1.本发明涉及食品加工模具的技术领域,尤其是涉及一种具有微结构的食品模具及其制作方法、食品制作方法。
背景技术:
2.目前,市场上的食品单品款式大多是通过模具浇注或者压注成型的,为了提高食品的外观效果,在食品的表面会制作一些简单的图文信息。
3.上述现有技术中,加工食品的成型模具主要采用机械加工的方式完成的,例如:自动化加工机床。在成型模具上制作食品表面的细小图文时,由于受限于设备的刀具尺寸,食品的表面受到成型模具的制约,在食品的表面只能做出食品物质本身的颜色和简单的图文,并且所做的图文信息粗糙,这样就导致了食品的表面样式单一,装饰性和可观赏性差。
技术实现要素:
4.本发明的目的在于提供一种具有微结构的食品模具,以解决现有技术中存在的,食品的表面受成型模具的制约,食品的表面只能做出食品本身的颜色和简单的图文,导致食品的外观效果差的技术问题。
5.本发明提供的一种具有微结构的食品模具,包括:模具底座和pmma模具;
6.pmma模具设置在模具底座的上部,pmma模具为上表面具有微结构反向图文信息的模具。
7.本发明还提供一种具有微结构的食品模具的制作方法,包括如下步骤:
8.①
设计微结构图文信息模具
9.图文信息为文字、数字、图形、点、线条、logo中的任意一种;
10.②
利用机器设备加工制作具有微结构反向图文信息的初代模具
11.机器设备包括点阵式光刻机、dmd光刻机、直写式光刻机、多轴高精密加工机床;
12.③
制作具有微结构正向图文信息的组合成型模具
13.a.先对具有微结构反向图文信息的初代模具进行翻模制作,将微结构反向图文信息复制到其承载的物体即:翻制模具上;
14.b.然后对具有微结构正向图文信息的翻模模具进行拼接、镶嵌、弯折,使其形成组合成型模具;组合成型模具上的微结构图文信息为正向设置;
15.④
制作具有微结构反向图文信息的pmma模具
16.a.先将具有微结构正向图文信息的组合成型模具的表面处理干净;
17.b.然后将pmma的融化材料进行按比例调配,充分搅拌;
18.c.对搅拌后的pmma融化材料进行抽真空去泡,去泡后的pmma融化材料倒入具有微结构正向图文信息的组合成型模具内,并高于组合成型模具的边沿5mm~20mm;
19.d.pmma材料固化
20.将组合成型模具平放在工作台上,使pmma融化材料静置,静置的时间范围在48小
时~72小时之间,等待pmma融化材料充分固化;
21.e.pmma模具成型
22.pmma融化材料充分固化后,在组合成型模具的上部位置形成具有微结构反向图文信息的pmma模具;
23.然后对pmma模具进行分离,即可得到具有微结构反向图文信息的pmma模具。
24.进一步的,在步骤
①
中,图文信息能够定义每个文字、数字、图形、点、线条、logo的颜色;
25.图文信息还能够定义每个文字、数字、图形、点、线条、logo的动态或者静态效果。
26.进一步的,在步骤
②
中,光刻机的初代模具加工原料为光刻胶版,多轴高精密加工机床的加工原料为镍铬合金、铜、铝中的任意一种。
27.进一步的,在步骤
②
中,微结构区的微结构包括微透镜,柱面镜、菲涅尔透镜、cd纹、拉丝纹、彩虹透镜、调制彩虹光栅。
28.进一步的,在步骤
②
中,微结构区的微结构条纹高度在20微米~100纳米之间;
29.微结构区的条纹频率在每毫米2线对~3000线对之间,并且能够固定频率或者变频。
30.进一步的,在步骤
③
中,组合成型模具的材质为pc、pet、食品级金属材质中的任意一种;
31.组合成型模具的形状为方形,或者为圆形,或者为异形,或者为定制形状。
32.本发明还提供一种具有微结构的食品模具的食品制作方法,包括如下步骤:
33.①
设计微结构图文信息模具
34.图文信息为文字、数字、图形、点、线条、logo中的任意一种;
35.②
利用机器设备加工制作具有微结构反向图文信息的初代模具
36.机器设备包括点阵式光刻机、dmd光刻机、直写式光刻机、多轴高精密加工机床;
37.③
制作具有微结构正向图文信息的组合成型模具
38.a.先对具有微结构反向图文信息的初代模具进行翻模制作,将微结构反向图文信息复制到其承载的物体即:翻制模具上;
39.b.然后对具有微结构正向图文信息的翻模模具进行拼接、镶嵌、弯折,使其形成组合成型模具;组合成型模具上的微结构图文信息为正向设置;
40.④
制作具有微结构反向图文信息的pmma模具
41.a.先将具有微结构正向图文信息的组合成型模具的表面处理干净;
42.b.然后将pmma的融化材料进行按比例调配,充分搅拌;
43.c.对搅拌后的pmma融化材料进行抽真空去泡,去泡后的pmma融化材料倒入具有微结构正向图文信息的组合成型模具内,并高于组合成型模具的边沿5mm~20mm;
44.d.pmma材料固化
45.将组合成型模具平放在工作台上,使pmma融化材料静置,静置的时间范围在48小时~72小时之间,等待pmma融化材料充分固化;
46.e.pmma模具成型
47.pmma融化材料充分固化后,在组合成型模具的上部位置形成具有微结构反向图文信息的pmma模具;
48.然后对pmma模具进行分离,即可得到具有微结构反向图文信息的pmma模具;
49.⑤
食品原料热熔
50.对食品原料进行热熔,使食品原料的融化度达到生产加工的要求;
51.食品原料为高密度,并且能够融化、能够固化的材料;
52.⑥
食品原料浇筑、固化
53.pmma模具安装在模具底座的上部,然后将达到生产要求的热融食品原料浇筑或者压至pmma模具内,静置冷却热融食品原料,静置的时间范围在1小时~2小时之间,使热融食品原料在pmma模具内达到充分固化的要求;
54.⑦
食品成型
55.分离固化后的食品成品,此时,在食品成品的表面形成具有与pmma模具相反的微结构图文,在食品成品的表面形成具有微结构的正向图文,即可得到具有微结构正向图文的食品成品。
56.进一步的,在步骤
④
中,pmma模具为食品级模具;
57.pmma模具的材质为食品级硅胶,或者为食品级不锈钢。
58.进一步的,在步骤
⑥
中,热融食品原料为巧克力、糖类、脂类中的任意一种。
59.本发明提供的一种具有微结构的食品模具,在模具底座的上部安装pmma模具,对pmma模具的位置进行固定;并且pmma模具为上表面具有微结构反向图文信息的模具。本发明直接通过pmma模具在食品表面上制作微纳结构,使食品的表面上可以形成微结构图文,食品表面能够呈现出图像、文字、符号、线条等块面效果,旋转、缩放、跑动等动态效果,以及彩色效果,还可以将更微小的信息藏于其中,使食品上具有更丰富的信息和装饰效果;并且产生图文的微结构也是食品本身的物质,不会产生任何新增物质,制作的食品安全可靠,富有创意。有效的解决了现有技术中,食品的表面受成型模具的制约,食品的表面只能做出食品本身的颜色和简单的图文,致使食品的外观效果差的问题。
附图说明
60.为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
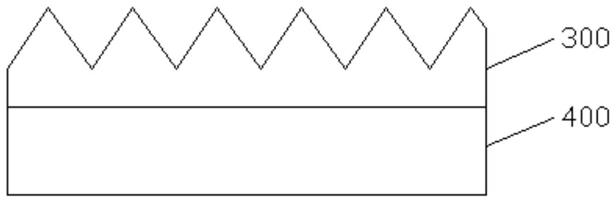
61.图1为本发明实施例提供的具有微结构的食品模具的示意图;
62.图2为本发明实施例提供的在初代模具上制作组合成型模具的示意图;
63.图3为本发明实施例提供的在组合成型模具上制作pmma模具的示意图;
64.图4为本发明实施例提供的在pmma模具上制作食品的示意图;
65.图5为本发明实施例提供的具有微结构的食品模具的制作方法流程图;
66.图6为本发明实施例提供的具有微结构的食品模具的食品制作方法流程图。
67.图标:
68.100-初代模具;
ꢀꢀꢀꢀꢀꢀ
200-组合成型模具;
ꢀꢀꢀꢀꢀꢀ
300-pmma模具;
69.400-模具底座;
ꢀꢀꢀꢀꢀꢀ
500-热融食品原料。
具体实施方式
70.下面将结合附图对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
71.在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
72.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
73.如图1所示,本发明提供的一种具有微结构的食品模具,包括:模具底座400和pmma模具300;
74.pmma模具300设置在模具底座400的上部,并采用多个螺栓固定。pmma模具300为上表面具有微结构反向图文信息的模具,制作食品时,将微结构正向图文信息直接制作在食品的表面。
75.在本实施例中,pmma(polymethylmethacrylate,中文名称为聚甲基丙烯酸甲酯)材料的密度低、机械强度高、熔点低、透光率高,采用pmma材料制作的模具是制作食品的环保材料。通过pmma模具直接在食品表面制作微纳结构图文,使食品的表面形成微结构图文,食品的表面能够呈现出图像、文字、符号、线条等块面效果,旋转、缩放、跑动等动态效果,以及彩色效果,还可以将更微小的信息藏于其中,确保食品表面能够呈现出更加丰富的信息和装饰效果;并且食品表面产生图文的微结构也是采用了食品本身的物质,不会产生任何新增加的物质,食品制作更加的安全可靠,制作工艺富有创意,食品表面的装饰效果好。
76.如图5所示,本发明还提供一种具有微结构的食品模具的制作方法,包括如下步骤:
77.①
设计微结构图文信息模具
78.图文信息为文字、数字、图形、点、线条、logo中的任意一种;
79.进一步的,在步骤
①
中,图文信息能够定义每个文字、数字、图形、点、线条、logo的颜色;
80.图文信息还能够定义每个文字、数字、图形、点、线条、logo的动态或者静态效果。
81.②
利用机器设备加工制作具有微结构反向图文信息的初代模具
82.机器设备包括点阵式光刻机、dmd光刻机、直写式光刻机、多轴高精密加工机床;
83.进一步的,在步骤
②
中,光刻机的初代模具加工原料为光刻胶版,具体是:在玻璃基板上涂覆一层光敏胶。多轴高精密加工机床的加工原料为金属材料,例如:镍铬合金、铜、铝中的任意一种。
84.微结构区的微结构包括微透镜,柱面镜、菲涅尔透镜、cd纹、拉丝纹、彩虹透镜、调
制彩虹光栅。
85.微结构区的微结构条纹高度在20微米~100纳米之间;
86.微结构区的条纹频率在每毫米2线对~3000线对之间,并且能够固定频率或者变频。
87.③
制作具有微结构正向图文信息的组合成型模具
88.a.如图2所示,先对具有微结构反向图文信息的初代模具100进行翻模制作,将微结构反向图文信息复制到其承载的物体即:翻制模具上;
89.b.然后对具有微结构正向图文信息的翻模模具进行拼接、镶嵌、弯折,使其形成组合成型模具200;组合成型模具200上的微结构图文信息为正向设置;
90.进一步的,在步骤
③
中,组合成型模具200的材质为pc、pet、食品级金属材质中的任意一种;
91.组合成型模具200的形状为方形,或者为圆形,或者为异形,或者为定制形状。
92.在本实施例中,组合成型模具200的形状设置为方形。
93.④
制作具有微结构反向图文信息的pmma模具
94.a.如图3所示,先将具有微结构正向图文信息的组合成型模具200的表面处理干净;
95.b.然后将pmma的融化材料进行按比例调配,充分搅拌;
96.c.对搅拌后的pmma融化材料进行抽真空去泡,去泡后的pmma融化材料倒入具有微结构正向图文信息的组合成型模具200内,并高于组合成型模具200的边沿5mm~20mm;
97.d.pmma材料固化
98.将组合成型模具200平放在工作台上,使pmma融化材料静置,静置的时间范围在48小时~72小时之间,等待pmma融化材料充分固化;
99.e.pmma模具成型
100.pmma融化材料充分固化后,在组合成型模具200的上部位置形成具有微结构反向图文信息的pmma模具300;
101.然后对pmma模具300进行分离,即可得到具有微结构反向图文信息的pmma模具300。
102.本技术的一种具有微结构的食品模具的制作方法,在模具的表面通过微结构呈现出图像、文字、符号、线条等块面效果,旋转、缩放、跑动等动态效果,以及呈现出强烈彩色效果、哑光效果、菲涅尔透镜效果等,还可以将更微小的信息藏于其中。使用此模具制作的食品,食品的表面具有更丰富的信息和装饰效果;并且产生图文的微结构也是食品本身的物质,不会产生任何新增加的物质,是一种安全可靠的微结构制作食品模具。
103.本技术是微结构与食品相结合的创新嫁接,微结构在现实生活中得到了广泛的应用,如各类仿伪票据,证件、纸币、包装材料上都有使用,使用微结构制作的图文精细,色彩丰富,所产生图文均是微结构产生的效果。
104.微结构是现在市场上主要的物理仿伪手段之一,作为打击造假者的第一线有效武器,保护了制造商的品牌和利润,另外,也可以通过此技术制作个性化模具,以满足不同人群的个性化需求。
105.如图6所示,本发明还提供一种具有微结构的食品模具的食品制作方法,包括如下
步骤:
106.①
设计微结构图文信息模具
107.图文信息为文字、数字、图形、点、线条、logo中的任意一种;
108.图文信息能够定义每个文字、数字、图形、点、线条、logo的颜色;
109.图文信息还能够定义每个文字、数字、图形、点、线条、logo的动态或者静态效果;
110.②
利用机器设备加工制作具有微结构反向图文信息的初代模具
111.机器设备包括点阵式光刻机、dmd光刻机、直写式光刻机、多轴高精密加工机床;
112.初代模具的承载物为光刻胶版,其材质为镍铬合金、铜、铝中的任意一种。
113.微结构区的微结构包括微透镜,柱面镜、菲涅尔透镜、cd纹、拉丝纹、彩虹透镜、调制彩虹光栅。
114.微结构区的微结构条纹高度在20微米~100纳米之间;
115.微结构区的条纹频率在每毫米2线对~3000线对之间,并且能够固定频率或者变频。
116.③
制作具有微结构正向图文信息的组合成型模具
117.a.如图2所示,先对具有微结构反向图文信息的初代模具100进行翻模制作,将微结构反向图文信息复制到其承载的物体即:翻制模具上;
118.b.然后对具有微结构正向图文信息的翻模模具进行拼接、镶嵌、弯折,使其形成组合成型模具200;组合成型模具200上的微结构图文信息为正向设置;
119.组合成型模具200的材质为pc、pet、食品级金属材质中的任意一种;
120.组合成型模具200的形状为方形,或者为圆形,或者为异形,或者为定制形状。
121.在本实施例中,组合成型模具200的形状设置为方形。
122.④
制作具有微结构反向图文信息的pmma模具
123.a.如图3所示,先将具有微结构正向图文信息的组合成型模具200的表面处理干净;
124.b.然后将pmma的融化材料进行按比例调配,充分搅拌;
125.c.对搅拌后的pmma融化材料进行抽真空去泡,去泡后的pmma融化材料倒入具有微结构正向图文信息的组合成型模具200内,并高于组合成型模具200的边沿5mm~20mm;
126.d.pmma材料固化
127.将组合成型模具200平放在工作台上,使pmma融化材料静置,静置的时间范围在48小时~72小时之间,等待pmma融化材料充分固化;
128.e.pmma模具成型
129.pmma融化材料充分固化后,在组合成型模具200的上部位置形成具有微结构反向图文信息的pmma模具300;
130.然后对pmma模具300进行分离,即可得到具有微结构反向图文信息的pmma模具300;
131.进一步的,在步骤
④
中,pmma模具300为食品级模具;
132.pmma模具300的材质为食品级硅胶,或者为食品级不锈钢。
133.⑤
食品原料热熔
134.对食品原料进行热熔,使食品原料的融化度达到生产加工的要求;
135.食品原料为高密度,并且能够融化、能够固化的材料;
136.⑥
食品原料浇筑、固化
137.如图1所示,pmma模具300安装在模具底座400的上部,如图4所示,然后将达到生产要求的热融食品原料500浇筑或者压至pmma模具300内,静置冷却热融食品原料500,静置的时间范围在1小时~2小时之间,使热融食品原料500在pmma模具300内达到充分固化的要求;
138.进一步的,在步骤
⑥
中,热融食品原料500为巧克力、糖类、脂类中的任意一种。实际使用时,热融食品原料500还可以为乳酪蛋挞、曲奇蛋挞等蛋挞的制作,或者各种蛋糕及糕点的制作。
139.⑦
食品成型
140.分离固化后的食品成品,此时,在食品成品的表面形成具有与pmma模具300相反的微结构图文,在食品成品的表面形成具有微结构的正向图文,即可得到具有微结构正向图文的食品成品。
141.本技术的一种具有微结构的食品模具的食品制作方法,通过激光干涉和精密机加工的方法制作食品模具,在模具的表面进行微结构雕刻,所雕刻和图形线条为微米或纳米级别,条纹高度范围在20微米至100纳米之间,实现精细的图文控制和色彩变化,以控制不同的深度和线条疏密;通过光的折射或衍射,形成旋转、缩放、跑动、浮雕等动态效果和彩色图文效果,使用这样的模具浇注或压注成型的食品,不影响食品本身的物性和口感,且具有更加多彩样式和表面效果,更具新颖性和艺术性。
142.本技术通过激光干涉和精密机加工的方法制作微结构食品模具,制作食品时,在食品表面留有微结构显色图文。采用微结构模具制作的食品,利用微结模具制作出来的食品表面具有很强的视觉效果,可将各类图文以微结构的方式呈现出来,使食品表面的图文具有旋转、缩放、跑动、浮雕等动感彩色效果;并且这样的效果是基于食品本身的材质,并不是其它添加物质形成的,无任何添加和破坏食品本身的物性,不影响口感,从食品的安全角度考虑是安全可靠的。具有微结构图文的食品作为一种新展现的形式,市场前景广阔,预示着食品行业在制造商和生产商寻找新方法时,增加了价值的创新。
143.微结构模具的表面产生多变色彩等图文信息,通过制作食品,使食品表面也同样具有微结构,该微结构为一种物理结构,不改变任何食品食材的特性,使食品从外观上、安全上更加具有档次。采用微结构制作的食品模具同样具有防伪功能,让每一件通过微结构模具制作的食品上都能够显示防伪信息,大大的提高了食品安全的可靠性。
144.最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。