用于zj19机组卷烟机的新型闭环式气动增压供胶装置
技术领域
1.本实用新型属于涂胶设备技术领域,具体涉及一种用于zj19机组卷烟机的新型闭环式气动增压供胶装置。
背景技术:
2.zj19卷烟机组是帕希姆系列卷烟机型,该机组生产性能稳定,设备功能先进,但烟条生产供胶方式存在着一定缺陷。zj19卷烟机采用胶液自身重力势能输胶方式供胶,其供胶原理是将储胶缸置于机器顶板上方约1.5米高处,储胶缸底部引出输胶管至胶枪,依靠储胶缸内胶液重力势能在输胶管内产生输送压力,把胶液输送至胶枪。这种方式结构简单,工作稳定,但存在以下问题:
3.①
供胶流量不恒定。胶流量随储胶缸内胶液料位的降低和储胶缸内胶液结块现象的发生,而逐渐降低,易产生烟支夹沫质量缺陷和爆口跑条停机故障,影响产品质量和设备正常运行。如:供胶量随搭口胶液面高度的升高而变大。供胶量过大时,多余的胶液沿着纸带混入到烟丝中,使得烟支中的烟丝结团或者黏在卷烟纸带上,产生烟支夹沫质量缺陷,通过现场调查发现,每个班次均出现烟支夹沫烟质量缺陷,其频次为3.5次/班,且烟支夹沫质量缺陷集中出现在接班后第1-2小时和第5-6小时两个时间段,这两个时间段是加胶工加满胶的时间段,在刚加完胶后胶液液位最高,供胶量最大,为了保证产品质量,修理工需要反复的调整胶枪喷嘴的开度,每次耗时约为3分钟/次。再如:随着储胶缸液面降低,供胶量降低,涂胶量降低,当涂胶量过低时,烟支无法被黏合,出现烟支爆口a类质量缺陷和跑条现象,增加了质量事故风险与原辅材料浪费,经统计,三个班次中烟支爆口跑条故障集中出现在生产第5小时,该时间段胶位最低,涂胶量最小,爆口跑条频次最高,随着加胶工在第6小时和第1小时时段注胶后,爆口跑条频次明显下降,平均为2.75次/班,每次影响设备正常运行约5分钟。
4.②
劳动强度大,存在安全隐患。现有的储胶缸固定在机器顶板上方约1.5米高处,机器顶板距地面高2米,加胶工注胶时须登上机器顶板,踩在机组顶板上举起胶桶进行倾倒加注,重力势能供胶需人为将重10kg搭口胶搬到距地面3米高度,注入储胶缸内,不光劳动强度大,而且存在跌落、砸伤等不安全隐患。为此,迫切需要研制一种新型供胶方式取代原有的重势能供胶。
技术实现要素:
5.本实用新型解决的技术问题:提供一种用于zj19机组卷烟机的新型闭环式气动增压供胶装置,本实用新型消除烟支夹沫质量缺陷,保证机器正常运行时涂胶量稳定且适量,杜绝缺胶引起的爆口跑条故障,改进添加搭口胶时需要人工登高作业带来的安全隐患,有效降低了加胶人员劳动强度。
6.本实用新型采用的技术方案:用于zj19机组卷烟机的新型闭环式气动增压供胶装置,其包括搭口胶储存单元、搭口胶输送单元、稳压单元、压力检测单元、逻辑控制单元、报
警单元;所述搭口胶储存单元设置在地面,所述搭口胶储存单元出口与搭口胶输送单元进口连接,所述搭口胶输送单元出口与稳压单元进口连接,所述稳压单元出口与胶枪连接,所述搭口胶输送单元将搭口胶储存单元中的搭口胶提升输送到稳压单元;所述压力检测单元设于稳压单元上,所述压力检测单元与逻辑控制单元电连接,所述压力检测单元对稳压单元内部压力进行监测并输出到逻辑控制单元,所述逻辑控制单元与搭口胶输送单元的转换控制部件连接,所述逻辑控制单元根据压力检测单元监测的压力值控制搭口胶输送单元是否向稳压单元补偿搭口胶;所述逻辑控制单元与报警单元连接。
7.对上述技术方案的进一步限定,所述搭口胶储存单元包括储胶桶和液位检测器,所述储胶桶固定于卷烟机背部位置,所述储胶桶采用钢板1cr18ni9ti制成的具有盖子的长方体容器结构,所述储胶桶底部连接输胶管,所述储胶桶正面设有透明观察窗口;所述液位检测器安装在储胶桶底部内用于监测储胶桶内搭口胶的液面高度,所述液位检测器与逻辑控制单元连接。
8.对上述技术方案的进一步限定,所述搭口胶输送单元包括胶泵和电磁阀,所述胶泵采用驱动薄膜泵,所述胶泵进口通过输胶管与储胶桶底部连接,所述胶泵与气源单元连接,所述气源单元采用气源三联体,所述电磁阀与逻辑控制单元连接,所述电磁阀采用mch-3-1/8型。
9.对上述技术方案的进一步限定,所述稳压单元包括密封容器,所述密封容器是采用钢板1cr18ni9ti制成的带有盖子的容器,所述密封容器底板上安装有用于连接胶枪的输胶管,所述密封容器中部安装有用于连接胶泵的输胶管;所述压力检测单元包括正压检测压力开关,所述正压检测压力开关设于密封容器中上部位置,所述正压检测压力开关与逻辑控制单元连接。
10.对上述技术方案的进一步限定,所述逻辑控制单元包括plc控制器。
11.对上述技术方案的进一步限定,所述报警单元采用报警灯。
12.本实用新型与现有技术相比的优点:
13.1、本方案中采用稳压单元和压力检测单元,实时采集密封容器中压力,并根据实际情况进行压力补偿,使胶液具有基本恒定的压力供胶压力,消除烟支夹沫质量缺陷,将烟支夹沫质量缺陷频次由3.5次/班降低至0.033次/班;
14.2、本方案改进输胶动力方式,不再依靠重力势能为胶液流动提供动力,对供胶压力进行闭环监测控制,时刻保证供胶压力趋向一个稳定值,系统能够及时自动修正补偿供胶压力,维持胶枪喷较量恒定,整体保证机器正常运行时涂胶量稳定且适量,杜绝缺胶引起的爆口跑条故障,使烟支爆口跑条停机故障频次由之前2.75次/班降低到0.02次/班;
15.3、本方案设计了一个置于地面且方便添加搭口胶的储胶桶,避免添加搭口胶时需要把胶桶举高的情况,改进添加搭口胶时需要人工登高作业带来的安全隐患,有效降低了加胶人员劳动强度;
16.4、本方案具有预警功能,可及时发现胶液压力出现的波动,减少烟支夹沫和烟支爆口质量缺陷的产生,有利于降本增效。
附图说明
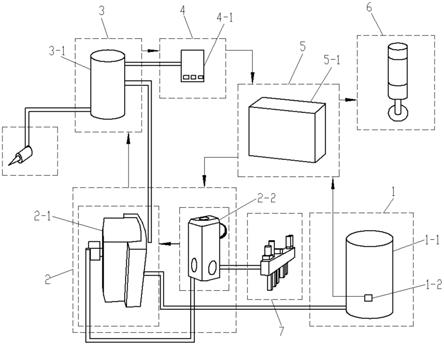
17.图1为本实用新型的结构示意图;
18.图2为本实用新型中的暂态过程图;
19.图3为本实用新型中的稳态过程图;
20.图4为本实用新型的电气控制原理图;
21.图5为本实用新型的逻辑时序图。
具体实施方式
22.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
23.需要说明的是,在本文中,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下。由语句“包括一个......”限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
24.请参阅图1-5,详述本实用新型的实施例。
25.用于zj19机组卷烟机的新型闭环式气动增压供胶装置,包括搭口胶储存单元1、搭口胶输送单元2、稳压单元3、压力检测单元4、逻辑控制单元5、报警单元6;所述搭口胶储存单元1设置在地面,储存搭口胶,为生产提供连续不断的搭口胶。所述搭口胶储存单元1出口与搭口胶输送单元2进口连接,所述搭口胶输送单元2出口与稳压单元3进口连接,所述稳压单元3出口与胶枪连接,所述搭口胶输送单元2将搭口胶储存单元1中的搭口胶提升输送到稳压单元3,实现搭口胶的自动输送。所述压力检测单元4设于稳压单元3上,所述压力检测单元4与逻辑控制单元5电连接,稳压单元3形成密封容器,容器内的压力随搭口胶消耗而变化,所述压力检测单元4对稳压单元3内部压力进行监测并将压力信号转化成电信号输出到逻辑控制单元5;所述逻辑控制单元5与搭口胶输送单元2的转换控制部件连接,所述逻辑控制单元5根据压力检测单元4监测的压力值控制搭口胶输送单元2是否向稳压单元3补偿搭口胶。所述逻辑控制单元5与报警单元6连接,密封容器压力过低或过高禁止机器启动,所述报警单元6发出报警指示。
26.所述搭口胶储存单元1包括储胶桶1-1和液位检测器1-2,所述储胶桶1-1固定于卷烟机背部位置地面,便于加胶,无灰尘、烟沫,环境整洁,所述储胶桶1-1采用钢板1cr18ni9ti制成的具有盖子的长方体容器结构,容积≥10升、长方体、刚度≥100n/米,可焊接、耐加工,不易氧化;所述储胶桶1-1底部连接输胶管,所述储胶桶1-1正面设有透明观察窗口,以便于工作人员观察胶桶内胶液情况。所述液位检测器1-2安装在储胶桶1-1内底面高10cm处,用于监测储胶桶1-1内搭口胶的液面高度,安装固定,不影响向胶桶加胶,所述液位检测器1-2与逻辑控制单元5连接,当液面低于该高度时向控制器发出24v报警使能信号,报警单元将提醒工作人员加注胶液。
27.所述搭口胶输送单元2包括胶泵2-1和电磁阀2-2,所述胶泵2-1采用驱动薄膜泵,p≤0.6mpa、扬程≥2米,所述胶泵2-1进口通过输胶管与储胶桶1-1底部连接,所述胶泵2-1与气源单元7连接,所述气源单元7采用气源三联体,提供搭口胶输送的动力。所述电磁阀2-2
与逻辑控制单元5连接,所述电磁阀2-2采用mch-3-1/8型,响应时间t﹤100ms,接口尺寸1/8g。
28.所述稳压单元3包括密封容器3-1,所述密封容器3-1是采用钢板1cr18ni9ti制成的带有盖子的容器,容积≤1升、刚度≥100n/米,圆柱体刚度≥200n/米、接口尺寸1/4g,所述密封容器3-1底板上安装有用于连接胶枪的输胶管,所述密封容器3-1中部安装有用于连接胶泵的输胶管。稳压单元密封容器在机器正常工作时,是直接为胶枪供胶的一个中间稳压缓冲装置,直接与之连接的单元部件有通过输胶管相连接的胶枪和气动薄膜泵,以及通过气管相连接的压力检测单元。因该装置仅起到稳压缓冲和存储少量胶液作用,因此容积设计小于1l较为合适。所述压力检测单元4包括正压检测压力开关4-1,所述正压检测压力开关4-1设于密封容器3-1中上部位置,所述正压检测压力开关4-1与逻辑控制单元5连接。
29.所述逻辑控制单元5包括plc控制器5-1,优选的采用siemens logo,可用i/o点数≥4个,响应准确率100%,扫描周期≥10hz。
30.所述报警单元6采用报警灯。
31.1、对本装置动力源分析:
32.控制系统的被控对象是中继密闭容器内的空气的压力。为了确定车间现有的气源压力能否满足控制系统的要求而做如下建模:
33.密闭容器内液面高h,l1为密闭容器到胶枪管路长度,r为管径,ρ为搭口胶密度,,p1为被控对象,p2为胶枪出口压力,则:
[0034][0035]
忽略密闭容器内胶液的高度头,则:
[0036][0037]
令l1=1m,q=11.2g/min,ρ=2g/cm3,则:
[0038]
p1=118.2kpa
[0039]
δp=p
1-p2=17.1kpa
[0040]
加压装置要完成两个工作:克服储胶缸到密封容器的高度头和最小速度头,并提供额外的δp,要求加压装置的输出端压力:
[0041][0042]
其中l2为加压装置至密闭容器管路长度,h为密闭容器顶部距地面高度,取l2=2m,h=1.3m,则:
[0043]
p3≥77.3kpa
[0044]
现车间气源压力最大为0.6mpa,远远大于p3。
[0045]
说明,现有气源动力,可以将胶由地面储胶缸供给至密封容器,并使被控对象达到输入值,从而使供胶量达到标准供胶量。
[0046]
2.稳态误差分析
[0047]
要使供胶量能否稳定于标准供胶量,需要控制系统的稳态误差近似于0。为求其稳
态误差,首先建立密闭容器内空气压强的控制系统方程。设va为密闭容器的容积,s为其底面积,v为其中搭口胶体积,v0为其中搭口胶体积的初态,q1为其的进口体积流量,q2为其出口体积流量,p
α
为大气压强,l1为密闭容器到胶枪的出口流管长度,q为加压装置工作时q1值,δp为密闭容器内空气的相对压强,δp为过程控制的输入量,ε:r
→
{0,1}为阶跃函数,则:
[0048][0049][0050]
令
[0051][0052][0053]
则
[0054]
q2=k0δp+k
1v[0055]
而
[0056]
p
αva
=(p
α
+δp)(v
a-v)
[0057]
即
[0058][0059]
那么
[0060][0061]
动力方程为
[0062][0063]
整理得
[0064][0065]
将δp写作x,并代测量、计算、预估值:
[0066][0067]
设采样控制系统采样周期为t=0.1s,t=nt,x=xn则:
[0068][0069]
用excel求解方程,得到系统的暂态过程与稳态过程如图2和图3所示。
[0070]
稳态震荡周期为稳态震荡周期为
[0071]
则密闭容器内空气压强的控制系统的稳态误差为:
[0072][0073]
供胶量的稳态误差为:
[0074][0075]
供胶量稳态误差足够小,且远低于标准供胶量的误差3.571%(
±
0.2g/min),控制系统可实现恒定的供胶量。
[0076]
3.响应时间估算
[0077]
要求冗余响应时间小于稳态震荡周期(5.4s),总响应时间由变送器、控制器、执行器的响应延迟与胶液压力传导延时构成。市场常见产品的响应延时如下表所示:
[0078]
查表28℃水声速为1504m/s,胶液的密度是水的2倍,则其声速为
[0079][0080]
管路总长3m,则传导延时近似为:
[0081][0082]
电气响应时间调查表
[0083]
器件名称型号响应时间(ms)变送器压电传感器omega px409101控制器plcsiemen logo100执行器电磁阀festo vsva-b-b52-zh-a1-2ac118
[0084]
则总响应时间为219ms,设计容余系数k一般取5,则容余响应时间
[0085]
ts=kts=5
×
0.219s=1.095s
[0086]
容余响应时间小于稳态震荡周期5.4s。
[0087]
4、本装置实现功能:
[0088]
其中i1
‑‑
密闭容器要胶信号,i2
‑‑
储胶缸液位低信号,i3
‑‑
卷烟机运行信号,q1
‑‑
胶泵工作信号,q2
‑‑
密闭容器内压力低停机信号,q3
‑‑
报警灯使能信号。
[0089]
密闭容器内压力控制:
[0090]
正压检测压力开关4-1检测到压力低于阈值时,输出24v给plc控制器5-1的i1端
口,plc控制器5-1由q1端口输出24v给电磁阀,电磁阀连通气源与胶泵,胶泵将储胶缸内胶液输送至密闭容器;
[0091]
正压检测压力开关4-1检测到压力高于阈值时,输出0v给plc控制器5-1的i1端口,plc控制器5-1由q1端口输出0v给电磁阀,电磁阀断开气源与胶泵,胶泵停止工作。
[0092]
密闭容器压力超限报警停机:
[0093]
当卷烟机运行时,zj19的plc控制器5-1的q15.7端口(运行状态给下游机信号)输出0v给1a2k1继电器线圈,1a2k1继电器常闭触点给供胶系统plc的i3端口24v,此时若:供胶系统plc的i1端口电压持续6s(稍大于控制系统震荡周期5.4s)不发生改变后,供胶系统plc的q2端口输出24v给zj19 plc的i125.6端口(外部程序停机),使zj19停机,供胶系统plc的q3端口输出24v给报警灯,使报警灯闪烁。在报警状态下,若供胶系统plc的i1端口电压发生变化,则q2与q3端口电压复位至0v。
[0094]
储胶桶内液位低报警:
[0095]
储胶桶液内液位检测器1-2检测到液位低时,输出0v给plc的i2端口,plc的q3端口输出24v给报警灯,使报警灯闪烁。
[0096]
逻辑关系:q1=i1;q2=π6s(i1*i3)+π6s(~i1*i3);q3=~i2+π6s(i1*i3)+π6s(~i1*i3)
[0097]
逻辑时序图如图5所示,电气原理控制图如图4所示。
[0098]
编辑程序如下:
[0099][0100]
本实用新型由置于地面的储胶桶、用于搭口胶输送的胶泵和电磁阀、用于逻辑控制的plc控制器和用于搭口胶压力补偿的密封容器及其压力检测器等组成。利用气动驱动技术及原理,并采用plc自动化控制,设计压力闭环控制的供胶系统,搭口胶由胶泵泵入密封容器,压力检测器检测密封容器的压力,plc控制器根据压力值判断是否向密封容器泵胶,从而形成闭环控制,以实现供胶量恒定以及安全等需求。本实用新型消除烟支夹沫质量缺陷,将烟支夹沫质量缺陷频次由3.5次/班降低至0.033次/班;改进输胶动力方式,不在依靠重力势能为胶液流动提供动力,对供胶压力进行闭环监测控制,时刻保证供胶压力趋向一个稳定值,系统能够及时自动修正补偿供胶压力,维持胶枪喷较量恒定,整体保证机器正常运行时涂胶量稳定且适量,杜绝缺胶引起的爆口跑条故障,使烟支爆口跑条停机故障频次由之前2.75次/班降低到0.02次/班;改进添加搭口胶时需要人工登高作业带来的安全隐
患,有效降低了加胶人员劳动强度。
[0101]
对于本领域技术人员而言,显然本实用新型不限于上述示范性实施例的细节,而且在不背离本实用新型的精神或基本特征的情况下,能够以其他的具体形式实现本实用新型。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本实用新型的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本实用新型内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
[0102]
此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。