1.本发明涉及低碳烯烃、芳烃及针状焦生产技术领域,具体涉及一种最大化生产化学品的集成工艺方法。
背景技术:
2.随着新能源技术的大力发展,化石能源地位受到巨大挑战。传统炼化产业结构以生产优质汽柴油为主,向化工转型难度较大,化工品率只能达到45%左右,仍要产出大量汽柴油,产品销售面临较大困境,寻求革命性的产业转型升级技术势在必行。由原油、重油直接制化学品技术是产业转型的重要手段,已成为当前研究的热点。
3.原油直接制化学品路线,颠覆了传统加工理念,具有流程短、能耗低、投资小、化学品收率高等显著优势,将打破全球石化行业现有格局,对炼化行业产生革命性的影响。目前,国外最具代表性的原油直接生产化学品技术是埃克森美孚技术和沙特阿美技术,国内代表性技术主要有中石化石油化工科学研究院、中国石油大学开发的原油催化裂解技术。
4.埃克森美孚公司在率先在国内外申请了系列专利,如us20050261538a1、us007488459b2、cn200580016314.x、cn200780047937.2等,技术创新点在于将原油直接供给蒸汽裂解炉,并在裂解炉对流段和辐射段之间加入一个闪蒸罐,与传统石脑油裂解工艺相比,每生产1吨乙烯可净赚100~200美元,具有较大的竞争优势。但该技术的原料局限于石蜡基原油,且副产的大量重油仍需送往传统炼厂进行处理。
5.沙特阿美公司技术包括热原油制化学品(tc2ctm)技术和催化原油制化学品(cc2ctm)技术两种。tc2ctm技术路线的相关专利有us20130248416a1、us20130228495a1、us20160312132a1、cn201380006638.x、cn201780078205.3、cn201880020904.7等,采用一体化的加氢处理、蒸汽裂解和焦化工艺直接加工原油,生产烯烃和芳烃石化产品以及石油焦,该路线针对原料为石蜡基原油,通过加氢手段提升蒸汽裂解原料收率,从而增加乙烯收率,未能转化的重油通过焦化工艺生产石油焦。cc2ctm技术路线的相关专利有us2013033165、cn201380015214.x等,采用原油加氢裂化、蒸汽裂解、高苛刻度催化裂化增产低碳烯烃及芳烃,仍需要嫁接加氢裂化等高成本的传统加工工艺。
6.中石化石油化工科学研究院公布的专利如cn201810523356.1、cn110540869a、cn110540866a等,先将原油切割为轻、重馏分后,分别进行催化裂解生产低碳烯烃,采用一套催化裂解装置的双提升管反应器来实施,两个提升管分别进不同馏分油。该技术对原料要求为石蜡基原油,如果是中间基或环烷基,则切割后的重馏分要先加氢。
7.中国石油大学公布了两种技术路线:一种是原油或重油馏分经过切割后进入两个反应器内进行催化裂解(cn109575982a),该技术路线与石科院路线基本一致,原料主要限定为石蜡基原油;另一种是原油集成预处理、酸催化裂解及加氢处理工艺(cn201810341186.5、cn201810341227.0、us16386872),该路线主要针对劣质原油,大量重油在系统内循环,导致系统能耗高,且外甩重油未能进行利用。
8.综上所述,现有的原油或重油加工技术主要有蒸汽裂解、催化裂解、加氢裂化几种
技术路线,原料依赖性强,主要适用于石蜡基原油或重油原料。另外,产品以烯烃、芳烃为主,化学品收率在40~70%之间,有进一步提升的空间,其化学品种类有待进一步拓展。
技术实现要素:
9.本发明主要解决现有原油或重油制化学品技术存在原料适应性差、化学品收率仍然偏低、化学品种类相对单一的问题,原料油定向改质、汽柴油烃类吸附分离、芳烃增产、烯烃增产、针状焦增产等工艺进行集成,将油品最大化转化为低碳烯烃、芳烃及优质针状焦。
10.为解决上述技术问题,本发明采用如下技术方案予以实现:
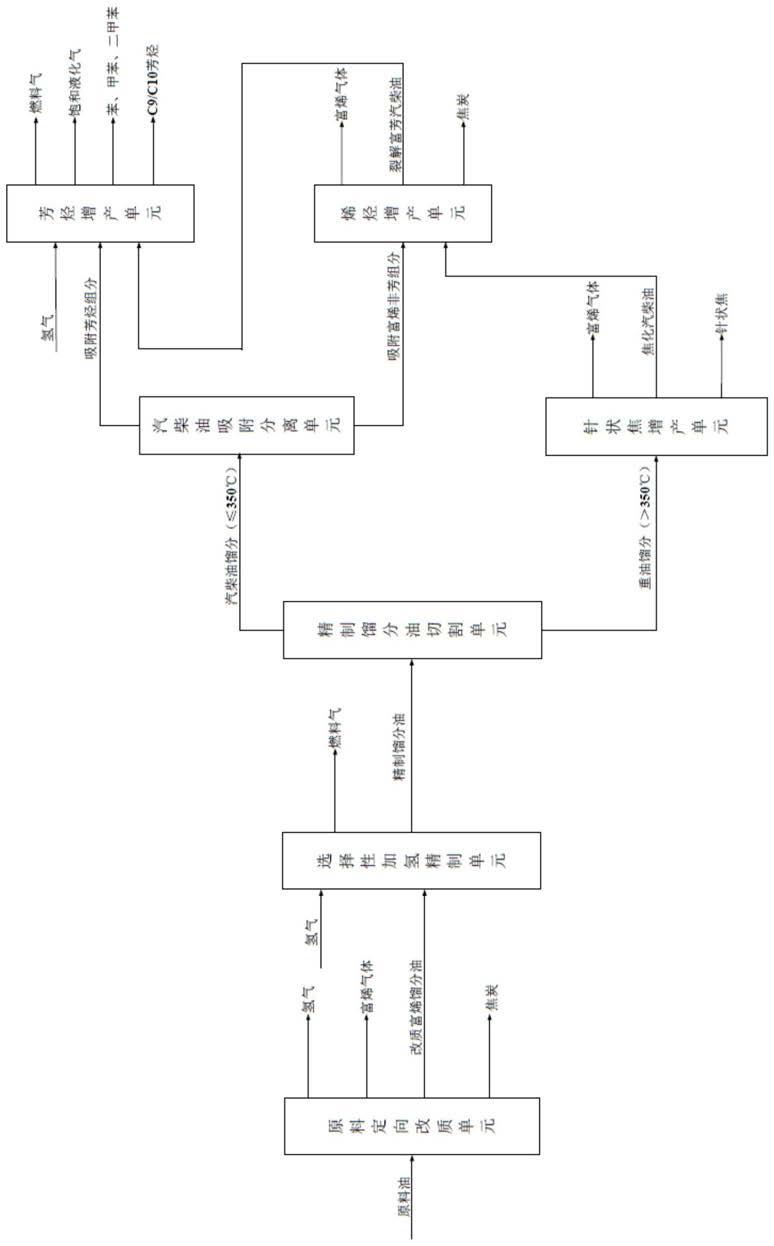
11.本发明提供了一种最大化生产化学品的集成工艺方法,原料油经定向改质后,针对改质产物特性选择加工单元,最大化生产化学品,化学品收率可达70~80%,包括如下步骤:
12.1)原料油先进入原料定向改质单元,在定向改质催化剂作用下,在反应温度350~650℃,压力0.1~1.0mpa,蒸汽/油质量比0.1:1~10:1的条件下,进行定向脱碳、脱金属及重组分的裂解改质反应,得到氢气、富烯气体、改质富烯馏分油、焦炭;
13.2)步骤1)得到的改质富烯馏分油进入选择性加氢精制单元,在选择性加氢精制催化剂作用下,在反应温度60~180℃、压力2.0~4.0mpa、质量空速0.5~3.0h
‑1、氢油体积比400:1~800:1的条件下,进行胶质、二烯烃、碱性氮杂质的脱除,得到燃料气和精制馏分油;
14.3)步骤2)得到的精制馏分油进入精制馏分油切割单元,得到富含烯烃的汽柴油馏分(≤350℃)和富含多环芳烃的重馏分油(>350℃);
15.4)步骤3)得到的汽柴油馏分进入汽柴油吸附分离单元,在吸附剂作用下,在吸附温度60~120℃、压力0.2~0.6mpa、质量空速1.0~2.0h
‑1的条件下,进行汽柴油芳烃组分与非芳烃组分的分离,得到吸附芳烃组分、吸附富烯非芳烃组分;
16.5)步骤3)得到的重馏分油进入针状焦增产单元,经延迟焦化、高温煅烧工序得到针状焦、焦化汽柴油、富烯气体;
17.6)步骤4)得到的吸附富烯非芳烃组分与步骤5)得到的焦化汽柴油共同进入烯烃增产单元,在烯烃增产催化剂作用下,在反应温度500~650℃、压力0.1~0.5mpa、剂油比5:1~20:1,蒸汽/油质量比0.1:1~1.5:1的条件下,进行定向催化裂解反应,得到富烯气体、裂解富芳汽柴油、焦炭;
18.7)步骤4)得到的吸附芳烃组分与步骤6)得到的裂解富芳汽柴油共同进入芳烃增产单元,在芳烃增产催化剂作用下,在反应温度360~500℃,压力3.0~6.0mpa,体积空速0.5~2.0h
‑1、氢油体积比800:1~1500:1的条件下,进行选择性裂化反应,得到燃料气、饱和液化气、轻质芳烃(苯、甲苯、二甲苯)、c9/c
10
芳烃;
19.步骤1)中原料定向改质单元,原料油中的重油大分子发生定向改质反应,重油的转化率≥70wt%,转化汽柴油产物中的烯烃含量40~60wt%、芳烃含量20~40wt%,重油中的多环芳烃含量60~85wt%。
20.步骤1)中原料油为石蜡基原油、中间基原油、环烷基原油、蜡油、常压渣油、减压渣油、油砂沥青、脱沥青油中的至少一种。所采用的反应器形式为移动床、密相流化床、提升管反应器中的一种。定向改质催化剂为含有重金属捕捉剂和碱性助剂的负载型催化剂,其中载体包括但不限于白炭黑、介孔高硅分子筛、凹凸棒土、硅胶、氧化铝、高岭土、蒙脱土、白
土、硅藻土中的至少一种,重金属捕捉剂活性组包分包括但不限于bi、ce、sn、cr、la中的一种或几种,碱性助剂活性组分包括但不限于li、na、ca、mg、k、ba中的至少一种。
21.步骤2)中选择性加氢精制催化剂为负载型催化剂,其中载体为大孔氧化铝、无定型硅铝、分子筛中的一种或几种,负载金属组分为ni、mo、co、w中的一种或几种。
22.步骤4)中汽柴油吸附分离单元,所采用的工艺为固定床或模拟移动床,所述的吸附剂为白炭黑、介孔高硅分子筛、活性炭、白土中的一种或几种。
23.步骤6)中烯烃增产单元,所采用的反应器形式为提升管、变径提升管、下行床、下行床变径反应器中的一种,所述的烯烃增产催化剂为全结晶型高硅β、丝光、zsm
‑
5、apo
‑
5、ts
‑
1、mcm
‑
22、y、im
‑
5分子筛中的至少一种。
24.步骤7)中芳烃增产催化剂为金属改性的复合型分子筛催化剂,分子筛为y、丝光、β、zsm
‑
5、mcm
‑
22、mcm
‑
48中的至少两种,金属改性组分为ni、mo、zn、pt、pd、re、sn、w、co中的至少一种。
25.与现有技术相比,本发明提供的最大化生产化学品的集成工艺方法,具有以下有益效果:
26.1)原料适应性强,加工过程简单:采用原油定向改质单元,将原油或重油改质为优质的化学品生产原料(富含烯烃与芳烃),打破了高化学品收率对石蜡基原料的依赖。
27.2)化学品种类多,化学品收率高:定向改质单元将多环芳烃富集到改质重油中,是优质的针状焦生产原料。改质汽柴油通过吸附分离实现非芳烃(烷烃、烯烃)与芳烃组分的分离,针对组分特性配套后续加工单元,转化为低碳烯烃、芳烃,总化学品收率达70~80%。
附图说明
28.图1为本发明提供的一种最大化生产化学品的集成工艺方法的流程示意图。
具体实施方式
29.下面结合具体实施例,对本发明方法技术方案的实施和效果做进一步描述,但本发明不会因此而受到任何限制。
30.实施例1
31.以某炼厂的石蜡基原油为原料,原料性质如表1所示。
32.原料定向改质单元:反应器采用下行床反应器,定向改质催化剂采用ba
‑
ca/凹凸棒土(以催化剂为基准,ba含量5.0wt%、ca含量3.0wt%、余量为凹凸棒土及其它粘结剂),反应条件:温度480℃、压力0.1mpa、蒸汽/油质量比3:1。
33.选择性加氢精制单元:催化剂采用ni
‑
mo/大孔氧化铝(以催化剂为基准,ni含量8wt%、mo含量4.0wt%、余量为大孔氧化铝),反应条件为:温度120℃、压力3.0mpa、质量空速2.0h
‑1、氢油体积比600:1。
34.汽柴油吸附分离单元:采用模拟移动床工艺,吸附剂为白炭黑,分离条件为:吸附温度90℃、压力0.5mpa、质量空速1.0h
‑1。
35.碳素材料增产单元:焦化装置反应温度510℃,反应压力0.15mpa。
36.烯烃增产单元:采用下行床反应器,催化剂为高硅zsm
‑
5+β+mcm
‑
22分子筛催化剂,反应条件为:反应温度580℃、压力0.2mpa、剂油比10:1、蒸汽/油质量比1:1。
37.芳烃增产单元:催化剂为双金属改性的复合分子筛催化剂(以催化剂为基准,ni含量为12wt%、mo含量4wt%、y分子筛含量为40wt%、β分子筛含量为20wt%、zsm
‑
5分子筛为10wt%、余量为氧化铝),反应条件为:温度400℃、压力5.0mpa、体积空速1.0h
‑1、氢油体积比900:1。
38.通过上述工艺,其物料平衡如表2所示。
39.实施例2
40.以某炼厂的中间基原油为原料,原料性质如表1所示。
41.原料定向改质单元:反应器采用密相流化床,定向改质催化剂采用bi
‑
ca
‑
k/白炭黑(以催化剂为基准,bi含量4.0wt%、ca含量10.0wt%、k含量5.0wt%、余量为白炭黑),反应条件:温度480℃、压力0.2mpa、蒸汽/油质量比2.0:1。
42.选择性加氢精制单元:催化剂采用ni
‑
co/无定型硅铝+氧化铝(以催化剂为基准,ni含量10wt%、co含量4.0wt%、余量为无定型硅铝+氧化铝),反应条件为:温度140℃、压力3.0mpa、质量空速1.5h
‑1、氢油体积比500:1。
43.汽柴油吸附分离单元:采用固定床工艺,吸附剂为介孔高硅sba
‑
15分子筛,分离条件为:吸附温度120℃、压力0.5mpa、质量空速1.5h
‑1。
44.碳素材料增产单元:焦化装置反应温度510℃,反应压力0.15mpa。
45.烯烃增产单元:采采用下行床变径反应器,催化剂为高硅zsm
‑
5+y分子筛催化剂,反应条件为:反应温度600℃、压力0.1mpa、剂油比15:1、蒸汽/油质量比0.8:1。
46.芳烃增产单元:催化剂为双金属改性的复合分子筛催化剂(以催化剂为基准,ni含量为12wt%、pt含量0.2wt%、β分子筛含量为55wt%、zsm
‑
5分子筛为15wt%、余量为氧化铝),反应条件为:温度420℃、压力6.0mpa、体积空速1.5h
‑1、氢油体积比1200:1。
47.通过上述工艺,其物料平衡如表2所示。
48.实施例3
49.以某炼厂的环烷基原油为原料,原料性质如表1所示。
50.原料定向改质单元:反应器采用移动床,定向改质催化剂采用ce
‑
ca
‑
mg/高硅mcm
‑
48分子筛(以催化剂为基准ce含量3.0wt%、ca含量15.0wt%、mg含量3.0wt%、余量为分子筛+粘结剂),反应条件:温度500℃、压力0.5mpa、蒸汽/油质量比2.0:1。
51.选择性加氢精制单元:催化剂采用ni
‑
mo
‑
co/氧化铝(以催化剂为基准,ni含量10wt%、mo含量5.0wt%、co含量4.0wt%、余量为氧化铝),反应条件为:温度150℃、压力4.0mpa、质量空速1.5h
‑1、氢油体积比600:1。
52.汽柴油吸附分离单元:采用模拟移动床工艺,吸附剂为活性炭,分离条件为:吸附温度100℃、压力0.8mpa、质量空速2.0h
‑1。
53.碳素材料增产单元:焦化装置反应温度510℃,反应压力0.15mpa。
54.烯烃增产单元:采用下行床变径反应器,催化剂为高硅zsm
‑
5+y分子筛催化剂,反应条件为:反应温度560℃、压力0.2mpa、剂油比12:1、蒸汽/油质量比0.6:1。
55.芳烃增产单元:催化剂为双金属改性的复合分子筛催化剂(以催化剂为基准,ni含量为12wt%、pt含量0.3wt%、β分子筛含量为40wt%、zsm
‑
5分子筛为20wt%、余量为氧化铝),反应条件为:温度420℃、压力5.0mpa、体积空速1.5h
‑1、氢油体积比1000:1。
56.通过上述工艺,其物料平衡如表2所示。
57.实施例4
58.以某炼厂的减压渣油为原料,原料性质如表1所示。
59.原料定向改质单元:采用下行床反应器,定向改质催化剂采用bi
‑
ba
‑
mg/高硅mcm
‑
48分子筛(以催化剂为基准bi含量2.0wt%、ba含量8.0wt%、mg含量6.0wt%、余量为分子筛+粘结剂),反应条件:温度480℃、压力0.5mpa、蒸汽/油质量比4.0:1。
60.选择性加氢精制单元:催化剂采用ni
‑
co/无定型硅铝+氧化铝(以催化剂为基准,ni含量14wt%、co含量6.0wt%、余量为无定型硅铝+氧化铝),反应条件:温度120℃、压力4.0mpa、质量空速1.0h
‑1、氢油体积比600:1。
61.汽柴油吸附分离单元:采用模拟移动床工艺,吸附剂为活性炭,分离条件为:吸附温度100℃、压力0.8mpa、质量空速1.0h
‑1。
62.碳素材料增产单元:焦化装置反应温度510℃,反应压力0.15mpa。
63.烯烃增产单元:采用下行床变径反应器,催化剂为高硅zsm
‑
5+β分子筛催化剂,反应条件为:反应温度580℃、压力0.3mpa、剂油比15:1、蒸汽/油质量比0.8:1。
64.芳烃增产单元:催化剂为双金属改性的复合分子筛催化剂(以催化剂为基准,ni含量为10wt%、pd含量0.2wt%、β分子筛含量为40wt%、y分子筛为20wt%、余量为氧化铝),反应条件为:温度430℃、压力8.0mpa、体积空速1.0h
‑1、氢油体积比1000:1。
65.通过上述工艺,其物料平衡如表2所示。
66.表1 实施例1~4原料性质
67.原料实施例1实施例2实施例3实施例4密度,g/cm30.8620.900.9350.949api
°
32.824.615.214.3蜡含量,wt%28.610.85.84.6凝点,℃30
‑2‑
12
‑
15残炭,wt%3.286.011.414.0胶质+沥青质,wt%7.4511.422.625.2硫含量,ug/g180026002800030000氮含量,ug/g2100320051004800金属含量,ug/g1635140220
68.表2 实施例1~4物料平衡
69.实施例实施例1实施例2实施例3实施例4原料,wt%
ꢀꢀꢀꢀ
原料油100100100100氢气1.291.521.641.82产物,wt%
ꢀꢀꢀꢀ
氢气0.40.360.380.36燃料气4.694.944.874.46富烯气体58.9656.2755.6954.21乙烯7.216.016.356.84丙烯28.5825.6224.6525.38
丁烯13.2512.3511.8811.92三烯49.0443.9842.8844.14饱和液化气4.935.684.895.62苯、甲苯、二甲苯10.8910.6712.8112.77c9/c10芳烃7.288.427.688.22针状焦8.998.859.018.34烧焦5.156.336.317.84化学品总收率76.271.9272.3873.47
70.由表2可知,石蜡基原油、中间基原油、环烷基原油、减渣经过本发明方法,化学品(烯烃+芳烃+碳素材料生产原料)总收率可达71~76%,总氢气消耗仅为1.3~1.8wt%。