1.本发明涉及减速器装配技术领域,特别是涉及一种适用于工业物联网制造的抓取机构、机械手、装配方法。
背景技术:
2.随着传感技术、控制技术、信息化技术、加工技术和装配技术的不断提升,智能化、自动化装配线成为了工业上一种重要的生产方式。
3.以物联网智慧燃气系统、物联网智慧水务系统为例,其已很好的融入到了智慧城市建设中。物联网智慧燃气表、水表作为以上系统的重要组成部分,区别于传统计量部件,其在具体设计中需要内置动力系统以匹配管理控制需求。相应表体形式设计中,申请人在先提出了如申请号为cn201220463732.0所述的燃气表机电阀方案,在该方案中,提出了一种采用电机作为动力源,通过包括多级齿轮的变速箱,而后通过不完全齿轮等,将电机输出的动力作为驱动密封圈帽直线运动动力的动力系统,采用该方案,能够有效解决机电阀体积问题、堵转问题、可靠性问题以及响应速度等问题。
4.变速箱为以上表体中的重要零部件,由于变速箱在结构设计上采用多级传动的工作模式,在变速箱装配过程中,相对繁琐的工序为其上齿轮轴的装配以及齿轮的装配。如申请号为cn201610776524.9提供的技术方案所述,该方案针对人工装配齿轮轴存在装配困难、容易造成人体不适、生产效率低下等问题,提出了一种利用输送轨道传递水表外壳、利用振动盘配合软管输出齿轮轴,并将所述齿轮轴输送到固定块的通孔内,而后通过顶压的方式,实现齿轮轴在水表外壳上定位的技术方案。即本方案中,具体涉及齿轮轴的具体装配方法以及与所述方法对应的结构基础。
5.提出一种能够实现燃气表、水表用减速器智能制造的工艺及设备,无疑对行业的发展具有重要的促进意义。
技术实现要素:
6.针对上述提出的提出一种能够实现燃气表、水表用减速器智能制造的工艺及相应设备,无疑对行业的发展具有重要的促进意义的技术问题,本发明提供了一种适用于工业物联网制造的抓取机构、机械手、装配方法。采用本方案提供的技术方案,不仅便于实现减速器智能制造,同时便于实现减速器制造高效化。
7.针对上述问题,本发明提供的适用于工业物联网制造的抓取机构、机械手、装配方法通过以下技术要点来解决问题:适用于工业物联网制造的抓取机构,包括取料块,所述取料块上设置有多个均具有孔底的轴孔,所述轴孔的相对位置与减速器上齿轮轴的相对位置一致;各轴孔孔口开口朝向相同;各轴孔的孔深均小于齿轮轴的长度。
8.现有自动化生产制造过程中,常见以机械手作为动作执行机构,实现物料、零部件在空间中的位置转移。针对尺寸较小的零件装配,如申请号为cn201610776524.9提供的技术方案,相对于常规装配时通常采用机械手一步就位,在进行细小零件装配时,采用中间过
渡件约束齿轮轴实现齿轮轴装配过程中中间过渡。
9.同时现有技术中,工业物联网技术以其能够有效提高制造效率、改善产品质量、降低制造成本和资源消耗等优势,不断融入到工业生产的各个环节,工业物联网的关键技术中,包括感知控制技术、传感通信技术、网络技术、管理平台系统集成技术、信息处理技术、云平台技术、信息安全技术等,其中感知控制技术可被认为是工业物联网整体的前端或底层,感知控制层的各类设备通过传感通信技术与管理平台实现通信连接,向管理平台传输采集数据并执行动作指令。为实现减速器装配智能化,以感知控制层作为承载体的减速器具体装配工艺设计为关键技术之一。本方案旨在提供一种便于实现减速器智能制造,同时便于实现减速器制造高效化的技术方案。
10.本方案在具体运用时,所述取料块等同于以上方案中的固定块,本方案中的轴孔等同于以上方案中的通孔,这样,本方案在具体使用时,按照如下方式,即可高效的完成齿轮轴在减速器上的安装:向所述取料块的轴孔中均置入待装配齿轮轴;完成轴孔与减速器壳体上用于安装齿轮轴的孔道的相对位置调整,且调整为:各轴孔的孔口均与一个用于安装齿轮轴的孔道正对;通过取料块与减速器壳体相向运动,各轴孔内的齿轮轴均在取料块的约束下,端部嵌入与之对应的用于安装齿轮轴的孔道。
11.故本方案在具体实施时,区别于传统采用机械手夹持,插入齿轮轴安装孔后再进行下一根齿轮轴夹持和嵌入的方式,采用齿轮轴中间过渡的方式避免了齿轮轴相对位置排列过程中,由于安装状态下齿轮轴相对位置较近容易造成对夹具运动产生干涉的问题,通过设置为:所述轴孔的相对位置与减速器上齿轮轴的相对位置一致、各轴孔孔口开口朝向相同,在实施以上位置调整过程中,可同步完成多根齿轮轴与安装孔的对中,以便于实现齿轮轴高效装配;通过设置为:各轴孔的孔深均小于齿轮轴的长度、所述取料块上设置有多个均具有孔底的轴孔,可使得取料块上约束的齿轮轴端部相对于取料块外凸,这样,在以上相对位置调整过程中,即可实现齿轮轴向安装孔中嵌入,即本方案在机构结构简单的基础上,即可实现齿轮轴的高效装配。
12.在具体实施时,优选设置为所述取料块上轴孔的数量与待装配减速器内部齿轮轴的数量相等,以使得取料块执行一个动作流程后,即可实现全部齿轮轴的装配。
13.作为所述的适用于工业物联网制造的抓取机构更进一步的技术方案:
14.如上所述,所述取料块在具体使用过程中,存在齿轮轴的约束动作和释放动作,作为一种通过负压吸附的方式约束齿轮轴,以在负压移除后,方便齿轮轴由轴孔中移除、机构本身便于制备和利于机构减重的技术方案,设置为:还包括局部位于取料块上、与所述轴孔相通的气路;
15.所述气路用于使得各轴孔内形成负压。
16.作为一种可实现轴孔中齿轮轴嵌入情况检测,且实施该检测成本低、结构简单,便于实现抓取机构前端减重设计的技术方案,设置为:各轴孔均匹配有独立的气路;
17.各轴孔和/或各轴孔的气路上均设置有压力检测传感器;
18.所述压力检测传感器用于检测轴孔内的气压或所述气路中的气压。本方案中,单独气路负责一个轴孔中的负压形成,同时配合所述压力检测传感器,如当执行齿轮轴向轴孔中嵌入流程后,通过压力检测传感器检测到轴孔中有大于设定压力的气压,即可判定为轴孔齿轮轴嵌入失效或故障。
19.为便于取料块取料和齿轮轴释放,如简化针对轴孔上料的上料设备前端运动轨迹(平行于该平面的平面运动即可)、减小取料块在释放齿轮轴过程中各轴孔上齿轮轴的悬臂段长度以利于齿轮轴与安装孔对中,设置为:所述取料块至少有一侧的侧面为平面;
20.各轴孔的孔口均位于同一平面上。
21.为保证轴孔孔底的加工质量、根据具体需求调整轴孔的深度,设置为:各轴孔均为取料块上孔道的局部,还包括内嵌于所述孔道中的镶嵌件,所述镶嵌件的端面作为各轴孔的孔底。本方案在具体实施时,完成所述孔道和镶嵌件加工后,将所述镶嵌件嵌入孔道一定深度即可获得所述的轴孔。由于镶嵌件可独立于孔道加工,如通过控制作为所述轴孔孔底的镶嵌件端面与镶嵌件轴线的垂直度,使得该端面与轴孔的轴线相垂直,可有效避免因为齿轮轴与镶嵌件撞击时端部因为被墩粗或局部过度变形而导致齿轮轴该端在后续装配过程中出现装配困难、导致齿轮装配困难;便于齿轮轴与轴孔的平行度控制等。
22.考虑到减速器在结构上具有尺寸减小、齿轮轴布置相对集中的特点,为便于匹配以上具有气路的方案形成轴孔负压环境,如可由取料块端面和侧面均加工气路,进一步提升气路设定以及气源管接头设定抗干涉能力的技术方案,设置为:部分镶嵌件上设置有沿其周向方向延伸的环形槽及沿其长度方向延伸的条形槽;
23.所述条形槽的一端与环形槽相接,另一端延伸至镶嵌件作为所述孔底的端面上;
24.还包括局部位于取料块上、与所述轴孔相通的气路;
25.所述环形槽作为各条形槽与对应气路连通的连通通道。采用本方案,可在环形槽周向方向的各位置设置为所述气路的入口端,达到方便在取料块上布设如气源管快速接头、在取料块上钻制所述气路。所述条形槽即为环形槽与所述轴孔的气体连通通道。
26.为利用所述条形槽,使得所述镶嵌件更容易产生弹性变形以完成在所述孔道内的稳固嵌入,设置为:所述条形槽贯穿镶嵌件的两端;所述孔道内还设置有堵头,所述堵头用于封堵孔道远离轴孔的一端。本方案中,所述堵头用于封堵镶嵌件远离所述轴孔的一端,通过设置为所述条形槽为通槽,可设置为镶嵌件在嵌入孔道之前尺寸较孔道尺寸大、在嵌入过程中,因为孔道侧面的挤压,在所述通槽的作用下条形槽更容易变形,在装配过程中以及完成装配后,利用镶嵌件上的弹性变形使得镶嵌件稳定的位于孔道的特定轴线位置,达到利于轴孔深度控制的目的。
27.作为一种便于条形槽加工、便于镶嵌件变形控制、使得镶嵌件作为负压吸附的入口时能够延伸至齿轮轴的轴线位置,以减小吸附齿轮轴时对齿轮轴轴线的影响,设置为:所述镶嵌件为圆柱状结构;
28.所述条形槽的槽深方向沿着镶嵌件的径向方向;
29.所述镶嵌件的轴线位于所述条形槽中。
30.本方案还公开了一种适用于工业物联网制造的抓取机械手,包括机械手本体以及安装在机械手本体上的齿轮轴抓取机构,该齿轮轴抓取机构为如上任意一项所述的适用于工业物联网制造的抓取机构。本机械手为基于所述抓取机构的具体运用,采用本方案,便于高效的完成齿轮轴装配、便于实现减速器自动化装配。
31.本方案还公开了一种适用于工业物联网制造的装配方法,该方法基于如上任意一项所述的适用于工业物联网制造的抓取机构;
32.该方法包括顺序进行的以下步骤:
33.s1、齿轮轴预装:
34.向所述取料块的轴孔中均置入待装配齿轮轴;
35.s2、相对位置调整:
36.完成轴孔与减速器壳体上用于安装齿轮轴的孔道的相对位置调整,且调整为:各轴孔的孔口均与一个用于安装齿轮轴的孔道正对;
37.s3、齿轮轴嵌入:
38.通过取料块与减速器壳体相向运动,各轴孔内的齿轮轴均在取料块的约束下,端部嵌入与之对应的用于安装齿轮轴的孔道。本装配方法为基于所述抓取机构的具体运用,采用本方案,便于高效的完成齿轮轴装配、便于实现减速器自动化装配。特别的,在步骤s1中,根据齿轮轴来料机构的设计,当同样采用机械手完成各轴孔中齿轮轴置入时,优选采用:逐一向所述取料块的轴孔中置入待装配齿轮轴,利用在先嵌入轴孔中齿轮轴不易影响后续齿轮轴预装用夹具运动的特点,简化对机械手尺寸、对齿轮轴夹持方式等的要求。
39.本发明具有以下有益效果:
40.本抓取机构在具体实施时,区别于传统采用机械手夹持,插入齿轮轴安装孔后再进行下一根齿轮轴夹持和嵌入的方式,采用齿轮轴中间过渡的方式避免了齿轮轴相对位置排列过程中,由于安装状态下齿轮轴相对位置较近容易造成对夹具运动产生干涉的问题,通过设置为:所述轴孔的相对位置与减速器上齿轮轴的相对位置一致、各轴孔孔口开口朝向相同,在实施以上位置调整过程中,可同步完成多根齿轮轴与安装孔的对中,以便于实现齿轮轴高效装配;通过设置为:各轴孔的孔深均小于齿轮轴的长度、所述取料块上设置有多个均具有孔底的轴孔,可使得取料块上约束的齿轮轴端部相对于取料块外凸,这样,在以上相对位置调整过程中,即可实现齿轮轴向安装孔中嵌入,即本方案在机构结构简单的基础上,即可实现齿轮轴的高效装配。
41.本机械手为基于所述抓取机构的具体运用,采用本方案,便于高效的完成齿轮轴装配、便于实现减速器自动化装配。
42.本装配方法为基于所述抓取机构的具体运用,采用本方案,便于高效的完成齿轮轴装配、便于实现减速器自动化装配。
附图说明
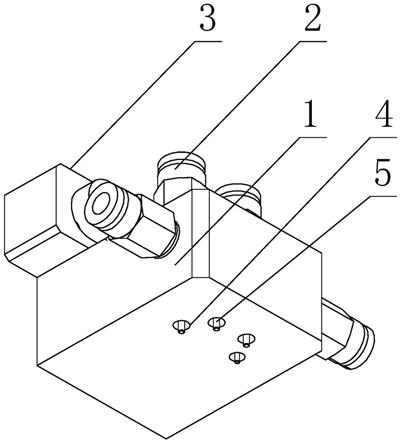
43.图1为本方案所述的适用于工业物联网制造的抓取机构一个具体实施例中,取料块部分的结构示意图;
44.图2为图1所示结构的仰视图;
45.图3为本方案所述的适用于工业物联网制造的抓取机构一个具体实施例中,镶嵌件的结构示意图;
46.图4为图1所示结构的俯视图;
47.图5为图4所示沿着a-a方向的剖视图;
48.图6为图5所示i部的局部放大图;
49.图7为图4所示沿着b-b方向的剖视图;
50.图8为本方案所述的适用于工业物联网制造的抓取机械手一个具体实施例的局部结构示意图。
51.附图中的附图标记分别为:1、取料块,2、气源管接头,3、连接座,4、轴孔,5、齿轮轴,6、堵头,7、镶嵌件,8、气路,9、环形槽,10、条形槽,11、机械手本体。
具体实施方式
52.下面结合实施例对本发明作进一步的详细说明,但是本发明不仅限于以下实施例:
53.实施例1:
54.如图1至图8所示,适用于工业物联网制造的抓取机构,包括取料块1,所述取料块1上设置有多个均具有孔底的轴孔4,所述轴孔4的相对位置与减速器上齿轮轴5的相对位置一致;各轴孔4孔口开口朝向相同;各轴孔4的孔深均小于齿轮轴5的长度。
55.现有自动化生产制造过程中,常见以机械手作为动作执行机构,实现物料、零部件在空间中的位置转移。针对尺寸较小的零件装配,如申请号为cn201610776524.9提供的技术方案,相对于常规装配时通常采用机械手一步就位,在进行细小零件装配时,采用中间过渡件约束齿轮轴5实现齿轮轴5装配过程中中间过渡。
56.基于如上现有齿轮轴5约束方案,本方案提供了一种便于实现减速器智能制造,同时便于实现减速器制造高效化的技术方案。
57.本方案在具体运用时,所述取料块1等同于以上方案中的固定块,本方案中的轴孔4等同于以上方案中的通孔,这样,本方案在具体使用时,按照如下方式,即可高效的完成齿轮轴5在减速器上的安装:向所述取料块1的轴孔4中均置入待装配齿轮轴5;完成轴孔4与减速器壳体上用于安装齿轮轴5的孔道的相对位置调整,且调整为:各轴孔4的孔口均与一个用于安装齿轮轴5的孔道正对;通过取料块1与减速器壳体相向运动,各轴孔4内的齿轮轴5均在取料块的约束下,端部嵌入与之对应的用于安装齿轮轴5的孔道。
58.故本方案在具体实施时,区别于传统采用机械手夹持,插入齿轮轴5安装孔后再进行下一根齿轮轴5夹持和嵌入的方式,采用齿轮轴5中间过渡的方式避免了齿轮轴5相对位置排列过程中,由于安装状态下齿轮轴5相对位置较近容易造成对夹具运动产生干涉的问题,通过设置为:所述轴孔4的相对位置与减速器上齿轮轴5的相对位置一致、各轴孔4孔口开口朝向相同,在实施以上位置调整过程中,可同步完成多根齿轮轴5与安装孔的对中,以便于实现齿轮轴5高效装配;通过设置为:各轴孔4的孔深均小于齿轮轴5的长度、所述取料块1上设置有多个均具有孔底的轴孔4,可使得取料块1上约束的齿轮轴5端部相对于取料块1外凸,这样,在以上相对位置调整过程中,即可实现齿轮轴5向安装孔中嵌入,即本方案在机构结构简单的基础上,即可实现齿轮轴5的高效装配。
59.在具体实施时,优选设置为所述取料块1上轴孔4的数量与待装配减速器内部齿轮轴5的数量相等,以使得取料块1执行一个动作流程后,即可实现全部齿轮轴5的装配。
60.实施例2:
61.本实施例在实施例1的基础上做进一步细化和优化:
62.如上所述,所述取料块1在具体使用过程中,存在齿轮轴5的约束动作和释放动作,作为一种通过负压吸附的方式约束齿轮轴5,以在负压移除后,方便齿轮轴5由轴孔4中移除、机构本身便于制备和利于机构减重的技术方案,设置为:还包括局部位于取料块1上、与所述轴孔4相通的气路8;
63.所述气路8用于使得各轴孔4内形成负压。
64.实施例3:
65.本实施例在实施例2的基础上做进一步细化和优化:
66.作为一种可实现轴孔4中齿轮轴5嵌入情况检测,且实施该检测成本低、结构简单,便于实现抓取机构前端减重设计的技术方案,设置为:各轴孔4均匹配有独立的气路8;
67.各轴孔4和/或各轴孔4的气路8上均设置有压力检测传感器;
68.所述压力检测传感器用于检测轴孔4内的气压或所述气路8中的气压。本方案中,单独气路8负责一个轴孔4中的负压形成,同时配合所述压力检测传感器,如当执行齿轮轴5向轴孔4中嵌入流程后,通过压力检测传感器检测到轴孔4中有大于设定压力的气压,即可判定为轴孔4齿轮轴5嵌入失效或故障。
69.实施例4:
70.本实施例在实施例1的基础上做进一步细化和优化:
71.为便于取料块1取料和齿轮轴5释放,如简化针对轴孔4上料的上料设备前端运动轨迹(平行于该平面的平面运动即可)、减小取料块1在释放齿轮轴5过程中各轴孔4上齿轮轴5的悬臂段长度以利于齿轮轴5与安装孔对中,设置为:所述取料块1至少有一侧的侧面为平面;
72.各轴孔4的孔口均位于同一平面上。
73.实施例5:
74.本实施例在实施例1的基础上做进一步细化和优化:
75.为保证轴孔4孔底的加工质量、根据具体需求调整轴孔4的深度,设置为:各轴孔4均为取料块1上孔道的局部,还包括内嵌于所述孔道中的镶嵌件7,所述镶嵌件7的端面作为各轴孔4的孔底。本方案在具体实施时,完成所述孔道和镶嵌件7加工后,将所述镶嵌件7嵌入孔道一定深度即可获得所述的轴孔4。由于镶嵌件7可独立于孔道加工,如通过控制作为所述轴孔4孔底的镶嵌件7端面与镶嵌件7轴线的垂直度,使得该端面与轴孔4的轴线相垂直,可有效避免因为齿轮轴5与镶嵌件7撞击时端部因为被墩粗或局部过度变形而导致齿轮轴5该端在后续装配过程中出现装配困难、导致齿轮装配困难;便于齿轮轴5与轴孔4的平行度控制等。
76.实施例6:
77.本实施例在实施例5的基础上做进一步细化和优化:
78.考虑到减速器在结构上具有尺寸减小、齿轮轴5布置相对集中的特点,为便于匹配以上具有气路8的方案形成轴孔4负压环境,如可由取料块1端面和侧面均加工气路8,进一步提升气路8设定以及气源管接头2设定抗干涉能力的技术方案,设置为:部分镶嵌件7上设置有沿其周向方向延伸的环形槽9及沿其长度方向延伸的条形槽10;
79.所述条形槽10的一端与环形槽9相接,另一端延伸至镶嵌件7作为所述孔底的端面上;
80.还包括局部位于取料块1上、与所述轴孔4相通的气路8;
81.所述环形槽9作为各条形槽10与对应气路8连通的连通通道。采用本方案,可在环形槽9周向方向的各位置设置为所述气路8的入口端,达到方便在取料块1上布设如气源管快速接头、在取料块1上钻制所述气路8。所述条形槽10即为环形槽9与所述轴孔4的气体连
通通道。
82.实施例7:
83.本实施例在实施例6的基础上做进一步细化和优化:
84.为利用所述条形槽10,使得所述镶嵌件7更容易产生弹性变形以完成在所述孔道内的稳固嵌入,设置为:所述条形槽10贯穿镶嵌件7的两端;所述孔道内还设置有堵头6,所述堵头6用于封堵孔道远离轴孔4的一端。本方案中,所述堵头6用于封堵镶嵌件7远离所述轴孔4的一端,通过设置为所述条形槽10为通槽,可设置为镶嵌件7在嵌入孔道之前尺寸较孔道尺寸大、在嵌入过程中,因为孔道侧面的挤压,在所述通槽的作用下条形槽10更容易变形,在装配过程中以及完成装配后,利用镶嵌件7上的弹性变形使得镶嵌件7稳定的位于孔道的特定轴线位置,达到利于轴孔4深度控制的目的。
85.作为一种便于条形槽10加工、便于镶嵌件7变形控制、使得镶嵌件7作为负压吸附的入口时能够延伸至齿轮轴5的轴线位置,以减小吸附齿轮轴5时对齿轮轴5轴线的影响,设置为:所述镶嵌件7为圆柱状结构;
86.所述条形槽10的槽深方向沿着镶嵌件7的径向方向;
87.所述镶嵌件7的轴线位于所述条形槽10中。
88.实施例8:
89.本实施例在实施例1的基础上,提供一种减速器齿轮轴5抓取机械手,包括机械手本体11以及安装在机械手本体11上的齿轮轴5抓取机构,该齿轮轴5抓取机构为如上任意一项所述的减速器齿轮轴5抓取机构。本机械手为基于所述抓取机构的具体运用,采用本方案,便于高效的完成齿轮轴5装配、便于实现减速器自动化装配。
90.实施例9:
91.本实施例在实施例1的基础上,提供一种减速器齿轮轴5装配方法,该方法基于如上任意一项所述的减速器齿轮轴5抓取机构;
92.该方法包括顺序进行的以下步骤:
93.s1、齿轮轴5预装:
94.向所述取料块1的轴孔4中均置入待装配齿轮轴5;
95.s2、相对位置调整:
96.完成轴孔4与减速器壳体上用于安装齿轮轴5的孔道的相对位置调整,且调整为:各轴孔4的孔口均与一个用于安装齿轮轴5的孔道正对;
97.s3、齿轮轴5嵌入:
98.通过取料块1与减速器壳体相向运动,各轴孔4内的齿轮轴5均在取料块的约束下,端部嵌入与之对应的用于安装齿轮轴5的孔道。本装配方法为基于所述抓取机构的具体运用,采用本方案,便于高效的完成齿轮轴5装配、便于实现减速器自动化装配。特别的,在步骤s1中,根据齿轮轴5来料机构的设计,当同样采用机械手完成各轴孔4中齿轮轴5置入时,优选采用:逐一向所述取料块1的轴孔4中置入待装配齿轮轴5,利用在先嵌入轴孔4中齿轮轴5不易影响后续齿轮轴5预装用夹具运动的特点,简化对机械手尺寸、对齿轮轴5夹持方式等的要求。
99.以上内容是结合具体的优选实施方式对本发明作的进一步详细说明,不能认定本发明的具体实施方式只局限于这些说明。对于本发明所属技术领域的普通技术人员来说,
在不脱离本发明的技术方案下得出的其他实施方式,均应包含在本发明的保护范围内。