1.本实用新型涉及汽车配件加工装置领域,尤其涉及的是一种汽车配件定位工装夹具装置。
背景技术:
2.汽车配件是安装在汽车上的零配件,汽车配件中多具有圆盘状的工件,在该形状工件的加工过程中,经常需要在工件进行开孔或者开槽处理。
3.目前,由于汽车配件随为圆盘状的工件,但基于其机械结构特征,其重心并位于几何形状的中心部位,因此,在加工过程中经常需要将工件定位。
4.然而,现有技术公开的定位夹具多为结构简单的夹具,因此,无法高效的将工件进行夹持定位,夹持后工件上具有多个位点无法定位住,导致在加工过程中工件容易松动。
5.上述技术缺陷的实质原因在于:异形的盘状工件无法轻易的进行稳固夹持定位。
技术实现要素:
6.本实用新型所要解决的技术问题在于提供了一种汽车配件定位工装夹具装置。
7.本实用新型是通过以下技术方案解决上述技术问题的:
8.一种汽车配件定位工装夹具装置,包括矩形安装杆,所述矩形安装杆内装配连接有夹具底座;
9.所述夹具底座的顶部中心设有夹具凸台;
10.所述夹具凸台的顶部中心设有环形限位凸缘,所述环形限位凸缘形成限位槽;
11.所述环形限位凸缘内滑动连接有若干个工件定位杆体,所述工件定位杆体的内端位于限位槽内,所述工件定位杆体的外端位于限位槽外,所述工件定位杆体的外端装配连接有气缸;
12.所述环形限位凸缘的顶部装配连接有工件定位环板体。
13.优选地,所述矩形安装杆的前后两侧均具有位于左右端部位置的装配凸出;
14.所述装配凸出上螺纹连接有紧固螺栓。
15.优选地,所述环形限位凸缘的顶部朝上固定连接有若干个垂直装配螺杆,所述垂直装配螺杆朝上贯穿所述工件定位环板体。
16.优选地,所述垂直装配螺杆滑动连接所述工件定位环板体;
17.所述垂直装配螺杆的上端螺纹连接有两个定位调节螺母;
18.所述定位调节螺母分别挤压定位在工件定位环板体的顶部以及底部。
19.优选地,所述工件定位环板体的底部装配连接有挤压定位凸缘板。
20.优选地,所述挤压定位凸缘板的顶部朝上固定连接有安装螺杆,所述安装螺杆的上端螺纹连接有紧固螺母;
21.所述安装螺杆滑动连接所述工件定位环板体。
22.优选地,所述挤压定位凸缘板的底部固定连接有若干个挤压定位支护板。
23.优选地,所述挤压定位支护板焊接在挤压定位凸缘板的底部。
24.本实用新型相比现有技术具有以下优点:
25.本实用新型公开一种汽车配件定位工装夹具装置,通过设计矩形安装杆,所述矩形安装杆内装配连接有夹具底座;夹具底座的顶部中心设有夹具凸台;夹具凸台的顶部中心设有环形限位凸缘,所述环形限位凸缘形成限位槽;环形限位凸缘内滑动连接有若干个工件定位杆体,所述工件定位杆体的内端位于限位槽内,所述工件定位杆体的外端位于限位槽外,所述工件定位杆体的外端装配连接有气缸;环形限位凸缘的顶部装配连接有工件定位环板体。实现稳固、高效将工件定位。
26.采用上述装置部件设计实现在汽车配件加工过程中能够稳固将盘形的异形工件进行夹持定位,且上述装置部件设计实现高效、稳固、灵活的将工件定位。上述装置部件设计不仅操作方便,且操作灵活。
附图说明
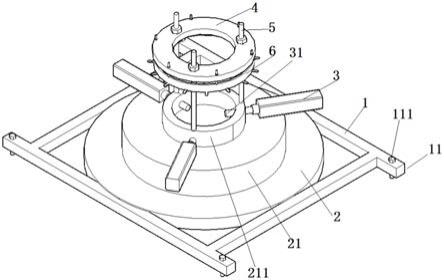
27.图1是本实用新型实施例的整体结构示意图;
28.图2是本实用新型实施例中工件定位环板体的结构示意图;
29.图3是本实用新型实施例中环形限位凸缘与垂直装配螺杆的连接关系结构示意图;
30.图4是本实用新型实施例图1中的俯视图;
31.图5是本实用新型实施例图1中另一种视角下的结构示意图。
具体实施方式
32.下面对本实用新型的实施例作详细说明,本实施例在以本实用新型技术方案为前提下进行实施,给出了详细的实施方式和具体的操作过程,但本实用新型的保护范围不限于下述的实施例。
33.如图1-5所示,一种汽车配件定位工装夹具装置,包括矩形安装杆1,所述矩形安装杆1内装配连接有夹具底座2。具体是,所述矩形安装杆1的前后两侧均具有位于左右端部位置的装配凸出11;装配凸出11上螺纹连接有紧固螺栓111。通过紧固螺栓111实现将整个装置安装到工作台上。
34.上述夹具底座2焊接在矩形安装杆1的内侧壁上。
35.上述夹具底座2的顶部中心设有夹具凸台21;夹具凸台21的顶部中心设有环形限位凸缘211,所述环形限位凸缘211形成限位槽。
36.盘状工件的底部放置在限位槽中,并限位在限位槽中。为了实现将工件的下端进行定位,上述环形限位凸缘211内滑动连接有若干个工件定位杆体31,所述工件定位杆体31的内端位于限位槽内,所述工件定位杆体31的外端位于限位槽外,所述工件定位杆体31的外端装配连接有气缸3。气缸3的缸筒固定装配在夹具凸台21上。
37.打开气缸3此时气缸3驱动工件定位杆体31朝限位槽内运动,并将工件稳固挤压定位。
38.为了实现将盘形工件的顶部卡住定位,增加定位的稳定性,上述环形限位凸缘211的顶部装配连接有工件定位环板体4。
39.具体是,环形限位凸缘211的顶部朝上固定连接有若干个垂直装配螺杆5,所述垂直装配螺杆5朝上贯穿所述工件定位环板体4。垂直装配螺杆5滑动连接所述工件定位环板体4。
40.同时,垂直装配螺杆5的上端螺纹连接有两个定位调节螺母51。定位调节螺母51分别挤压定位在工件定位环板体4的顶部以及底部。
41.松开调节螺母具体是朝下或者朝上改变工件定位环板体4的位置,进而确保工件定位环板体4能够充分卡在加工工件的上,并将工件的四周限位住。
42.为了进一步增加工件的定位效果,上述工件定位环板体4的底部装配连接有挤压定位凸缘板6。
43.具体是,挤压定位凸缘板6的顶部朝上固定连接有安装螺杆7,所述安装螺杆7的上端螺纹连接有紧固螺母;安装螺杆7滑动连接所述工件定位环板体4。
44.利用挤压定位凸缘板6罩住工件的四周,实将异形的工件四周稳固卡住,避免加工过程中工件松动。
45.同时,上述挤压定位凸缘板6的底部固定连接有若干个挤压定位支护板61。挤压定位支护板61焊接在挤压定位凸缘板6的底部。采用上述方式实现挤压定位支护板61支护挤压在工件上。
46.采用上述装置部件设计实现在汽车配件加工过程中能够稳固将盘形的异形工件进行夹持定位,且上述装置部件设计实现高效、稳固、灵活的将工件定位。上述装置部件设计不仅操作方便,且操作灵活。
47.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
技术特征:
1.一种汽车配件定位工装夹具装置,其特征在于,包括矩形安装杆,所述矩形安装杆内装配连接有夹具底座;所述夹具底座的顶部中心设有夹具凸台;所述夹具凸台的顶部中心设有环形限位凸缘,所述环形限位凸缘形成限位槽;所述环形限位凸缘内滑动连接有若干个工件定位杆体,所述工件定位杆体的内端位于限位槽内,所述工件定位杆体的外端位于限位槽外,所述工件定位杆体的外端装配连接有气缸;所述环形限位凸缘的顶部装配连接有工件定位环板体。2.根据权利要求1所述的汽车配件定位工装夹具装置,其特征在于,所述矩形安装杆的前后两侧均具有位于左右端部位置的装配凸出;所述装配凸出上螺纹连接有紧固螺栓。3.根据权利要求2所述的汽车配件定位工装夹具装置,其特征在于,所述环形限位凸缘的顶部朝上固定连接有若干个垂直装配螺杆,所述垂直装配螺杆朝上贯穿所述工件定位环板体。4.根据权利要求3所述的汽车配件定位工装夹具装置,其特征在于,所述垂直装配螺杆滑动连接所述工件定位环板体;所述垂直装配螺杆的上端螺纹连接有两个定位调节螺母;所述定位调节螺母分别挤压定位在工件定位环板体的顶部以及底部。5.根据权利要求4所述的汽车配件定位工装夹具装置,其特征在于,所述工件定位环板体的底部装配连接有挤压定位凸缘板。6.根据权利要求5所述的汽车配件定位工装夹具装置,其特征在于,所述挤压定位凸缘板的顶部朝上固定连接有安装螺杆,所述安装螺杆的上端螺纹连接有紧固螺母;所述安装螺杆滑动连接所述工件定位环板体。7.根据权利要求6所述的汽车配件定位工装夹具装置,其特征在于,所述挤压定位凸缘板的底部固定连接有若干个挤压定位支护板。8.根据权利要求7所述的汽车配件定位工装夹具装置,其特征在于,所述挤压定位支护板焊接在挤压定位凸缘板的底部。
技术总结
本实用新型公开一种汽车配件定位工装夹具装置,包括矩形安装杆,所述矩形安装杆内装配连接有夹具底座;夹具底座的顶部中心设有夹具凸台;夹具凸台的顶部中心设有环形限位凸缘,所述环形限位凸缘形成限位槽;环形限位凸缘内滑动连接有若干个工件定位杆体,所述工件定位杆体的内端位于限位槽内,所述工件定位杆体的外端位于限位槽外,所述工件定位杆体的外端装配连接有气缸;环形限位凸缘的顶部装配连接有工件定位环板体。采用上述装置部件设计实现在汽车配件加工过程中能够稳固将盘形的异形工件进行夹持定位,且上述装置部件设计实现高效、稳固、灵活的将工件定位。上述装置部件设计不仅操作方便,且操作灵活。且操作灵活。且操作灵活。
技术研发人员:张帆 杨磊 张广涛
受保护的技术使用者:安徽北工汽车部件有限公司
技术研发日:2021.07.26
技术公布日:2022/2/11