1.本实用新型涉及冲切模具领域,具体指有一种防变形的冲切模具。
背景技术:
2.冲切模具是一种带有冲头和切头的模组,通过上压头与冲头的配合可以将材料冲压成不同的形状,再通过切头将冲压后的材料的边缘裁切,形成具有一定形状的产品,用于制造塑料盒等产品。
3.冲切模具包含设置于底面的基板,以及设置于基板的冲切刀。传统的冲切模具的基板由木材制成,木材的热胀冷缩系数较高,在不同的温度下木材所呈现出的外形不同,导致固定在基板上的冲切刀位置随着季节、天气等出现偏移。
4.针对上述的现有技术存在的问题设计一种防变形的冲切模具是本实用新型研究的目的。
技术实现要素:
5.针对上述现有技术存在的问题,本实用新型在于提供一种防变形的冲切模具,能够有效解决上述现有技术存在的问题。
6.本实用新型的技术方案是:
7.一种防变形的冲切模具,包含基板、冲切刀,
8.所述基板设置有冲切刀固定槽,所述基板从下往上依次包含第一树脂层、第一有机玻璃层、pvc层、第二有机玻璃层、第二树脂层;
9.所述冲切刀设置于所述切刀固定槽。
10.进一步地,所述第一树脂层和所述第二树脂层的厚度均为:1.5-2.5mm。
11.进一步地,所述第一有机玻璃层和所述第二有机玻璃层的厚度均为:3-5mm。
12.进一步地,所述pvc层的厚度为:7-9mm。
13.进一步地,所述冲切刀固定槽贯穿所述第一树脂层、所述第一有机玻璃层、所述pvc层、所述第二有机玻璃层、所述第二树脂层。
14.进一步地,所述基板设置有若干锁紧孔,所述锁紧孔贯穿所述第一树脂层、所述第一有机玻璃层、所述pvc层、所述第二有机玻璃层、所述第二树脂层,所述第一树脂层、所述第一有机玻璃层、所述pvc层、所述第二有机玻璃层、所述第二树脂层通过螺栓和所述锁紧孔的配合固定设置。
15.进一步地,所述切刀的下部分嵌入设置于所述切刀固定槽,所述切刀的上部分凸出于所述基板的上表面。
16.进一步地,所述切刀的上部分的高度为:4-6mm。
17.可选地,用第一钢板替代第一树脂层,用第二钢板替代第二树脂层。
18.进一步地,所述第一钢板和所述第二钢板的厚度均为:2-4mm。
19.本实用新型的优点:
20.本实用新型选用pvc层作为基板的中间层,有机玻璃层和树脂层设置于pvc层的两面。选用的各层的热胀冷缩率低,在自然环境中变化极小,防止基板由于热胀冷缩导致的变形而影响冲切刀对应的位置。
21.本实用新型选用在各个层之间贯穿设置有锁紧孔,通过螺栓的配合锁紧各个层,便于组装或维护冲切刀片。
附图说明
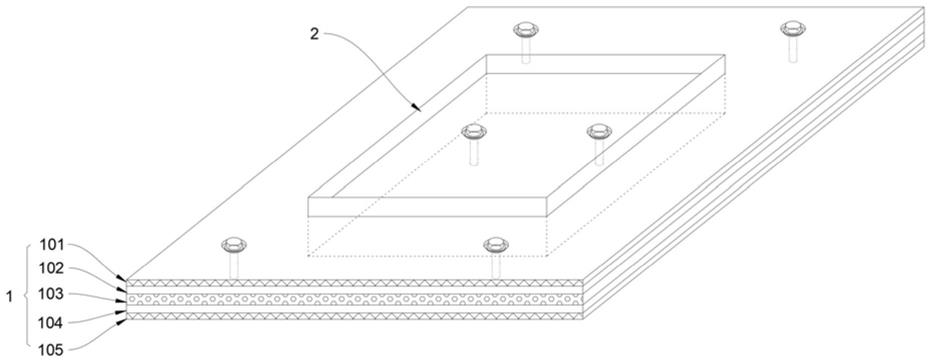
22.图1为实施例一的结构示意图。
23.图2为实施例一的结构散开示意图。
具体实施方式
24.为了便于本领域技术人员理解,现将实施例结合附图对本实用新型的结构作进一步详细描述:
25.实施例一
26.参考图1,一种防变形的冲切模具,包含基板1、冲切刀2,
27.所述基板1设置有冲切刀固定槽11,所述基板1从下往上依次包含第一树脂层101、第一有机玻璃层102、pvc层103、第二有机玻璃层104、第二树脂层105;
28.所述冲切刀2设置于所述切刀固定槽11。本实施例中,冲切刀2的刀刃是构成一定图形、几何形状或其组合,便于在模具材料上切出相应的图形或形状。
29.进一步地,所述第一树脂层101和所述第二树脂层105的厚度均为:
30.1.5-2.5mm。本实施例中,所述第一树脂层101和所述第二树脂层105的厚度均为2mm。
31.进一步地,所述第一有机玻璃层102和所述第二有机玻璃层104的厚度均为:3-5mm。本实施例中,所述第一有机玻璃层102和所述第二有机玻璃层104的厚度均为4mm。
32.进一步地,所述pvc层103的厚度为:7-9mm。本实施例中,所述pvc层103的厚度为8mm。
33.进一步地,所述冲切刀固定槽贯11穿所述第一树脂层101、所述第一有机玻璃层102、所述pvc层103、所述第二有机玻璃层104、所述第二树脂层105。
34.进一步地,所述基板1设置有若干锁紧孔12,所述锁紧孔12贯穿第一树脂层101、第一有机玻璃层102、pvc层103、第二有机玻璃层104、第二树脂层105,第一树脂层101、第一有机玻璃层102、pvc层103、第二有机玻璃层104、第二树脂层105通过螺栓13和所述锁紧孔12的配合固定设置。
35.进一步地,所述切刀2的下部分嵌入设置于所述切刀固定槽11,所述切刀2的上部分凸出于所述基板1的上表面。所述切刀2的上部分的高度为:4-6mm。本实施例中,所述切刀2的上部分的高度为5.8mm。
36.实施例二
37.本实施例与实施例一的不同点在于,用第一钢板替代第一树脂层,用第二钢板替代第二树脂层。所述第一钢板和所述第二钢板的厚度均为:2-4mm。本实施例中,所述第一钢板和所述第二钢板的厚度均为3mm。
38.需要指出的是,本实施例与实施例一实现原理及产生的技术效果相同,为简要描述,本实施例未提及之处,可参考实施例一中相应内容。
39.以上所述仅为本实用新型的较佳实施例,凡依本实用新型申请专利范围所做的均等变化与修饰,皆应属于本实用新型的涵盖范围。
技术特征:
1.一种防变形的冲切模具,其特征在于:包含基板、冲切刀,所述基板设置有冲切刀固定槽,所述基板从下往上依次包含第一树脂层、第一有机玻璃层、pvc层、第二有机玻璃层、第二树脂层;所述冲切刀设置于所述切刀固定槽,所述冲切刀固定槽贯穿所述第一树脂层、所述第一有机玻璃层、所述pvc层、所述第二有机玻璃层、所述第二树脂层;所述基板设置有若干锁紧孔,所述锁紧孔贯穿所述第一树脂层、所述第一有机玻璃层、所述pvc层、所述第二有机玻璃层、所述第二树脂层,所述第一树脂层、所述第一有机玻璃层、所述pvc层、所述第二有机玻璃层、所述第二树脂层通过螺栓和所述锁紧孔的配合固定设置。2.根据权利要求1所述的一种防变形的冲切模具,其特征在于:所述第一树脂层和所述第二树脂层的厚度均为:1.5-2.5mm。3.根据权利要求1所述的一种防变形的冲切模具,其特征在于:所述第一有机玻璃层和所述第二有机玻璃层的厚度均为:3-5mm。4.根据权利要求1所述的一种防变形的冲切模具,其特征在于:所述pvc层的厚度为:7-9mm。5.根据权利要求1所述的一种防变形的冲切模具,其特征在于:所述切刀的下部分嵌入设置于所述切刀固定槽,所述切刀的上部分凸出于所述基板的上表面。6.根据权利要求5所述的一种防变形的冲切模具,其特征在于:所述切刀的上部分的高度为:4-6mm。7.根据权利要求1所述的一种防变形的冲切模具,其特征在于:用第一钢板替代第一树脂层,用第二钢板替代第二树脂层。8.根据权利要求7所述的一种防变形的冲切模具,其特征在于:所述第一钢板和所述第二钢板的厚度均为:2-4mm。
技术总结
本实用新型涉及一种防变形的冲切模具,包含基板、冲切刀,所述基板设置有冲切刀固定槽,所述基板从下往上依次包含第一树脂层、第一有机玻璃层、PVC层、第二有机玻璃层、第二树脂层;所述冲切刀设置于所述切刀固定槽。本实用新型选用PVC层作为基板的中间层,有机玻璃层和树脂层设置于PVC层的两面。选用的各层的热胀冷缩率低,在自然环境中变化极小,防止基板由于热胀冷缩导致的变形而影响冲切刀对应的位置。热胀冷缩导致的变形而影响冲切刀对应的位置。热胀冷缩导致的变形而影响冲切刀对应的位置。
技术研发人员:许建泰
受保护的技术使用者:新东泰(厦门)激光刀模有限公司
技术研发日:2021.05.24
技术公布日:2022/2/11