1.本发明涉及烟草加工机械,特别涉及一种实验线切丝机用的切刀结构及切丝机进刀系统。
背景技术:
2.目前国内外卷烟企业实验线普遍使用的切丝机是通过常规切丝机缩短刀门宽度的方法实现的,这类切丝机刀头结构及进刀系统机械结构复杂,制作精度高,安装不便,维护成本高,难以满足卷烟新产品的研发需求。
技术实现要素:
3.本发明要解决的技术问题是能够满足卷烟企业卷烟新产品研发的实验线切丝机需求,并且调节方便,结构简单,易于加工制作安装,维护成本低。
4.为解决上述技术问题,本发明提供的切刀结构,其包括固定块20、切刀片101、压刀板102、托刀板103、调节板104及调节螺栓105;
5.所述固定块20为长方体;
6.所述固定块20前部上侧面下凹形成有卡槽201;
7.所述切刀片101为长方形,前端为刀刃;
8.所述切刀片101后部固定到所述固定块20的卡槽201;
9.通过第一螺栓106穿过压刀板102中部的前后长腰型孔,并同固定块20后部上侧形成的第一螺孔203螺纹配合,将所述压刀板102中部固定到固定块20后部上侧面;
10.通过第二螺栓107穿过托刀板103中部的前后长腰型孔,并同固定块20后部下侧形成的第二螺孔204螺纹配合,将所述托刀板103中部固定到固定块20后部下侧面;
11.所述压刀板102前部压合在切刀片101上侧面;
12.所述托刀板103前部压合在切刀片101下侧面;
13.所述切刀片101前端能探出到所述压刀板102及托刀板103前侧;
14.所述压刀板102后部下侧面竖直固定有一调节板104;
15.所述调节板104下端同所述托刀板103后部联结;
16.所述调节板104上设置有第三螺孔;
17.所述调节螺栓105通第三螺孔螺纹配合联结固定到所述调节板104,所述调节螺栓105前端能顶靠到所述固定块20后侧面。
18.较佳的,所述托刀板103后部上侧面形成有凸块1031;
19.所述调节板104的下端位于所述凸块1031同固定块20后侧面之间;
20.拧转所述调节螺栓105增加调节螺栓105前端向前探出调节板104的长度,能使所述调节螺栓105前端顶靠在固定块20后侧面,并使所述调节板104下端后侧面贴靠到所述凸块1031前侧面,使所述调节板104下端同所述托刀板103后部联结。
21.较佳的,所述托刀板103后部上侧面邻接凸块1031前侧形成有一限位凹槽1032;
22.所述调节板104的下端前后厚度小于所述限位凹槽1032的前后长度;
23.所述调节板104的下端位于所述限位凹槽1032内,使所述调节板104下端同所述托刀板103后部联结。
24.较佳的,所述切刀片101固定到固定块20的卡槽201内的部分为切刀片101前后总长的2/7到3/7。
25.较佳的,所述固定块20前部上侧面卡槽201处并形成有第三螺孔202;
26.通过沉头螺钉配合所述第三螺孔202将切刀片101后部固定到固定块20的卡槽201。
27.较佳的,第一螺栓106及第二螺栓107的头部同固定块20之间的螺杆套设有碟型弹片108。
28.为解决上述技术问题,本发明提供的包括所述的切刀结构的切丝机进刀系统,所述切丝机进刀系统还包括刀盘基体2;
29.所述刀盘基体2为圆板形;
30.在所述刀盘基体2上围绕轴心均匀设置有至少2个矩形孔21;
31.各矩形孔21中分别安装设置有一切刀结构1;
32.所述切刀结构1的固定块20的左右端分别固定到矩形孔21远轴心侧壁及近轴心侧壁,并且固定块20同所述刀盘基体2呈3
°
~30
°
夹角,所述切刀片101前端能探出到所述刀盘基体2前侧。
33.较佳的,所述固定块20同所述刀盘基体2一体成型固定在一起。
34.较佳的,所述切丝机进刀系统还包括切刀驱动装置3、连接座架4、滑块5、导轨6、锁紧器7、进给驱动装置9、基座16;
35.所述切刀驱动装置3用于驱动所述刀盘基体2绕轴心旋转;
36.所述切刀驱动装置3固定在连接座架4上;
37.所述连接座架4下端与滑块5联结固定;
38.所述滑块5安装在导轨6上并能沿导轨6前后移动;
39.所述导轨6、进给驱动装置9本体均安装固定在基座16上;
40.所述进给驱动装置9的驱动杆与连接座架4联结;
41.所述锁紧器7与连接座架4联结;
42.所述锁紧器7为气动控制常闭型,工作状态时控制电磁阀关闭压缩空气,锁紧器7锁紧导轨6,连接座架4则被固定不动,从而实现切刀驱动装置3的位置固定;当需要进给调节时,控制电磁阀打开压缩空气,锁紧器7通气打开,锁紧失效。
43.较佳的,所述切丝机进刀系统还包括位移检测器12、刀头检测传感器14及控制器;
44.所述位移检测器12设置在基座16上,用于检测进给驱动装置9带动连接座架4的进给距离;
45.所述刀头检测传感器14设置在所述刀盘基体2前侧,用于检测刀盘基体2上的切刀结构1的切刀片101前端是否探出到所述刀盘基体2前侧的设定位置;
46.所述控制器,用于控制所述进给驱动装置9的驱动杆进给设定距离;并且,如果所述位移检测器12检测的连接座架4进给距离同所述设定距离一致,并且所述刀头检测传感器14检测到刀盘基体2上的切刀结构1的切刀片101前端探出到刀盘基体2前侧的设定位置,
则输出切割开始信号控制切刀驱动装置3开始工作,驱动所述刀盘基体2绕轴心旋转。
47.较佳的,所述刀头检测传感器14安装固定在第三支架15上;
48.所述第三支架15固定在墙板上;
49.所述基座16固定在地面;
50.所述墙板垂直固定于地面并能上下移动;
51.所述进给驱动装置9通过第一支架11固定在基座16上;
52.所述位移检测器12通过第二支架13上安装固定在基座16上;
53.所述进给驱动装置9的驱动杆通过第一连接块10与连接座架4联结;
54.所述锁紧器7通过第二连结块8与连接座架4联结。
55.较佳的,所述切刀驱动装置3包括驱动轴301、轴承座302、圆锥滚子轴承303、联轴器304、减速机305;
56.所述驱动轴301采用花键联结方式与刀盘基体2中心轴固定;
57.所述轴承座302安装在连接座架4上;
58.一对圆锥滚子轴承303安装在轴承座302内;
59.所述驱动轴301通过该对圆锥滚子轴承303实现轴向安装定位,该对圆锥滚子轴承303相对安装以承受刀盘基体2的径向载荷;
60.所述减速机305安装在连接座架4上,通过联轴器304与驱动轴301联结,实现刀盘基体2的旋转运动。
61.本发明的切刀结构,托刀板103与压刀板102含住切刀片101,其位置恰好露出切刀片101的刀刃合理长度,调节板104上端与压刀板102后部固定,下端同托刀板103后部联结;当需要调节切刀片101前端探出长度时,只需拧松第一螺栓106及第二螺栓107,拧转调节螺栓105增加调节螺栓105前端向前探出调节板104的长度,由于压刀板102中部及托刀板103中部均为前后长腰型孔,调节板104会带动压刀板102和托刀板103向后退,使切刀片101前端探出长度变长,实现切刀伸出长度的调整。该切刀结构1,通过退后压刀板102及托刀板103的调整方式,实现切刀片101伸出长度在合理范围内的调整,调节方便,结构简单,易于加工制作安装,维护成本低。本发明的切刀结构1及切丝机进刀系统,能够满足卷烟企业卷烟新产品研发的实验线切丝机需求。
附图说明
62.为了更清楚地说明本发明的技术方案,下面对本发明所需要使用的附图作简单的介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
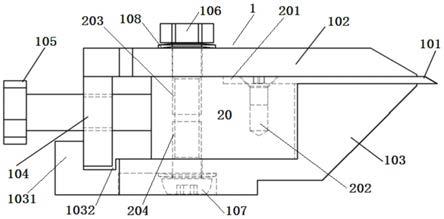
63.图1是本发明的切刀结构一实施例截面图;
64.图2是本发明切丝机进刀系统一实施例前侧立体图;
65.图3是本发明切丝机进刀系统一实施例左侧视图;
66.图4是本发明切丝机进刀系统一实施例切刀驱动装置示意图。
67.附图标记说明:
68.1切刀结构;101切刀片;102压刀板;103托刀板;104调节板;105调节螺栓;106第一螺栓;107第二螺栓;108碟型弹片;1031凸块;1032限位凹槽;20固定块;201卡槽;202第三螺
孔;203第一螺孔;204第二螺孔;2刀盘基体;21矩形孔;3切刀驱动装置;4连接座架;5滑块;6导轨;7锁紧器;9进给驱动装置;16基座;12位移检测器;14刀头检测传感器;15第三支架;11第一支架;13第二支架;10第一连接块;8第二连结块;301驱动轴;302轴承座;303圆锥滚子轴承;304联轴器;305减速机。
具体实施方式
69.下面将结合附图,对本发明中的技术方案进行清楚、完整的描述,显然,所描述的实施例是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其它实施例,都属于本发明保护的范围。
70.实施例一
71.如图1所示,切刀结构1包括固定块20、切刀片101、压刀板102、托刀板103、调节板104及调节螺栓105;
72.所述固定块20为长方体;
73.所述固定块20前部上侧面下凹形成有卡槽201;
74.所述切刀片101为长方形,前端为刀刃;
75.所述切刀片101后部固定到所述固定块20的卡槽201;
76.通过第一螺栓106穿过压刀板102中部的前后长腰型孔,并同固定块20后部上侧形成的第一螺孔203螺纹配合,将所述压刀板102中部固定到固定块20后部上侧面;
77.通过第二螺栓107穿过托刀板103中部的前后长腰型孔,并同固定块20后部下侧形成的第二螺孔204螺纹配合,将所述托刀板103中部固定到固定块20后部下侧面;
78.所述压刀板102前部压合在切刀片101上侧面;
79.所述托刀板103前部压合在切刀片101下侧面;
80.所述切刀片101前端能探出到所述压刀板102及托刀板103前侧;
81.所述压刀板102后部下侧面竖直固定有一调节板104;
82.所述调节板104下端同所述托刀板103后部联结;
83.所述调节板104上设置有第三螺孔;
84.所述调节螺栓105通第三螺孔螺纹配合联结固定到所述调节板104,所述调节螺栓105前端能顶靠到所述固定块20后侧面。
85.实施例一的切刀结构1,托刀板103与压刀板102含住切刀片101,其位置恰好露出切刀片101的刀刃合理长度,调节板104上端与压刀板102后部固定,下端同托刀板103后部联结;当需要调节切刀片101前端探出长度时,只需拧松第一螺栓106及第二螺栓107,拧转调节螺栓105增加调节螺栓105前端向前探出调节板104的长度,由于压刀板102中部及托刀板103中部均为前后长腰型孔,调节板104会带动压刀板102和托刀板103向后退,使切刀片101前端探出长度变长,实现切刀伸出长度的调整。该切刀结构1,通过退后压刀板102及托刀板103的调整方式,实现切刀片101伸出长度在合理范围内的调整,调节方便,结构简单,易于加工制作安装,维护成本低,能够满足卷烟企业卷烟新产品研发的实验线切丝机需求。
86.实施例二
87.基于实施例一的切刀结构1,所述托刀板103后部上侧面形成有凸块1031;
88.所述调节板104的下端位于所述凸块1031同固定块20后侧面之间;
89.拧转所述调节螺栓105增加调节螺栓105前端向前探出调节板104的长度,能使所述调节螺栓105前端顶靠在固定块20后侧面,并使所述调节板104下端后侧面贴靠到所述凸块1031前侧面,使所述调节板104下端同所述托刀板103后部联结。
90.较佳的,所述托刀板103后部上侧面邻接凸块1031前侧形成有一限位凹槽1032;
91.所述调节板104的下端前后厚度小于所述限位凹槽1032的前后长度;
92.所述调节板104的下端位于所述限位凹槽1032内,使所述调节板104下端同所述托刀板103后部联结。
93.较佳的,所述切刀片101固定到固定块20的卡槽201内的部分为切刀片101前后总长的2/7到3/7(例如可以为1/3),切刀片101具有刀刃的其余部分悬于固定块20前方。
94.较佳的,所述固定块20前部上侧面卡槽201处并形成有第三螺孔202;
95.通过沉头螺钉配合所述第三螺孔202将切刀片101后部固定到固定块20的卡槽201。
96.较佳的,第一螺栓106及第二螺栓107的头部同固定块20之间的螺杆套设有碟型弹片108。
97.实施例三
98.一种包括实施例一或二的切刀结构1的切丝机进刀系统,如图2所示,所述切丝机进刀系统还包括刀盘基体2;
99.所述刀盘基体2为圆板形;
100.在所述刀盘基体2上围绕轴心均匀设置有至少2个矩形孔21;
101.各矩形孔21中分别安装设置有一切刀结构1;
102.所述切刀结构1的固定块20的左右端分别固定到矩形孔21远轴心侧壁及近轴心侧壁,并且固定块20同所述刀盘基体2呈3
°
~30
°
夹角,所述切刀片101前端能探出到所述刀盘基体2前侧。
103.较佳的,所述切刀结构1的固定块20同所述刀盘基体2一体成型固定在一起。
104.实施例四
105.基于实施例三,如图3所示,所述切丝机进刀系统还包括切刀驱动装置3、连接座架4、滑块5、导轨6、锁紧器7、进给驱动装置9、基座16;
106.所述切刀驱动装置3用于驱动所述刀盘基体2绕轴心旋转;
107.所述切刀驱动装置3固定在连接座架4上;
108.所述连接座架4下端与滑块5联结固定;
109.所述滑块5安装在导轨6上并能沿导轨6前后移动;
110.所述导轨6、进给驱动装置9本体均安装固定在基座16上;
111.所述进给驱动装置9的驱动杆与连接座架4联结;
112.所述锁紧器7与连接座架4联结;
113.所述锁紧器7为气动控制常闭型,工作状态时控制电磁阀关闭压缩空气,锁紧器7锁紧导轨6,连接座架4则被固定不动,从而实现切刀驱动装置3的位置固定;当需要进给调节时,控制电磁阀打开压缩空气,锁紧器7通气打开,锁紧失效。
114.实施例四的切丝机进刀系统,各切刀结构1安装在刀盘基体2上,刀盘基体2与切刀
驱动装置3联结,由切刀驱动装置3驱动刀盘基体2旋转,切刀驱动装置3与连接座架4联结,连接座架4固定在滑块5上,滑块5在导轨6上前后滑动实现进刀和退刀,采用锁紧器7实现切刀驱动装置3的位置锁紧固定。
115.实施例五
116.基于实施例四,所述切丝机进刀系统还包括位移检测器12、刀头检测传感器14及控制器;
117.所述位移检测器12设置在基座16上,用于检测进给驱动装置9带动连接座架4的进给距离;
118.所述刀头检测传感器14设置在所述刀盘基体2前侧,用于检测刀盘基体2上的切刀结构1的切刀片101前端是否探出到所述刀盘基体2前侧的设定位置;
119.所述控制器,用于控制所述进给驱动装置9的驱动杆进给设定距离;并且,如果所述位移检测器12检测的连接座架4进给距离同所述设定距离一致,并且所述刀头检测传感器14检测到刀盘基体2上的切刀结构1的切刀片101前端探出到刀盘基体2前侧的设定位置,则输出切割开始信号控制切刀驱动装置3开始工作,驱动所述刀盘基体2绕轴心旋转。
120.较佳的,所述刀头检测传感器14安装固定在第三支架15上;
121.所述第三支架15固定在墙板上;
122.所述基座16固定在地面;
123.所述墙板垂直固定于地面并能上下移动。
124.较佳的,进给驱动装置9通过第一支架11固定在基座16上。
125.较佳的,所述位移检测器12通过第二支架13上安装固定在基座16上。
126.较佳的,所述进给驱动装置9的驱动杆通过第一连接块10与连接座架4联结。
127.较佳的,所述锁紧器7通过第二连结块8与连接座架4联结。
128.实施例五的切丝机进刀系统,当需要进刀时,进给驱动装置9带动连接座架4完成进给动作,实现切刀驱动装置3的进给;控制器控制进给驱动装置9的驱动杆进给设定距离,并且根据位移检测器12检测的连接座架4进给距离同设定距离是否一致,以及刀盘基体2上的切刀结构1的切刀片101前端刀刃是否探出到设定位置,控制切刀驱动装置3是否开始工作,通过位移检测器12检测信息和刀头检测传感器14检测信息的互相校核,实现进刀系统的精确进给。该切丝机进刀系统,能满足卷烟企业卷烟新产品研发需求的实验线切丝机需求。
129.实施例六
130.基于实施例四的切丝机进刀系统,如图4所示,所述切刀驱动装置3包括驱动轴301、轴承座302、圆锥滚子轴承303、联轴器304、减速机305;
131.所述驱动轴301采用花键联结方式与刀盘基体2中心轴固定;
132.所述轴承座302安装在连接座架4上;
133.一对圆锥滚子轴承303安装在轴承座302内;
134.所述驱动轴301通过该对圆锥滚子轴承303实现轴向安装定位,该对圆锥滚子轴承303相对安装以承受刀盘基体2的径向载荷;
135.所述减速机305安装在连接座架4上,通过联轴器304与驱动轴301联结,实现刀盘基体2的旋转运动。
136.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本发明保护的范围之内。