1.本实用新型属于压梗机润辊技术领域,尤其涉及一种压梗机精细化润辊系统。
背景技术:
2.烟草加工过程中,需要用到压梗机对烟梗进行加工。通过对烟梗的挤压,使烟梗的木质纤维疏松,但不会压断木质纤维,为后续切梗丝及梗丝膨胀提供良好的工艺条件。
3.由于烟梗固有的组分,烟梗在挤压的过程中具有较强的粘性,设备长时间生产运行会造成压辊积垢,甚至会造成压辊之间撮梗,一方面影响压梗质量,另一方面撮梗会破坏烟梗的木质纤维结构,增大烟梗原料消耗,甚至会造成压梗机因堵料造成的停机断料,为了解决这一问题,现有技术中通过压辊机润辊系统,不断向辊面喷雾化水,即可以防烟梗粘结于辊面上,同时可以进行烟梗水分的微调均衡;另外烟梗由于季节气候环境温湿度变化带来的批间的水分波动及品规不一样造成的水分偏差,为保证进入切梗丝机的烟梗水分均衡,亦可通过压辊机润辊系统进行烟梗水分的微调均衡。
4.目前压梗机的润辊系统,加湿润辊的水量控制、引射蒸汽压力调节均采用手动调节控制,并且无流量显示,即现有的压梗机的润辊系统采用手动控制调节,比较麻烦。
技术实现要素:
5.有鉴于此,本实用新型的目的是提供一种压梗机精细化润辊系统,解决现有技术中加湿润辊的水量控制、引射蒸汽压力调节均采用手动调节控制,比较麻烦的问题。
6.本实用新型通过以下技术手段解决上述技术问题:
7.一种压梗机精细化润辊系统,所述压梗机精细化润辊系统运用于压梗机,所述压梗机包括压辊组,所述压梗机精细化润辊系统包括润辊喷嘴组和管路系统,所述管路系统包括水管路、蒸汽管路和pcl计算器,所述水管路和蒸汽管路的末端均与润辊喷嘴组连通,所述水管路上设有第一气动薄膜调节阀和电磁流量计,所述电磁流量计位于水管路的进水口与第一气动薄膜调节阀之间,所述蒸汽管路上设有第二气动薄膜调节阀和压力传感器,所述压力传感器位于第二气动薄膜调节阀与润辊喷嘴组之间,所述第一气动薄膜调节阀、第二气动薄膜调节阀、压力传感器和电磁流量计均与pcl计算器信号连接。
8.进一步,所述压辊组包括第一压辊和第二压辊,第一压辊和第二压辊相向旋转,所述润辊喷嘴组包括第一润辊喷嘴组和第二润辊喷嘴组,所述第一润辊喷嘴组设置于第一压辊的远离第二压辊的一侧,所述第二润辊喷嘴组设置第二压辊的远离第一压辊的一侧。避免第一润辊喷嘴组和第二润辊喷嘴组直接喷到进料处的烟梗上。
9.进一步,所述水管路和蒸汽管路上均设有截止阀和过滤器。通过设置截止阀,便于工作人员控制水管路和蒸汽管路的开关,通过设置过滤器,将蒸汽中和水中的杂质过滤掉,避免将管路堵塞。
10.进一步,所述蒸汽管路的过滤器和第二气动薄膜调节阀之间设有疏水阀。通过设置疏水阀,将蒸汽管路中的凝结水、空气和二氧化碳气体尽快排出,同时最大限度地自动防
止蒸汽管路中的蒸汽泄漏。
11.本实用新型的有益效果:
12.本实用新型的一种压梗机精细化润辊系统,通过设置第一气动薄膜调节阀、第二气动薄膜调节阀和pcl计算器,以及压力传感器和电磁流量计,实现流量值和压力值的自动调节,进行自动精细化的蒸汽引射,湿润压辊组,防止压辊组表面粘连与撮梗。且只需将来料的流量、水分和温度值输入到pcl计算器内即可自动控制,操作简单,也可对出料烟梗的水分含量和温度进行调节,增加了本系统的功能。
附图说明
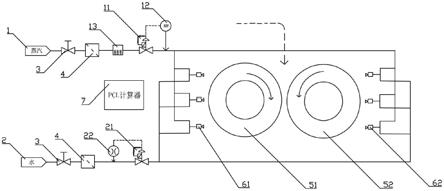
13.图1是本实用新型一种压梗机精细化润辊系统的结构示意图。
14.其中,蒸汽管路1,第二气动薄膜调节阀11,压力传感器12,疏水阀13,水管路2,第一气动薄膜调节阀21,电磁流量计22,截止阀3,过滤器4,第一压辊51,第二压辊52,第一润辊喷嘴组61,第二润辊喷嘴组62,pcl计算器7。
具体实施方式
15.以下将结合附图和具体实施例对本实用新型进行详细说明:
16.如图1所示,本实用新型的一种压梗机精细化润辊系统,包括润辊喷嘴组和管路系统,管路系统包括水管路2、蒸汽管路1和pcl计算器7,水管路2和蒸汽管路1的末端均与润辊喷嘴组连接。压梗机精细化润辊系统运用于压梗机,压梗机包括压辊组,压辊组包括第一压辊 51和第二压辊52,润辊喷嘴组包括第一润辊喷嘴组61和第二润辊喷嘴组62,第一润辊喷嘴组61设置于第一压辊51的远离第二压辊52的一侧,所述第二润辊喷嘴组62设置第二压辊 52的远离第一压辊51的一侧。避免第一润辊喷嘴组61和第二润辊喷嘴组62直接将雾化水喷到进料处的烟梗上。工作时,通过蒸汽引射水的方式,将蒸汽和水混合后,通过润辊喷嘴组喷出雾化水对压梗机的压辊组进行润辊,防止压辊组表面粘连与撮梗。
17.水管路2上设有第一气动薄膜调节阀21和电磁流量计22,电磁流量计22位于水管路2 的进水口与第一气动薄膜调节阀21之间,蒸汽管路1设有第二气动薄膜调节阀11和压力传感器12,压力传感器12位于第二气动薄膜调节阀11与润辊喷嘴组之间,第一气动薄膜调节阀 21、第二气动薄膜调节阀11、压力传感器12和电磁流量计22均与pcl计算器7信号连接。
18.第一气动薄膜调节阀21用于控制水管路2的流量大小,电磁流量计22用于检测水管路2 中水的流量值,并实时将流量值发送至pcl计算器7中,通过pcl计算器7判断后,通过控制第一气动薄膜调节阀21,对水的流量大小进行调节。
19.第二气动薄膜调节阀11用于控制蒸汽管路1的压力大小,压力传感器12用于检测蒸汽管路1中蒸汽的压力大小,并实时将压力值发送至pcl计算器7中,通过pcl计算器7判断后,通过控制第二气动薄膜调节阀11,对蒸汽的压力大小进行调节。
20.本系统工作时,根据来料的流量、水分和温度值,通过pcl计算器7计算并设定最佳的压力值和流量值,随后与电磁流量计22测定的流量值和压力传感器12测定的压力值对比,再通过第一气动薄膜调节阀21和第二气动薄膜调节阀11进行调节,直至实际测定的流量值和压力值与设定的最佳压力值和流量值相等。实现流量值和压力值的自动调节,进行
自动精细化的蒸汽引射,湿润压辊组,防止压辊组表面粘连与撮梗。且只需将来料的流量、水分和温度值输入到pcl计算器7内,操作简单,也可对出料烟梗的水分含量和温度进行调节,增加了本系统的功能。
21.水管路2和蒸汽管路1上均设有截止阀3和过滤器4,截止阀3用于控制水管路2和蒸汽管路1的开关,过滤器4用于过滤蒸汽中和水中的杂质,避免将管路堵塞。
22.蒸汽管路1的过滤器4和第二气动薄膜调节阀11之间设有疏水阀13,通过疏水阀13对蒸汽管路1中的凝结水、空气和二氧化碳气体尽快排出,同时最大限度地自动防止蒸汽管路1 中的蒸汽泄漏。
23.本实用新型的一种压梗机精细化润辊系统工作时,工作人员将来料的流量、水分和温度值输入到pcl计算器7中,pcl计算器7计算出最佳的压力值和流量值,并作为设定值,随后将设定值与电磁流量计22测定的流量值和压力传感器12测定的压力值对比,再通过第一气动薄膜调节阀21和第二气动薄膜调节阀11进行调节,直至实际测定的流量值和压力值与设定的最佳压力值和流量值相等。实现流量值和压力值的自动调节,进行自动精细化的蒸汽引射,湿润压辊组,防止压辊组表面粘连与撮梗。且只需将来料的流量、水分和温度值输入到pcl计算器 7内,操作简单,也可对出料烟梗的水分含量和温度进行调节,增加了本系统的功能。
24.以上实施例仅用以说明本实用新型的技术方案而非限制,尽管参照较佳实施例对本实用新型进行了详细说明,本领域的普通技术人员应当理解,可以对本实用新型的技术方案进行修改或者等同替换,而不脱离本实用新型技术方案的宗旨和范围,其均应涵盖在本实用新型的权利要求范围当中。本实用新型未详细描述的技术、形状、构造部分均为公知技术。