1.本实用新型属于切丝机领域,具体地说,涉及一种切丝机的刀门间隙自动检测与调整系统。
背景技术:
2.烟草行业使用的烟草切丝机是制丝线上的主要设备之一,它负责把烟草物料均匀地切割成丝状,以满足后续制丝及卷烟工艺要求。为了保证切丝质量,旋转的切刀与固定的刀门之间,理论上要求无间隙。在实际使用过程中,考虑安全因素,避免旋转的切割件砍上固定的刀门,切割件和刀门之间存在一定理论间隙。如果间隙过大,切削过程不能有效实现,烟丝或烟梗会出现“跑片”、“跑梗”等现象,影响切后烟丝的质量。因此,刀门间隙的检测与调整,是保证切丝机正常运行的一项重要内容。
3.目前,切割件与刀门之间间隙的检测多采用“贴纸法”,即在刀门上贴上一定厚度的几层卷烟纸,手动旋转刀辊,贴纸的切割件划过刀门,卷烟纸被切断,查看卷烟纸被切断几层,并测量剩余卷烟纸的厚度,厚度值即是刀门间隙。如果刀门间隙过大,则需要手动调整高修整件的位置,调整量为测出的刀门间隙值与要求的刀门间隙值之差,然后重新修整磨削件并磨削切割件,并再次测量刀门间隙。由于碰擦的轻重、深浅都凭经验和感官来确定的,难以定量,因此调整的精度不易控制,会存在一定误差,通常情况下,此项工作需要反复几次才能使刀门间隙值达到要求。
4.刀门间隙的检测、修整件位置的调节,在现有的切丝设备上都需要专门的切丝机维修人员操作,对维修人员的操作技能要求较高,且维修维护的便利性不高,耗时耗力,占用人力资源的同时,直接影响生产效率。
5.有鉴于此特提出本实用新型。
技术实现要素:
6.本实用新型要解决的技术问题在于克服现有技术的不足,提供一种切丝机的刀门间隙自动检测与调整系统,可以通过检测装置自动检测刀门间隙,并利用调整装置对刀门进行至少一次自动调整,实现刀门间隙的自动检测与调整,提高设备自动化水平,提高精确度,操作简单方便。
7.为解决上述技术问题,本实用新型采用技术方案的基本构思是:一种切丝机的刀门间隙自动检测与调整系统,包括,
8.检测装置,用于自动检测刀门间隙并发出检测信息。
9.调整装置,用于自动调整刀门间隙。
10.控制器,用于接收所述检测信息,控制调整装置对刀门间隙进行至少一次自动调整。
11.进一步的,所述检测装置安装在切丝机的出料端,位于切丝机刀门的至少一侧,所述检测装置的测量精度为微米级别。
12.检测装置的测量精度为微米级别,可以有效提高测量精确度,减小误差,同时保证物料的切割效果。
13.进一步的,所述调整装置包括,
14.第一调整组件,所述第一调整组件安装于切丝机的出料端,包括可旋转的刀辊体,所述刀辊体上沿圆周方向安装有多个平行于刀辊体轴向方向的切割件,所述切割件与切丝机的刀门配合切割物料。
15.第二调整组件,所述第二调整组件安装在刀辊体相对于切丝机的另一侧,包括可旋转的磨削件,所述磨削件与刀辊体沿轴向方向平行设置,用于磨削切割件。
16.第三调整组件,所述第三调整组件沿刀辊体的轴向方向安装于刀辊体的一侧,包括修整件,所述修整件沿垂直于刀辊体轴向方向设置,所述修整件的修整端朝向磨削件一侧,用于修整磨削件。
17.进一步的,所述切割件随刀辊体旋转时形成的圆周与磨削件旋转时形成的圆周、修整件的修整端相切于同一条直线。
18.优选的,所述切割件为刀片,所述磨削件为砂轮,所述修整件为金刚石。
19.进一步的,所述第三调整组件还包括与修整件相连的第一进给元件,所述第一进给元件用于驱动修整件向磨削件方向进给。
20.所述第二调整组件还包括与磨削件相连的第一驱动元件,所述第一驱动元件用于驱动磨削件沿轴向方向往复运动,在磨削件被修整件修整后再磨削切割件。
21.进一步的,所述控制器分别与检测装置和第一进给元件相连,所述控制器用于接收检测装置检测的刀门间隙值a,控制第一进给元件驱动修整件向磨削件方向进行n次进给,每次修整件的进给量为a/n,n≥1。
22.优选的,所述a/n为0.005
‑
0.05mm。
23.优选的,所述a/n为0.01
‑
0.02mm。
24.利用控制器控制第一进给元件驱动修整件向磨削件方向进行n次进给,n≥1,即修整件既可以一次性修整磨削件,也可以改进后分多次修整磨削件,避免了一次性修整容易造成修整件与磨削件之间的剧烈修磨,修整件或磨削件易损坏的情况,提高安全性和准确性,延长修整件与磨削件的使用寿命。
25.进一步的,所述刀辊体上安装有与切割件相连的第二进给元件,所述第二进给元件用于驱动切割件伸出进给,每次切割件的进给量为b,b≥a/n。
26.修整件的进给量即磨削件的修整量,使切割件的进给量大于等于修整件的进给量/磨削件的修整量,是为了保证切割件进给后能够与磨削件接触,并被磨削件磨削锋利,提高物料的切割效果。
27.进一步的,所述修整件在进给n次后停止进给。
28.所述第二调整组件还包括第三进给元件,用于驱动磨削件向修整件方向进给,每次磨削件的进给量为c。
29.所述第二进给元件驱动切割件伸出进给,每次切割件的进给量为c'。
30.优选的,所述c为0.005
‑
0.05mm。
31.优选的,所述c'为0.005
‑
0.02mm。
32.当修整件在进给n次后使刀门间隙达到要求,修整件停止进给后位置固定,利用磨
削件的进给,继续在线磨削切割件,保证刀门间隙可以长时间达到要求,保证物料切割效果。
33.进一步的,所述检测装置包括,
34.发射元件,用于向切割件和刀门发射探测光。
35.接收元件,用于接收切割件和刀门反射回来的探测光。
36.传递元件,用于将测得的刀门间隙值a传递给控制器。
37.一种切丝机,具有如上所述的刀门间隙自动检测与调整系统。
38.采用上述技术方案后,本实用新型与现有技术相比具有以下有益效果:
39.本实用新型提供了一种切丝机的刀门间隙自动检测与调整系统,通过检测装置自动检测刀门间隙,检测装置的测量精度为微米级别,提高测量精确度,减小误差,节省时间,同时保证物料的切割效果。
40.通过调整装置实现修整件位置的自动调整定位,并且分n次进给,避免了一次性进给,使修整件一次性修整磨削件,造成修整件与磨削件之间的剧烈修磨,修整件或磨削件易损坏的情况,提高安全性和准确性,延长修整件与磨削件的使用寿命。
41.本实用新型提供的一种具有上述刀门间隙自动检测与调整系统的切丝机,大大降低了人工操作的工作量,而且避免了人工操作过程中的危险因素;可实现在线检测与调整,大大降低了设备停机率,具有提高设备自动化水平,操作简便方便,设备利用率高的特点,具有较好的经济效益和应用前景。
42.下面结合附图对本实用新型的具体实施方式作进一步详细的描述。
附图说明
43.附图作为本技术的一部分,用来提供对本实用新型的进一步的理解,本实用新型的示意性实施例及其说明用于解释本实用新型,但不构成对本实用新型的不当限定。显然,下面描述中的附图仅仅是一些实施例,对于本领域普通技术人员来说,在不付出创造性劳动的前提下,还可以根据这些附图获得其他附图。在附图中:
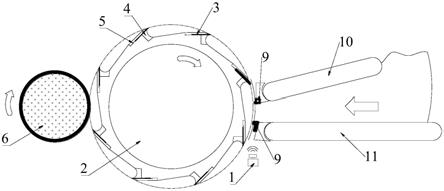
44.图1是本实用新型刀门间隙自动检测与调整系统的部分结构的侧视图;
45.图2是本实用新型刀门间隙自动检测与调整系统的部分结构的俯视图;
46.图3是本实用新型刀门间隙自动检测与调整系统的检测装置与刀门、切割件的结构俯视图;
47.图4是本实用新型刀门间隙自动检测与调整系统的第二调整组件的部分结构侧视图。
48.图中:1、检测装置;2、刀辊体;3、切割件;4、导丝条;5、压刀板;6、磨削件;7、修整件;8、第一进给元件;9、刀门;10、上输送带;11、下输送带。
49.需要说明的是,这些附图和文字描述并不旨在以任何方式限制本实用新型的构思范围,而是通过参考特定实施例为本领域技术人员说明本实用新型的概念。
具体实施方式
50.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对实施例中的技术方案进行清楚、完整地描述,以下实施例用于说明本
实用新型,但不用来限制本实用新型的范围。
51.在本实用新型的描述中,需要说明的是,术语“上”、“下”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
52.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”等应做广义理解,例如,可以是可拆卸连接,也可以是机械连接,或者也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
53.如图1至图4所示,本实用新型提供一种切丝机的刀门间隙自动检测与调整系统,包括检测装置1、控制器和调整装置;调整装置包括第一调整组件、第二调整组件和第三调整组件;第一调整组件包括刀辊体2、切割件3、第二进给元件和第三驱动元件;第二调整组件包括磨削件6、第一驱动元件、第二驱动元件和第三进给元件;第三调整组件包括修整件7和第一进给元件8;检测装置1包括发射元件、接收元件和传递元件。
54.本实用新型提供一种具有上述刀门间隙自动检测与调整系统的切丝机,包括刀门9、上输送带10和下输送带11。
55.作为一种实施方案,本实用新型提供一种切丝机的刀门间隙自动检测与调整系统,包括检测装置1、控制器和调整装置。
56.检测装置1用于自动检测刀门间隙并发出检测信息。
57.调整装置用于自动调整刀门间隙。
58.控制器用于接收所述检测信息,控制调整装置对刀门间隙进行至少一次自动调整。
59.如图1和图2所示,调整装置包括第一调整组件、第二调整组件和第三调整组件。
60.第一调整组件安装于切丝机的出料端,包括可旋转的刀辊体2,刀辊体2上沿圆周方向均匀安装有多个平行于刀辊体2轴向方向的切割件3,切割件3随刀辊体2旋转,与切丝机的刀门9配合切割物料。
61.对切割件3在刀辊体2上的安装方式不做具体限定,可以是切割件3由安装在刀辊体2上的导丝条4支撑,通过压刀板5压紧,也可以是其他安装方式。
62.第二调整组件安装在刀辊体2相对于切丝机的另一侧,包括可旋转的磨削件6,磨削件6与刀辊体2沿轴向方向平行设置,用于磨削切割件3,使切割件3始终保持锋利,提高物料切割效果。
63.第三调整组件沿刀辊体2的轴向方向安装于刀辊体2的一侧,包括修整件7,修整件7沿垂直于刀辊体2轴向方向设置,修整件7的修整端朝向磨削件6一侧,用于修整磨削件6,使磨削件6的表面保持平整,使其更好地磨削切割件3。
64.切割件3随刀辊体2旋转时形成的圆周与磨削件6旋转时形成的圆周、修整件7的修整端相切于同一条直线。
65.优选切割件3为刀片,磨削件6为砂轮,修整件7为金刚石,也可以是其他满足条件的结构。
66.第一调整组件还包括第二进给元件和第三驱动元件。
67.第三驱动元件与刀辊体2相连,用于驱动刀辊体2旋转。
68.对第三驱动元件不做具体限定,可以是由电机驱动小带轮,通过皮带驱动大带轮,实现刀辊体2的旋转运动,也可以是其他驱动方式。
69.第二进给元件安装在刀辊体2内,与切割件3相连,用于驱动切割件3伸出进给。
70.对第二进给元件不做具体限定,可以是由独立的电机通过齿轮传动、蜗轮蜗杆传动、带动梯形丝杠旋转,驱动丝杠螺母实现直线运动从而推动切割件3伸出,也可以是其他进给方式。
71.第二调整组件还包括第一驱动元件、第二驱动元件和第三进给元件。
72.第二驱动元件与磨削件6相连,用于驱动磨削件6旋转。
73.第二驱动元件可以是电机通过皮带传动的旋转机构,也可以是其他驱动方式。
74.第一驱动元件与磨削件6相连,用于驱动磨削件6沿轴向方向往复运动。
75.第一驱动元件可以是一套把旋转运动转化为直线运动的机构,比如为滚珠丝杠或者为梯形丝杠驱动的滑台,可以是其他驱动方式。
76.第三进给元件与磨削件6相连,用于驱动磨削件6向修整件7方向进给。
77.第三进给元件可以为一种实现直线运动的直线进给滑台,也可以是其他进给方式。
78.第三调整组件还包括第一进给元件8,与修整件7相连,用于驱动修整件7向磨削件6方向进给。
79.第一进给元件8可以为一种实现直线运动的直线进给滑台,也可以是其他进给方式。
80.如图1和图3所示,检测装置1安装在切丝机的出料端,位于切丝机刀门9的至少一侧,检测装置1的测量精度为微米级别。
81.检测装置1的测量精度为微米级别,可以有效提高测量精确度,减小误差,同时保证物料的切割效果。
82.检测装置1包括发射元件、接收元件和传递元件。
83.发射元件用于向切割件3和刀门9发射探测光。
84.接收元件用于接收切割件3和刀门9反射回来的探测光。
85.传递元件用于将测得的刀门间隙值a传递给控制器。
86.检测装置1可以是光电传感器、红外线检测装置等,不做具体限定。
87.如图1至图3所示,控制器分别与检测装置1和第一进给元件8相连。
88.控制器接收检测装置1检测的刀门间隙值a,控制第一进给元件8驱动修整件7向磨削件6方向进行n次进给,每次修整件7的进给量为a/n,对应的,每次磨削件6的半径被修整件7修整掉a/n,n≥1。
89.优选a/n为0.005
‑
0.05mm;更优选a/n为0.01
‑
0.02mm。
90.利用控制器控制第一进给元件8驱动修整件7向磨削件6方向进行n次进给,n≥1,即修整件7既可以一次性修整磨削件6,也可以改进后分多次修整磨削件6,避免了一次性修整容易造成修整件7与磨削件6之间的剧烈磨削,修整件7或磨削件6易损坏的情况,提高安全性和准确性,延长修整件7与磨削件6的使用寿命。
91.控制器可以为plc控制器,也可以为其他满足条件的装置。
92.被修整后的磨削件6运动到切割件3处时,第二进给元件驱动切割件3伸出进给,每次切割件3的进给量为b,b≥a/n。
93.使切割件3的进给量大于等于修整件7的进给量/磨削件6的修整量,是为了保证切割件3进给后能够与磨削件6接触,并被磨削件6磨削锋利,提高物料的切割效果。
94.修整件7在进给n次后停止进给,保持位置不变。
95.第三进给元件驱动磨削件6向修整件7方向进给,每次磨削件6的进给量为c,当磨削件6运动到修整件7处时,磨削件6的半径被修整件7修整掉c。
96.优选c为0.005
‑
0.05mm。
97.被修整后的磨削件6运动到切割件3处时,第二进给元件驱动切割件3伸出进给,每次切割件3的进给量为c'。
98.优选c'为0.005
‑
0.02mm。
99.当修整件7在进给n次后使刀门间隙达到要求,修整件7停止进给后位置固定,利用磨削件6的进给,继续在线磨削切割件3,保证刀门间隙可以长时间达到要求,保证物料切割效果。
100.其中,修整件7、磨削件6和切割件3的进给速度可以根据需要无级调节。
101.在本方案中,上输送带10和下输送带11之间形成物料输送通道,刀门9安装在物料输送通道的出料端,连续的物料从进料端进入后,被上输送带10和下输送带11输送并压实后从刀门9挤出,与切割件3配合切割物料。
102.当需要调整刀门间隙时,先利用检测装置1检测刀门间隙,再利用调整装置自动调整刀门间隙。
103.利用发射元件向切割件3和刀门9发射探测光,利用接收元件接收切割件3和刀门9反射回来的探测光,得到刀门间隙值a,再利用传递元件将测得的刀门间隙值a传递给控制器。
104.控制器将接收到的刀门间隙值a分为n(n≥1)个平均值a/n之和,控制第一进给元件8驱动修整件7向磨削件6方向进行n次进给,每次修整件7的进给量为a/n。
105.控制每次修整件7的进给量在合理的范围内,防止进给量过大,修整件7与磨削件6的修磨量过大而造成损坏。
106.磨削件6在自身旋转的同时沿轴向方向往复运动,当运动到修整件7处时,被进给的修整件7修整,每次磨削件6的半径被修整掉a/n;当被修整的磨削件6运动到切割件3处时,第二进给元件驱动切割件3伸出进给,每次切割件3的进给量为b,b≥a/n,磨削件6对切割件3进行磨削。
107.使切割件3的进给量大于等于修整件7的进给量/磨削件6的修整量,是为了保证切割件3进给后能够与磨削件6接触,并被磨削件6磨削锋利,提高物料的切割效果。
108.具体的,当磨削件6位于修整件7一侧时,修整件7进给a/n,磨削件6向修整件7另一侧运动过程中,被修整件7修正掉a/n,继续运动到切割件3位置时,切割件3进给b,b≥a/n,磨削件6对切割件3进行磨削,然后磨削件6往回运动,重新运动到修整件7一侧。磨削件6沿轴向方向往复运动过程中,被修整件7修整后再磨削切割件3,重复以上动作。
109.当修整件7在进给n次后,切割件3对应地伸出进给了a,弥补了刀门间隙,使刀门间隙达到要求,即刀门间隙的理论要求0mm。
110.此时可以利用检测装置1再次检测刀门间隙,若刀门间隙达到要求,则修整件7停止进给,位置固定不变;若刀门间隙没有达到要求,则重复以上动作重新调整刀门间隙。
111.当刀门间隙达到要求,修整件7停止进给,位置固定不变时,第三进给元件驱动磨削件6向修整件7方向进给,每次磨削件6的进给量为c,当磨削件6运动到修整件7处时,磨削件6的半径被修整件7修整掉c。
112.被修整后的磨削件6运动到切割件3处时,第二进给元件驱动切割件3伸出进给,每次切割件3的进给量为c'。
113.具体的,当磨削件6位于修整件7一侧时,磨削件6进给c,磨削件6向修整件7另一侧运动过程中,被修整件7修正掉c,继续运动到切割件3位置时,切割件3进给c',磨削件6对切割件3进行磨削,然后磨削件6往回运动,重新运动到修整件7一侧。磨削件6沿轴向方向往复运动过程中,被修整件7修整后再磨削切割件3,重复以上动作。
114.磨削件6在自身旋转并沿轴向方向往复运动过程中,利用磨削件6的进给,继续被修整件7修整、并在切割件3伸出进给时在线磨削切割件3,保证刀门间隙可以长时间达到要求,保证切割件3始终保持锋利状态,提高物料切割效果。
115.作为一种实施方案,本实用新型提供一种切丝机的刀门间隙自动检测与调整系统,如图4所示,切割件3上相对于切割端的另一端垂直于刀辊体2的径向方向,切割件3的两端与刀辊体2的中心形成夹角θ,切割件3的进给量b与切割件3沿刀辊体2的径向方向的进给量b'之间存在如下函数关系:
116.b'=b/sin(θ),
117.而为了保证切割件3能够被磨削件6磨削锋利,则切割件3的实际进给量b”≥b'=b/sin(θ)。
118.作为一种实施方案,本实用新型提供一种具有上述刀门间隙自动检测与调整系统的切丝机。
119.切丝机的正常生产过程中,由于切割物料带来的灰尘以及振动等影响,检测装置1的测量精度会受到干扰,因此,切丝机在切丝过程中,不开启刀门间隙的自动检测与调整功能。
120.以上所述仅是本实用新型的较佳实施例而已,并非对本实用新型作任何形式上的限制,虽然本实用新型已以较佳实施例揭露如上,然而并非用以限定本实用新型,任何熟悉本专利的技术人员在不脱离本实用新型技术方案范围内,当可利用上述提示的技术内容作出些许更动或修饰为等同变化的等效实施例,但凡是未脱离本实用新型技术方案的内容,依据本实用新型的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本实用新型方案的范围内。