1.本发明涉及金属切割液技术,尤其涉及一种太阳能硅片金刚线切割液、其制备方法及用途。
背景技术:
2.随着太阳能光伏产业技术的不断发展成熟,对硅片的需求增长迅速。切片是硅片深加工的首道工序,而硅片占太阳能光伏组件成本构成的30-40%,所以硅片技术的提升对降低组件成本具有重大意义。近几年来,硅片尺寸在不断被优化,出现了158.75mm、160mm+、182mm、210mm等多种尺寸硅片,光伏硅片的变大、变薄成为各大厂商主攻的技术方向,这不仅可以有效的降低成本,还能最大程度的提升组件效率。
3.182mm和210mm组件符合降低供应链和度电成本的逻辑,是未来长期发展的趋势,但是在182-210mm大尺寸硅片切割过程中仍存在一定的问题,如产能不足、切割成本高和良品率低等方面的问题。
4.太阳能硅片切割主要以金刚线切割为主,金刚线切割具有高效、低成本、环保等优势。但是金刚线切割过程中由于硅片属于硬性材料,会产生大量的热和磨损,易造成硅片应力、表层损伤及崩边,所以切割工艺占有很重要的位置,而切割液的性能是影响硅片切割工艺效率及质量的关键因素之一。尤其是182-210mm大尺寸硅片的切割过程中,由于硅片尺寸增大,切割深度、砂浆缸内硅粉浓度等都明显增加,使得切割过程中硅片损伤、硅片表面脏污、金刚线断裂等异常明显增加,这就要求切割液必须具有更好的冷却、润滑、分散、抑泡、清洗等性能。
5.目前市场上的金刚线切割液大多是由油脂类或是普通聚醚类和润滑剂、消泡剂组成,这类金刚线切割液可以应用于158.75mm、160mm+等尺寸硅片的切割上,但是在182-210mm大尺寸硅片切割过程中,对硅粉分散情况均不理想,这是因为硅片尺寸越大,产生硅粉越多,参与切割面积越大,造成硅粉不能及时带出,造成切割效率低下,切割异常率、脏污率升高等问题。传统切割液采用消泡剂,消泡剂均具有不溶于水的特性,切割过程中易析出并残留在硅片表面,造成清洗难度大甚至出现白斑的风险。
技术实现要素:
6.本发明的目的在于,针对传统金刚线切割液无法满足大尺寸硅片切割需要的问题,提出一种太阳能硅片金刚线切割液,该金刚线切割液通过特定组分的润湿剂和渗透剂共同作用,以及润滑剂的复配,能够有效去除182-210mm大尺寸硅片切割过程中切割缝隙内的硅粉,提高切割效率,降低切割异常率和脏污率,在太阳能硅片金刚线切割技术领域具有良好的工业应用前景和推广潜力。
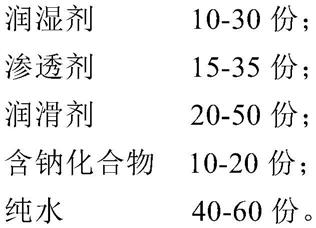
7.为实现上述目的,本发明采用的技术方案是:一种太阳能硅片金刚线切割液,包括质量份如下的各组分:
[0008][0009]
进一步地,所述润湿剂为窄分布脂肪醇聚氧乙烯醚,化学式为ro(ch2ch2o)
x
h;其中,r为c
10h21
,x为重复单元的数量,为9-13的整数。即x可为9、10、11、12或13,最优选为12或13。优选的润湿剂质量份为20-25份。
[0010]
进一步地,所述渗透剂为窄分布脂肪醇聚氧乙烯醚,化学式为ro(ch2ch2o)
x
h;其中,r为c
10h21
,y为重复单元的数量,为4-8的整数。即x可为4、5、6、7或8,最优选为4或5。优选的渗透剂质量份为25-30份。
[0011]
进一步地,所述润滑剂为epo共聚醚,化学式为ho(c3h6o)a(ch2ch2o)bh,其中,a为5-15的整数,b为10-30的整数。优选的a为8-10的整数,b为13-15的整数。优选的润滑剂质量份为30-40份。
[0012]
进一步地,所述含钠化合物为羧甲基纤维素钠、羟乙基纤维素钠、聚丙烯酸钠或聚苯乙烯磺酸钠中的一种或几种。优选的含钠化合物质量份为10-15份。
[0013]
进一步地,所述太阳能硅片金刚线切割液中不含有消泡剂,所述传统消泡剂有聚氧乙烯聚氧丙醇胺醚、二甲基硅油、丙二醇嵌段聚醚等。
[0014]
本发明的另一个目的还公开了一种太阳能硅片金刚线切割液的制备方法,包括如下步骤:
[0015]
s1:室温环境中,在用纯水清洗后的反应釜中加入纯水并开启搅拌;
[0016]
s2:依次加入润湿剂、渗透剂、润滑剂、含钠化合物并持续搅拌;
[0017]
s3:反应釜控温在30-40℃搅拌2-3小时至其完全溶解;
[0018]
s4:停止搅拌,静置6-12小时;
[0019]
s5:用过滤袋过滤后制得太阳能硅片金刚线切割液。
[0020]
进一步地,步骤s5:用0.5μm过滤袋过滤。
[0021]
本发明的另一个目的还公开了一种太阳能硅片金刚线切割液在切割太阳能硅片领域的用途,尤其是在切割大尺寸太阳能硅片领域的用途。例如切割182mm尺寸、棒长750-850mm、金刚线线径38-45μm、用量为1-2l;切割210mm尺寸、棒长750-850mm、金刚线线径38-45μm、用量为2-3l。
[0022]
进一步地,所述大尺寸太阳能硅片的直径为182-210mm。
[0023]
本发明太阳能硅片金刚线切割液高效、环保、无毒,与现有技术相比较具有以下优点:
[0024]
1)、本发明太阳能硅片金刚线切割液配方所用原料均为环保、无毒、无污染的原料,能够应用于切割废水压滤后再利用的循环系统中,太阳能硅片切割过程会产生大量废水,使用本发明切割液,可以将这部分废水简单处理后再利用。减少纯水使用量,降低污水处理成本。
[0025]
2)、本发明太阳能硅片金刚线切割液所用润湿剂和渗透剂均为窄分布脂肪醇聚氧
乙烯醚,区别在于:
[0026]
当eo数(窄分布脂肪醇聚氧乙烯醚结构式为ro(ch2ch2o)
x
h,其中x代表eo数,即聚氧乙烯的聚合度)为4-8的整数时,此类窄分布脂肪醇聚氧乙烯醚结构具有分子链短、eo取代数少,多支链等特点,其性能具有亲水性弱,分子扩散性强等;所以在将切割液用纯水稀释为0.1%-1.0%体积百分比的工作液中,能够快速扩散吸附在溶液表面,切割过程中可以快速渗透金刚线与硅片切割缝隙之间,并在硅片表面形成一层保护液膜的特点,硅片表面形成的一层液膜对硅片有一定的保护作用,可以减少切割过程中对硅片表面的损伤;
[0027]
当eo数为9-13之间的整数时,此类窄分布脂肪醇聚氧乙烯醚结构具有分子链中长、eo取代数多,支链少等特点。其具有亲水性强,分子链长等特性;长链对硅粉润湿能力强,切割过程中可以快速润湿并包裹在硅粉表面,在碳链长度一定时,eo取代数越多水溶性越强,对硅粉包裹能力越强。
[0028]
在eo数为4-8和eo数为9-13的两种窄分布脂肪醇聚氧乙烯醚协同作用下,切割过程中切割液可以快速从切割缝隙内去除硅粉,减少缝隙内硅粉残留对切割造成的不利影响。
[0029]
3)、本发明太阳能硅片金刚线切割液,所用润湿剂、渗透剂和润滑剂均具有自消泡特点,无需添加消泡剂。传统切割液采用的消泡剂均具有不溶于水的特性,切割过程中易析出并残留在硅片表面,造成清洗难度大甚至出现白斑的风险。本发明金刚线切割液中不需添加任何消泡剂,可以避免发生此类问题。
[0030]
4)、大尺寸太阳能硅片横向、纵向切割深度均比小尺寸硅片大,对切割液的性能要求更高,本发明的太阳能硅片金刚线切割液使用的两种窄分布脂肪醇聚氧乙烯醚不仅具有较好的渗透性和成膜性,而且其协同作用可以快速从切割缝隙内去除硅粉,减少缝隙内硅粉残留对切割造成的不利影响,所以本发明切割液能适用于大尺寸硅片切割。
[0031]
因此,本发明的金刚线切割液在太阳能硅片切割领域具有非常良好的应用前景和大规模工业化推广潜力。
具体实施方式
[0032]
以下结合实施例对本发明进一步说明:
[0033]
实施例1-10和对比例1-3
[0034]
实施例1-10和对比例1-3配制的金刚线切割液组分及其质量份见表1。
[0035]
表1实施例1-10和对比例1-3
[0036]
[0037][0038]
注:润湿剂和渗透剂的化学式均为ro(ch2ch2o)
x
h,r为c
10h21
,润滑剂的化学式为ho(c3h6o)a(ch2ch2o)bh。
[0039]
实施例1-10的金刚线切割液的制备方法如下:
[0040]
s1:室温环境中,在用纯水清洗后的反应釜中加入纯水并开启搅拌;
[0041]
s2:依次加入润湿剂、渗透剂、润滑剂、含钠化合物并持续搅拌;
[0042]
s3:反应釜控温在35℃搅拌3小时至其完全溶解;
[0043]
s4:停止搅拌,静置6-12小时;
[0044]
s5:用0.5μm过滤袋过滤后制得一种大尺寸太阳能硅片金刚线切割液。
[0045]
对比例1-3均在实施例3的基础上,分别去掉了润湿剂(x=9-12)、渗透剂(x=4-8)、润湿剂(x=9-12)和渗透剂(x=4-8),其制备方法和配制方法与实施例3相同。
[0046]
性能测试:金刚线切割液切割良率、断线率和加切率测试
[0047]
在相同切割参数条件(切割210mm尺寸、棒长830mm、金刚线线径40μm、用量为2.0l)
下,将本发明实施例1-10配制的太阳能硅片金刚线切割液与对比例1-3的金刚线切割液进行性能对比,具体结果如表2。
[0048]
表2实施例1-10与对比例1-3测试结果
[0049]
实施例/对比例a级良率b级良率断线率加切率实施例193.66%96.08%2.95%5.01%实施例293.05%96.08%3.11%5.35%实施例393.45%96.11%3.08%4.98%实施例493.16%96.01%3.23%5.23%实施例593.55%96.04%3.96%4.45%实施例693.61%96.33%2.68%4.71%实施例793.45%96.22%3.17%5.02%实施例893.25%96.23%3.38%4.87%实施例993.06%96.43%3.44%5.09%实施例1093.25%96.39%3.83%4.25%对比例192.14%94.98%4.68%6.76%对比例292.06%95.01%4.87%6.63%对比例392.15%94.69%4.93%6.42%
[0050]
a级良率:完全符合出货标准硅片数量占切割硅片总数的比例。
[0051]
b级良率:完全符合出货标准的硅片数量和有轻微瑕疵但并不影响出货的硅片数量占硅片总数的比例。
[0052]
断线率:各种异常原因导致的断线刀数占切割总刀数的比例。
[0053]
加切率:各种异常原因导致不能正常下机,需要额外增加切割工时的刀数占切割总刀数的比例。
[0054]
从表2的测试数据可得,实施例1-10的金刚线切割液的a级良率、b级良率均高于对比例1-3金刚线切割液的a级良率、b级良率。实施例1-10的金刚线切割液的断线率、加切率均低于对比例1-3金刚线切割液的断线率、加切率。表明本发明的太阳能硅片金刚线切割液切割效果良好,可以明显提高产品的a级良率和b级良率,降低断线率和加切率,减少切割过程中的异常,提高切割良率。
[0055]
最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。