的作用,两个倾斜段之间安装有多个导料辊72,倾斜段起到导向的作用。
34.具体地,靠近切断成型装置的压延辊组2的入料侧设置有金属检出装置8,金属检出装置8的入料口和出料口处均设置有倾斜布置的传输平台31,传输平台31的一端与金属检出装置8的检出通道的底部平滑过渡相连,使面片平稳通过检出通道,使检测结果更精确,可以在面片切条之前及时检测面片中是否含有金属物并及时停机处理,降低了生产后的不合格率。
35.上述连续压延成型设备的工作原理是:经过熟化的面片在导料装置7的导向支撑作用下进入压延辊组2中进行压延成厚度均匀、宽度平整的面片;面片经过金属检出装置8在线检测面片中是否有金属物,若有金属物,金属检出装置8进行报警提示,工作人员可及时停机,并清除含有金属物的一段面片;合格的面片经过压延辊组2进入两个刀辊41之间进行切条形成面条,切条后的面条在导料板ⅰ53的作用下进入旋转的切断辊51进行定长切断,切断后的面条通过导料板ⅱ54进入传输带后输送到下一工序。
36.综上,该连续压延成型设备使熟化后的面片平稳导入压延辊组内,在压延后切条之前对面片中的金属物进行检测,可及时发现不合格的面片位置并及时处理,而且使面片可以切条形成多种形状的面条,切条后的面条可实现定长、高效切断。
37.以上所述,只是用图解说明本发明的一些原理,本说明书并非是要将本发明局限在所示所述的具体结构和适用范围内,故凡是所有可能被利用的相应修改以及等同物,均属于本发明所申请的专利范围。