1.本实用新型涉及风机叶片内衬结构,具体涉及一种风机叶片内衬结构芯材胶孔生产装置。
背景技术:
2.真空灌注工艺中,由于树脂流动性、凝胶时间控制要求以及树脂对增强基体以及夹芯材料的浸润性要求等,我们常常在结构泡沫芯材以及轻质木纤维巴沙木表面作切导流槽开穿透孔等处理工作,有利于真空灌注工艺中树脂可以利用芯材的槽孔,在产品内部更加迅速的流动,对增强纤维材料更具浸润性,时产品能够更加快速的使整个产品完全浸润。
技术实现要素:
3.本实用新型要解决的技术问题是提供一种风机叶片内衬结构芯材胶孔生产装置,使用灵活,提高工作效率,降低生产成本。
4.为解决上述技术问题,本实用新型采取如下技术方案:一种风机叶片内衬结构芯材胶孔生产装置,包括机架、芯材输送组件、芯材固定组件、打孔组件和工作台面;所述工作台面上设置机架;所述工作台面上设置有芯材输送组件用于输送芯材;所述芯材输送组件上方设置有打孔组件;所述的打孔组件安装于所述的机架上;所述的芯材输送组件上设置芯材固定组件;
5.所述的芯材输送组件包括输送板和驱动输送板的横移模组;所述的横移模组设置于工作台面的两侧;所述输送板的两侧设置有与横移模组的移动座连接的连接座;
6.所述的芯材固定组件包括真空吸附板;所述的真空吸附板安装于所述的输送板上;
7.所述的打孔组件包括升降板、针板和打孔针;所述的打孔针固定在所述的针板上;所述的针板可拆卸地安装于所述的升降板上;所述的升降板由升降气缸驱动其升降。
8.进一步地,所述的升降板的两侧设置有滑槽;所述针板的两侧设置有安装插板;所述的安装插板用于所述的滑槽滑动连接;所述针板通过锁紧组件固定在所述的升降板上。
9.进一步地,所述的锁紧组件包括锁紧卡销;所述的锁紧卡销通过安装于锁紧气缸的活塞杆上;所述锁紧气缸固定安装于升降板上;所述的升降板和所述的针板上设置有与锁紧卡销匹配的销孔。
10.进一步地,所述的升降板51上方设置由第二升降板85;所述的第二升降板85通过下压气缸86固定在机架1上;所述第二升降板85的两侧设置有压紧臂;所述压紧臂包括压紧臂本体81和设置于压紧臂本体81内的缓冲块82;所述压紧臂本体81下方设置有用于容纳缓冲块82的容腔83;所述的缓冲块82通过缓冲弹簧84安装于容腔83内;所述的升降板51设置于第二升降板85下方;通过升降气缸与第二升降板85连接。
11.进一步地,所述的压紧臂本体81的两侧设置有导向槽;所述升降板两侧设置有与导向槽滑动连接的导向柱。
12.本实用新型的有益效果为:本实用新型结构简单,方便更换不同规格的针板,采用一片针板一次性在芯板上打出所需的胶孔,提高工作效率,降低生产成本。本实用新型采用真空吸附板,便于固定芯板,在升降板的两侧设置有压紧块,便于打孔结束后,将打孔针拔出。
附图说明
13.下面结合附图和实施例对本实用新型作进一步说明。
14.图1为本实用新型的结构示意图。
15.图2为图1的局部放大图。
具体实施方式
16.下面将通过具体实施方式对本实用新型的技术方案进行清楚、完整地描述。
17.在本实用新型的描述中,需要理解的是,术语“中间”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本实用新型的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
18.另外,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
19.在本实用新型中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
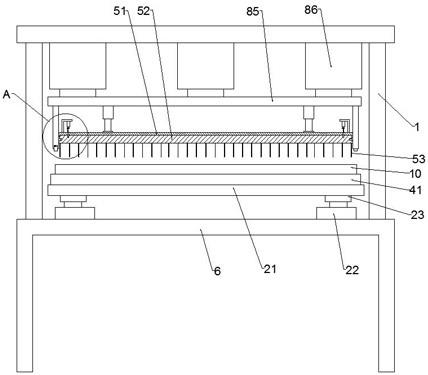
20.参考图1和图2,为本实用新型的一种风机叶片内衬结构芯材胶孔生产装置,包括机架1、芯材输送组件、芯材固定组件、打孔组件和工作台面6;所述工作台面6上设置机架1;所述工作台面6上设置有芯材输送组件用于输送芯材;所述芯材输送组件上方设置有打孔组件;所述的打孔组件安装于所述的机架1上;所述的芯材输送组件上设置芯材固定组件;
21.所述的芯材输送组件包括输送板21和驱动输送板的横移模组22;所述的横移模组22设置于工作台面6的两侧;所述输送板21的两侧设置有与横移模组22的移动座连接的连接座23;
22.所述的芯材固定组件包括真空吸附板41;所述的真空吸附板41安装于所述的输送板21上;
23.所述的打孔组件包括升降板51、针板52和打孔针53;所述的打孔针53固定在所述的针板52上;所述的针板52可拆卸地安装于所述的升降板51上;所述的升降板51由升降气缸驱动其升降。
24.本实用新型的升降板51的两侧设置有滑槽54;所述针板52的两侧设置有安装插板55;所述的安装插板55用于所述的滑槽54滑动连接;所述针板52通过锁紧组件固定在所述的升降板51上。
25.本实用新型的锁紧组件包括锁紧卡销71;所述的锁紧卡销71通过安装于锁紧气缸72的活塞杆上;所述锁紧气缸72固定安装于升降板51上;所述的升降板和所述的针板52上设置有与锁紧卡销匹配的销孔73。
26.本实用新型的所述的升降板51上方设置由第二升降板85;所述的第二升降板85通过下压气缸86固定在机架1上;所述第二升降板85的两侧设置有压紧臂;所述压紧臂包括压紧臂本体81和设置于压紧臂本体81内的缓冲块82;所述压紧臂本体81下方设置有用于容纳缓冲块82的容腔83;所述的缓冲块82通过缓冲弹簧84安装于容腔83内;所述的升降板51设置于第二升降板85下方;通过升降气缸与第二升降板85连接。本实用新型的压紧臂本体81的两侧设置有导向槽;所述升降板两侧设置有与导向槽滑动连接的导向柱。
27.本实用新型的工作原理:
28.本实用新型的胶孔生产装置在打孔时,将芯板10放置于真空吸附板41上,真空吸附板吸附芯板,将芯板固定,然后输送组件的输送板21将芯板输送至打孔组件的正下方,打孔组件的升降板下降(下压气缸86驱动第二升降板带动针板整体下降)打孔针53对叶片芯材完成开孔操作;此时压紧臂正好压在芯板表面,在需要调整开孔大小、间距和深度时,更换针板52,将新的符合要求的规格的针板52的两侧插入滑槽54内,滑动到位后,锁紧气缸72工作,将锁紧卡销71卡入销孔内进行定位锁紧。
29.打孔结束后,升降板51带动针板上升,将针板上提,时打孔针拔出芯板。
30.以上所述,仅是本实用新型的较佳实施例而已,不用于限制本实用新型,本领域技术人员可以在本实用新型的实质和保护范围内,对本实用新型做出各种修改或等同替换,这种修改或等同替换也应视为落在本实用新型技术方案的保护范围内。